TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025150689
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051712
出願日
2024-03-27
発明の名称
溶接検査装置、形状計測装置および外観検査装置
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
G01N
29/24 20060101AFI20251002BHJP(測定;試験)
要約
【課題】溶接部の厚さおよび形状が変わっても、溶接部の内部欠陥の有無を精度よく判定する。
【解決手段】溶接検査装置は、送信用レーザ光を母材の溶接ビードに照射する送信用レーザ光照射装置と、送信用レーザ光によって発生されて母材の受信位置に到達する超音波を検出する受信用レーザ光プローブと、受信用レーザ光プローブによって検出された超音波のうちから母材の下面で反射した下面反射波を抽出し、抽出された下面反射波に基づいて溶接ビードの内部欠陥の有無を判定する制御装置と、母材における送信用レーザ光の照射部分の外観形状を計測する計測装置とを備える。制御装置は、計測装置による計測結果に基づいて、検出装置によって検出された超音波のうちから下面反射波を抽出するための反射波抽出条件を設定する。
【選択図】図7
特許請求の範囲
【請求項1】
対象物に含まれる溶接部を検査する溶接検査装置であって、
送信用レーザ光を前記溶接部に照射するとともに前記溶接部における前記送信用レーザ光の照射位置である送信位置を第1方向に走査する第1照射装置と、
前記送信用レーザ光によって発生されて前記対象物の受信位置に到達する超音波を検出する検出装置と、
前記検出装置によって検出された超音波のうちから前記対象物の下面で反射した反射波を抽出し、抽出された前記反射波に基づいて前記溶接部の内部欠陥の有無を判定する制御装置と、
前記対象物における前記送信用レーザ光の照射部分の外観形状を計測する計測装置とを備え、
前記制御装置は、前記計測装置による計測結果に基づいて、前記検出装置によって検出された超音波のうちから前記反射波を抽出するための反射波抽出条件を設定する、溶接検査装置。
続きを表示(約 990 文字)
【請求項2】
前記検出装置は、前記反射波を検出するための受信用レーザ光を前記受信位置に照射する第2照射装置を含み、
前記制御装置は、
前記反射波抽出条件として、前記送信位置で発生した超音波が前記対象物の下面で反射して前記受信位置に到達するのに要する到達時間の範囲を前記送信位置毎に規定した抽出時間範囲を設定し、
前記検出装置によって検出された超音波のうちの前記抽出時間範囲内に到達した超音波を、前記反射波として抽出する、請求項1に記載の溶接検査装置。
【請求項3】
前記制御装置は、前記計測装置による計測結果に基づいて推定される前記反射波の伝播距離が長いほど、前記抽出時間範囲を前記到達時間が長くなる側にシフトさせる、請求項2に記載の溶接検査装置。
【請求項4】
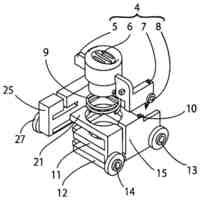
前記計測装置は、レーザ光を前記照射部分に照射することによって前記照射部分の外観形状を計測するレーザスキャナを含む、請求項3に記載の溶接検査装置。
【請求項5】
前記レーザスキャナは、前記第1照射装置、前記第2照射装置および前記検出装置が取り付けられる部材に固定される、請求項4に記載の溶接検査装置。
【請求項6】
前記第1照射装置は、前記送信用レーザ光を前記照射部分に照射することによって前記照射部分にアブレーション光を生じさせ、
前記計測装置は、前記照射部分に生じるアブレーション光を撮影する少なくとも1つのカメラを含む、請求項1~3のいずれかに記載の溶接検査装置。
【請求項7】
対象物の外観形状を計測する形状計測装置であって、
レーザ光を前記対象物に照射するとともに前記レーザ光を第1方向に走査することによって前記対象物における前記レーザ光の照射部分にアブレーション光を生じさせる照射装置と、
前記照射部分に生じるアブレーション光を撮影する少なくとも1つのカメラを含み、前記アブレーション光を前記少なくとも1つのカメラで撮影することによって前記照射部分の外観形状を計測する計測装置とを備える、形状計測装置。
【請求項8】
請求項7に記載の形状計測装置と、
前記形状計測装置による計測結果に基づいて前記照射部分の外観検査を行う制御装置とを備える、外観検査装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接検査装置、形状計測装置および外観検査装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
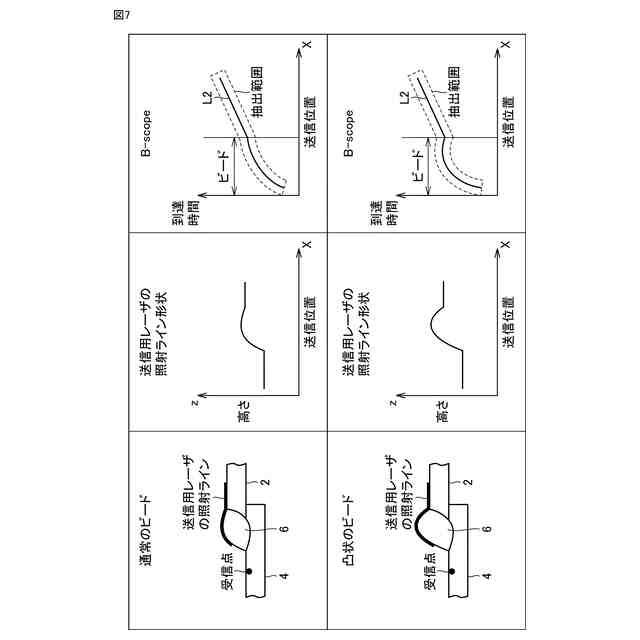
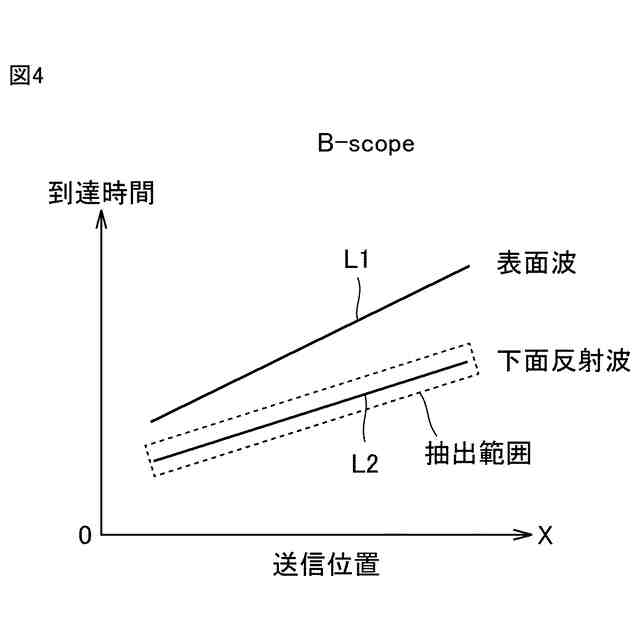
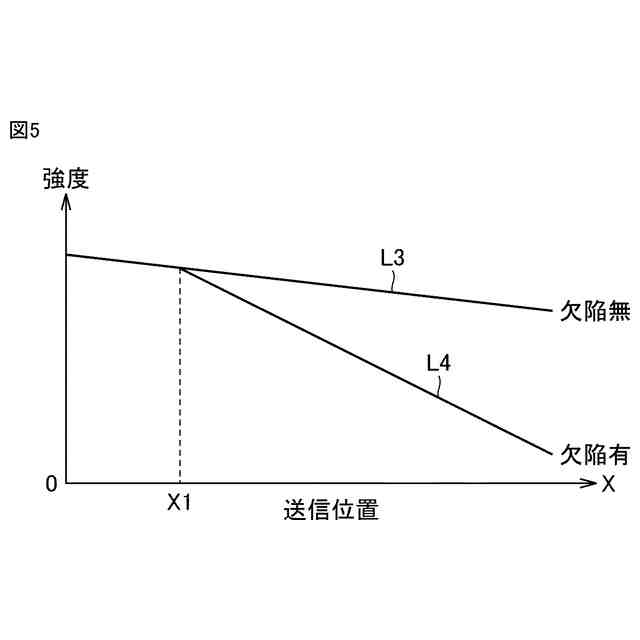
特開2023-20336号公報には、母材に含まれる溶接部を検査する溶接検査装置が開示されている。この溶接検査装置は、超音波を励起するための送信用レーザ光を溶接部上に照射する送信用レーザ照射装置と、送信用レーザ光によって励起されて母材上の受信位置に到達する超音波を検出する検出装置と、溶接部の内部欠陥の有無を判定する制御装置とを備える。制御装置は、受信位置に到達する超音波のうち、母材の下面(送信用レーザ光の照射面とは反対側の面)で反射して受信される下面反射波を、Bスコープ(B-scope)と称される計測画面上で抽出し、抽出された下面反射波強度の減衰度が大きい場合に溶接部の内部欠陥が有ると判定する。なお、Bスコープは、溶接部における送信用レーザ光の照射位置である送信位置を横軸とし、送信位置で発生した超音波が受信位置に到達するまでの到達時間を縦軸として、受信位置における超音波の強度分布を表示したものである。
【先行技術文献】
【特許文献】
【0003】
特開2023-20336号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
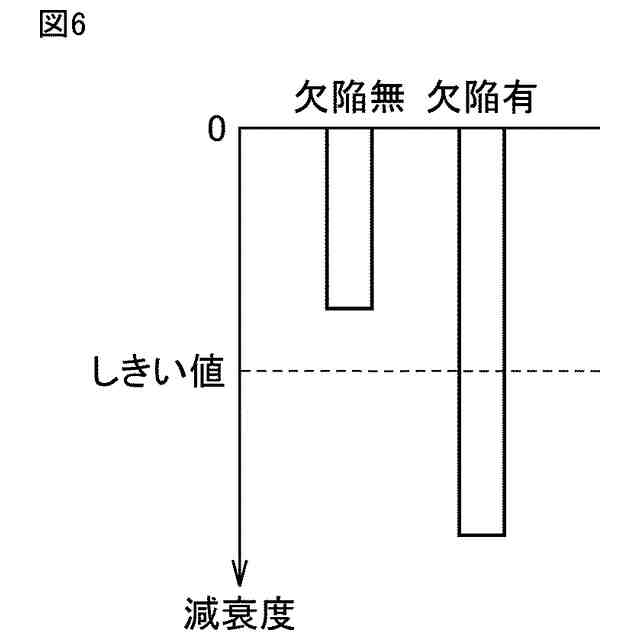
上述のように、特開2023-20336号公報に記載の溶接検査装置においては受信位置に到達する超音波のうちから下面反射波がBスコープ上で抽出され、抽出された下面反射波強度の減衰度が大きい場合に溶接部の内部欠陥が有ると判定される。
【0005】
しかしながら、溶接部の厚さおよび形状は、一定ではなく、溶接時の状況等によって変化し得る。溶接部の厚さおよび形状が変化すると、溶接部における送信用レーザの照射部分の外観形状(三次元的な位置)が変化するため、送信位置から受信位置までの下面反射波の伝播距離が変化する。これにより、下面反射波の到達時間が変化し、その影響で、抽出すべき下面反射波のBスコープ上での分布も変化してしまい、その結果、下面反射波を適切に抽出できず溶接部の検査精度が低下してしまうことが懸念される。
【0006】
それゆえに、本開示の目的は、溶接部の厚さおよび形状が変わっても、溶接部の内部欠陥の有無を精度よく判定可能にすることである。本開示の他の目的は、レーザスキャナを用いることなく、対象物の外観形状を計測可能にすることである。
【課題を解決するための手段】
【0007】
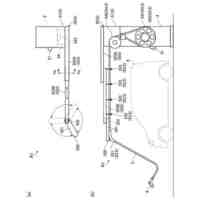
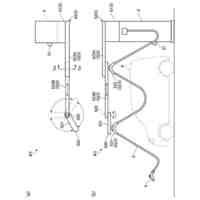
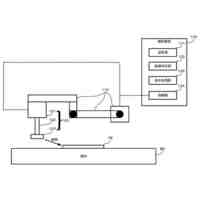
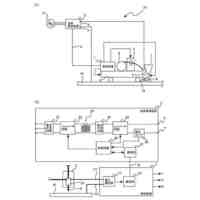
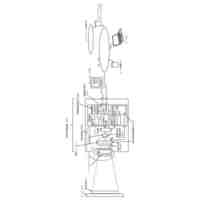
(第1項) 本開示による溶接検査装置は、対象物に含まれる溶接部を検査する溶接検査装置であって、送信用レーザ光を溶接部に照射するとともに溶接部における送信用レーザ光の照射位置である送信位置を第1方向に走査する第1照射装置と、送信用レーザ光によって発生されて対象物の受信位置に到達する超音波を検出する検出装置と、検出装置によって検出された超音波のうちから対象物の下面で反射した反射波を抽出し、抽出された反射波に基づいて溶接部の内部欠陥の有無を判定する制御装置と、対象物における送信用レーザ光の照射部分の外観形状を計測する計測装置とを備える。制御装置は、計測装置による計測結果に基づいて、検出装置によって検出された超音波のうちから反射波を抽出するための反射波抽出条件を設定する。
【0008】
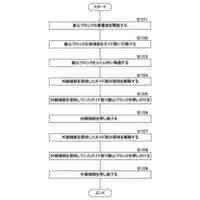
(第2項) 第1項に記載の溶接検査装置において、検出装置は、反射波を検出するための受信用レーザ光を受信位置に照射する第2照射装置を含む。制御装置は、反射波抽出条件として、送信位置で発生した超音波が対象物の下面で反射して受信位置に到達するのに要する到達時間の範囲を送信位置毎に規定した抽出時間範囲を設定し、検出装置によって検出された超音波のうちの抽出時間範囲内に到達した超音波を、反射波として抽出する。
【0009】
(第3項) 第2項に記載の溶接検査装置において、制御装置は、計測装置による計測結果に基づいて推定される反射波の伝播距離が長いほど、抽出時間範囲を到達時間が長くなる側にシフトさせる。
【0010】
(第4項) 第3項に記載の溶接検査装置において、計測装置は、レーザ光を照射部分に照射することによって照射部分の外観形状を計測するレーザスキャナを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
充電装置
5日前
株式会社ダイヘン
充電装置
5日前
株式会社ダイヘン
充電装置
5日前
株式会社ダイヘン
搬送装置
5日前
株式会社ダイヘン
充電装置
5日前
株式会社ダイヘン
制御装置
5日前
株式会社ダイヘン
回生ユニット
6日前
株式会社ダイヘン
溶接電源装置
5日前
株式会社ダイヘン
パルス電源装置
5日前
株式会社ダイヘン
インバータ装置
今日
株式会社ダイヘン
インバータ装置
5日前
株式会社ダイヘン
変圧器組立装置
5日前
株式会社ダイヘン
パワーモジュール
5日前
株式会社ダイヘン
パワーモジュール
5日前
株式会社ダイヘン
パワーモジュール
5日前
株式会社ダイヘン
アーク溶接システム
5日前
株式会社ダイヘン
制御装置及び研削システム
5日前
株式会社ダイヘン
サブマージアーク溶接システム
5日前
株式会社ダイヘン
サブマージアーク溶接システム
5日前
株式会社ダイヘン
通信システム、および、通信方法
6日前
株式会社ダイヘン
変圧器組立方法及び変圧器組立装置
5日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
5日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
5日前
個人
メジャー文具
8日前
個人
アクセサリー型テスター
1日前
個人
高精度同時多点測定装置
今日
日本精機株式会社
位置検出装置
14日前
日本精機株式会社
位置検出装置
14日前
ユニパルス株式会社
ロードセル
7日前
日本精機株式会社
位置検出装置
14日前
アズビル株式会社
圧力センサ
13日前
株式会社チノー
放射光測温装置
7日前
株式会社ヨコオ
ソケット
7日前
トヨタ自動車株式会社
監視装置
6日前
ダイキン工業株式会社
監視装置
5日前
株式会社ヨコオ
ソケット
6日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ