TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025150538
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051458
出願日
2024-03-27
発明の名称
積層段ボールシート及び製造方法
出願人
株式会社協和製作所
代理人
弁理士法人中部国際特許事務所
主分類
B31F
1/08 20060101AFI20251002BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】曲げやすさを向上させることができる積層段ボールシートを提供する。
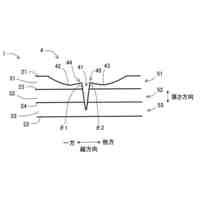
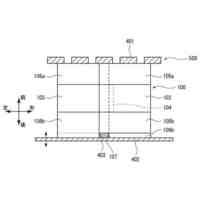
【解決手段】本発明は、3つ以上のライナー21~24と、2つ以上の中芯31~33と、表面ライナー21に形成された所定方向に延びる折り目4と、を含む積層段ボールシートであって、折り目4は、表面ライナー21がカットされて形成された、所定方向に延びる切込み41と、切込み41の一方側に表面ライナー21が押圧されて形成され、切込み41に一部が重なるように切込み41に並列に延びる一方側罫線42と、を備え、切込み41は、一方側罫線42よりも深く形成され、所定方向に延びる仮想直線に直交する仮想平面で折り目4を切断した断面である折り目直交断面において、切込み41と一方側罫線42とがなす裏面側の角度θ1が、90度未満である。
【選択図】図3
特許請求の範囲
【請求項1】
3つ以上のライナーと、2つ以上の中芯と、表面の前記ライナーに形成された所定方向に延びる折り目と、を含む積層段ボールシートであって、
前記折り目は、
表面の前記ライナーがカットされて形成された、前記所定方向に延びる切込みと、
前記切込みの一方側に表面の前記ライナーが押圧されて形成され、前記切込みに一部が重なるように前記切込みに並列に延びる一方側罫線と、
を備え、
前記切込みは、前記一方側罫線よりも深く形成され、
前記所定方向に延びる仮想直線に直交する仮想平面で前記折り目を切断した断面である折り目直交断面において、
前記切込みと前記一方側罫線とがなす裏面側の角度が、90度未満である、
積層段ボールシート。
続きを表示(約 1,300 文字)
【請求項2】
前記折り目は、前記切込みの他方側に、表面の前記ライナーが押圧されて形成された他方側罫線をさらに備え、
前記切込みは、前記他方側罫線よりも深く形成され、
前記他方側罫線は、一部が前記切込みと重なるように、前記切込みに対して並列に延び、
前記折り目直交断面において、
前記切込みと前記他方側罫線とがなす裏面側の角度が、90度未満である、
請求項1に記載の積層段ボールシート。
【請求項3】
前記一方側罫線と前記他方側罫線とは、前記切込みを中心に対称的に形成されている、
請求項2に記載の積層段ボールシート。
【請求項4】
前記折り目は、
前記一方側罫線の一方側に、隣の罫線と一部が重なるように、前記一方側罫線と並列に延びる1つ以上の一方側サブ罫線と、
前記他方側罫線の他方側に、隣の罫線と一部が重なるように、前記他方側罫線と並列に延びる1つ以上の他方側サブ罫線と、
を備える、
請求項2に記載の積層段ボールシート。
【請求項5】
前記一方側罫線の一端から前記他方側罫線の他端までの長さは、積層段ボールシートの表面から裏面までの長さよりも大きい、
請求項2に記載の積層段ボールシート。
【請求項6】
3層以上で構成された積層段ボールシートであって、
各前記層は、互いに同じ厚さであり、
前記切込みは、裏面から2層目に収まるように、又は裏面から2番目の前記ライナーに到達するように形成され、
前記一方側罫線及び前記他方側罫線は、表面から1層目に収まるように形成されている、
請求項2に記載の積層段ボールシート。
【請求項7】
3つ以上のライナーと、2つ以上の中芯と、表面の前記ライナーに形成された所定方向に延びる折り目と、を含む積層段ボールシートであって、
前記折り目は、
表面の前記ライナーに形成され、前記所定方向に延びる凹部と、
前記凹部内で、前記所定方向に延びるように形成された1つ以上の切込みと、
前記凹部内で、前記切込みに並列に延びるように形成された1つ以上の罫線と、
を備え、
前記切込みは、表面の前記ライナーがカットされることにより、前記罫線よりも深く形成され、
前記罫線は、表面の前記ライナーが押圧されることにより、前記凹部よりも深く形成されている、
積層段ボールシート。
【請求項8】
前記凹部は、前記所定方向に延び且つ互いに一部が重なるように並列に配置された複数の長溝により構成されている、
請求項7に記載の積層段ボールシート。
【請求項9】
前記折り目は、
前記切込みの一方側に形成された前記罫線である一方側罫線と、
前記切込みの他方側に形成された前記罫線である他方側罫線と、
を含む、請求項7に記載の積層段ボールシート。
【請求項10】
前記罫線は、前記切込みに一部が重なるように形成されている、
請求項7に記載の積層段ボールシート。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の層をもつ積層段ボールシート及びその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
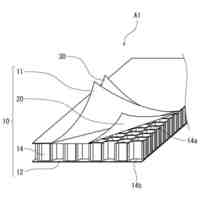
複数の層が重なって形成された積層段ボールシートは、強度や耐久性の面で1層の段ボールシートよりも優れている。例えば2層の積層段ボールシートは、表面ライナー、裏面ライナー、表面ライナーと裏面ライナーの間に配置された中間ライナー、及び、各ライナーの間に配置された波形の中芯とで構成されている。つまり、積層段ボールシートは、3つ以上のライナーと2つ以上の中芯とで構成されている。
【0003】
以下、積層段ボールシートにおいて、中芯で形成される段目が延びる方向(段目に沿った方向)を縦方向と称し、表面ライナー上で段目に直交する方向を横方向と称する。例えば、表面ライナーに縦方向の折り目が形成されている場合、表面ライナーが内側になるように積層段ボールシートを曲げようとすると、例えば中芯の凹凸の位置や罫線の形状を要因として、曲げる位置がずれる可能性がある。このような課題に対して、例えば特開平8-150675号公報に記載の折り目形成装置によれば、積層段ボールシートの表面に、楔形開口部と切込みとが形成される。この折り目によれば、切込み位置により曲げ位置の精度が保たれ、楔形により無理な潰れ方が抑制される。
【先行技術文献】
【特許文献】
【0004】
特開平8-150675号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記折り目は、曲げ位置の精度について課題としているが、折り曲げやすさ、特に横方向の折り目に対する折り曲げやすさについては考慮されていない。積層段ボールシートを折り曲げる作業において、上記のように曲げ位置の精度も重要であるが、曲げ作業を行いやすいこと(例えば、ずれにくい又は省力化など)も重要である。従来の折り目の構成では、積層段ボールシートを折り目に沿ってきれいに折り曲げるには、例えば専用の治具を用いて折り目に沿って均一な力を加えるなど、比較的難しい作業が必要であった。積層段ボールシート1を折り目に沿ってきれいに曲げるには、相当の曲げ力、技術、又は専用の治具が必要となり、一般ユーザには困難であった。特に横方向の折り目については困難であった。
【0006】
本発明の目的は、曲げやすさを向上させることができる積層段ボールシート及びその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の第1形態に係る積層段ボールシートは、3つ以上のライナーと、2つ以上の中芯と、表面の前記ライナーに形成された所定方向に延びる折り目と、を含む積層段ボールシートであって、前記折り目は、表面の前記ライナーがカットされて形成された、前記所定方向に延びる切込みと、前記切込みの一方側に表面の前記ライナーが押圧されて形成され、前記切込みに一部が重なるように前記切込みに並列に延びる一方側罫線と、を備え、前記切込みは、前記一方側罫線よりも深く形成され、前記所定方向に延びる仮想直線に直交する仮想平面で前記折り目を切断した断面である折り目直交断面において、前記切込みと前記一方側罫線とがなす裏面側の角度が、90度未満である。
【0008】
本発明の第2形態に係る積層段ボールシートは、3つ以上のライナーと、2つ以上の中芯と、表面の前記ライナーに形成された所定方向に延びる折り目と、を含む積層段ボールシートであって、前記折り目は、表面に形成され、前記所定方向に延びる凹部と、前記凹部内で、前記所定方向に延びるように形成された1つ以上の切込みと、前記凹部内で、前記切込みに並列して延びるように形成された1つ以上の罫線と、を備え、前記切込みは、表面の前記ライナーがカットされることにより、前記罫線よりも深く形成され、前記罫線は、表面の前記ライナーが押圧されることにより、前記凹部よりも深く形成されている。
【0009】
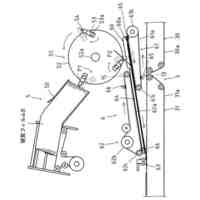
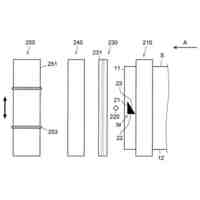
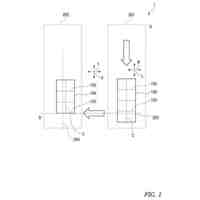
本発明の製造方法は、前記切込みを形成するための刃部と、前記罫線を形成するための押圧部と、前記刃部及び前記罫線を駆動させる駆動部と、前記刃部及び前記押圧部の根本にそれぞれ形成された幅広部位と、を備える折り目形成装置を用いて第2形態の積層段ボールシートを製造する製造方法であって、前記刃部で前記切込みを形成する切込み形成工程と、前記押圧部で前記罫線を形成する罫線形成工程と、を含み、少なくとも前記罫線形成工程で、前記幅広部位により前記凹部が形成される。
【発明の効果】
【0010】
本発明の第1形態によれば、折り目を構成する切込みと一方側罫線との交差角度が鋭角となっている。これにより、曲げ作業において曲げ力は、切込みと一方側罫線とに分散する。これにより、段階的な曲げが可能となり、曲げ力が折り目以外の部位に逃げにくくなり、曲げが折り目からずれにくくなる。つまり、この折り目によれば、作業者に曲げやすいと感じさせることができる。また、結果として曲げ力の省力化が可能となる。また、切込みが一方側罫線より深く形成されているため、最終的な折り曲げ位置の精度も保たれる。なお、折り曲げ作業が困難な横方向に延びる折り目であっても、切込みと一方側罫線との交差角度が120度以下、さらには90度以下であれば、ずれにくさや曲げ力の大まかな集中などにより、折り曲げやすさが向上する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社協和製作所
積層段ボールシート及び製造方法
1か月前
個人
高剛性段ボール
9か月前
個人
紙製ダンボールの加工器具、成形方法
4か月前
株式会社メタルクリエイション
窓貼機
5か月前
株式会社メタルクリエイション
貼合機
1か月前
エントラスト株式会社
袋体の製造方法
7か月前
東罐興業株式会社
シート状部材搬送装置
1か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
3か月前
株式会社ユーシン
段ボール部材、
5か月前
サクラパックス株式会社
矯正装置
6か月前
株式会社ユウコス
シート加工装置
6か月前
三菱重工機械システム株式会社
処理装置
7か月前
株式会社アプリス
カップ容器及び製造方法
4か月前
東罐興業株式会社
テープ搬送装置およびテープ搬送方法
1か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
8か月前
TOPPANホールディングス株式会社
トレー製造装置
9か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
8か月前
TOPPANホールディングス株式会社
口栓溶着方法
10か月前
カモ井加工紙株式会社
付箋及び付箋の製造方法
1か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
5か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
3か月前
王子ホールディングス株式会社
加工装置及び加工方法
10か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
7か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
2か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
11か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
7か月前
デュプロ精工株式会社
加工装置
10か月前
株式会社トーモク
封筒型パッケージの製造方法
7か月前
株式会社協和製作所
積層段ボールシート及び製造方法
1か月前
王子ホールディングス株式会社
キッチンタオルロール
8か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
4か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
4か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
8か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
10か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ