TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025150227
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051007
出願日
2024-03-27
発明の名称
テープ搬送装置およびテープ搬送方法
出願人
東罐興業株式会社
代理人
個人
,
個人
主分類
B31B
50/60 20170101AFI20251002BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】搬送方向長さが短いテープ片であっても、テープカット位置から貼り合わせ位置までの間を、確実にテープ搬送ベルトのテープ保持領域に吸着保持した状態で搬送することができるテープ搬送装置およびテープ搬送方法の提供。
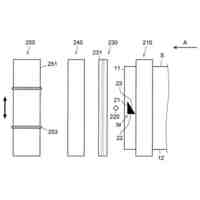
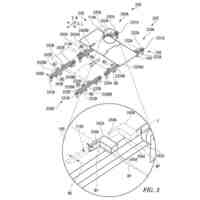
【解決手段】テープ搬送装置は、テープ保持領域に吸着孔を有するテープ搬送ベルトと、内部空間が負圧状態とされたバキュームボックスとを有し、テープ搬送ベルトは、テープカット位置において得られたテープ片を、吸着孔を介してテープ保持領域におけるバキュームボックスの負圧が作用するテープ吸着可能領域に吸着してブランクに貼り合わせる位置まで搬送可能に配置され、バキュームボックスの一側壁がテープカット位置に近接し、その外周面に周方向に全周にわたって延びる溝が形成された第1のベルト搬送ロールによって構成されることを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
搬送経路に沿って搬送されるブランクの接着部にテープを貼り付けるために、前記ブランクの接着部に応じた長さに切断されたテープ片を前記ブランクの搬送速度と同期して供給するテープ搬送装置であって、
複数のベルト搬送ロールに張架されて循環駆動され、テープ保持領域に吸着孔を有するテープ搬送ベルトと、前記テープ搬送ベルトの内周側に配置され、内部空間が負圧状態とされたバキュームボックスとを有し、
前記テープ搬送ベルトは、テープ原反から繰り出された未切断のテープから、テープカット位置において切断されて得られたテープ片を、前記吸着孔を介して前記テープ保持領域における前記バキュームボックスの負圧が作用するテープ吸着可能領域に吸着して前記テープカット位置から前記ブランクに貼り合わせる貼り合わせ位置までテープ搬送路に沿って搬送可能に配置され、
前記バキュームボックスの前記テープカット位置に近接する一側壁が、前記複数のベルト搬送ロールのうち、前記テープカット位置に近接する第1のベルト搬送ロールによって構成され、
前記第1のベルト搬送ロールの外周面における、前記テープ搬送ベルトの前記吸着孔に対向する状態に、周方向に全周にわたって延びる溝が形成されていることを特徴とするテープ搬送装置。
続きを表示(約 1,200 文字)
【請求項2】
前記テープ搬送路は、前記テープを垂直下向きに搬送する区間を有し、
前記テープカット位置は、前記テープを垂直下向きに搬送する区間に配置されていることを特徴とする請求項1に記載のテープ搬送装置。
【請求項3】
前記テープカット位置と、前記テープ搬送ベルトにおける前記テープ吸着可能領域の最上流位置との距離が、前記テープ片の搬送方向長さ以下であることを特徴とする請求項1に記載のテープ搬送装置。
【請求項4】
前記テープ片の搬送方向長さは、30~150mmであることを特徴とする請求項1に記載のテープ搬送装置。
【請求項5】
前記テープ片を、前記テープ片の搬送方向がブランク搬送方向と一致するように供給するものであることを特徴とする請求項1に記載のテープ搬送装置。
【請求項6】
前記テープ片の厚みは、25~150μmであることを特徴とする請求項1に記載のテープ搬送装置。
【請求項7】
前記第1のベルト搬送ロールのベルト搬送方向下流側に隣接する第2のベルト搬送ロールが、内部空間が負圧状態とされて前記テープ搬送ベルトの前記吸着孔を介して前記テープ片を前記テープ保持領域に吸着する機能を有することを特徴とする請求項1に記載のテープ搬送装置。
【請求項8】
搬送経路に沿って搬送されるブランクの接着部にテープを貼り付けるために、テープ搬送装置を用いて前記ブランクの接着部に応じた長さに切断されたテープ片を前記ブランクの搬送速度と同期して供給するテープ搬送方法であって、
前記テープ搬送装置は、複数のベルト搬送ロールに張架されて循環駆動され、テープ保持領域に吸着孔を有するテープ搬送ベルトと、前記テープ搬送ベルトの内周側に配置され、内部空間が負圧状態とされたバキュームボックスとを有し、
前記テープ搬送装置の前記テープ搬送ベルトは、テープ原反から繰り出された未切断のテープから、テープカット位置において切断されて得られたテープ片を、前記吸着孔を介して前記テープ保持領域における前記バキュームボックスの負圧が作用するテープ吸着可能領域に吸着して前記テープカット位置から前記ブランクに貼り合わせる貼り合わせ位置までテープ搬送路に沿って搬送可能に配置され、
前記テープ搬送装置の前記バキュームボックスの前記テープカット位置に近接する一側壁が、前記複数のベルト搬送ロールのうち、前記テープカット位置に近接する第1のベルト搬送ロールによって構成され、
前記テープ搬送装置の前記第1のベルト搬送ロールは、外周面における前記テープ搬送ベルトの前記吸着孔に対向する状態に、周方向に全周にわたって延びる溝が形成されており、
前記テープカット位置で前記テープを切断したときに、得られた前記テープ片の少なくともテープ搬送方向の先頭部が前記テープ搬送ベルトにおける前記テープ吸着可能領域内に位置されることを特徴とするテープ搬送方法。
発明の詳細な説明
【技術分野】
【0001】
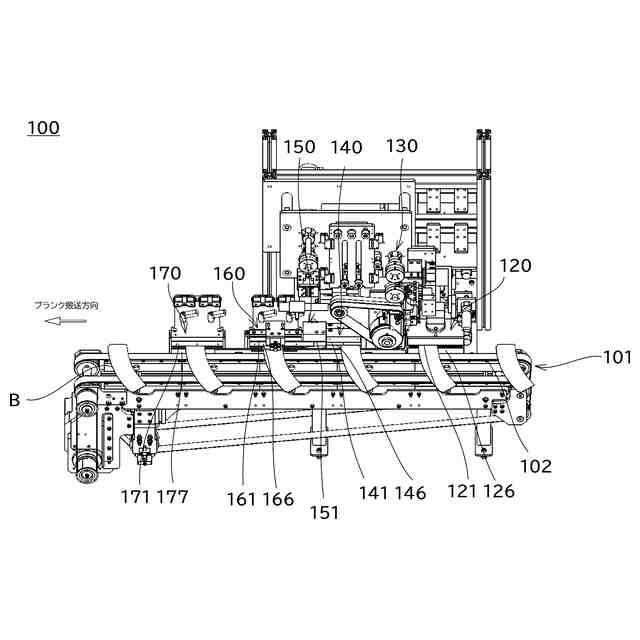
本発明は、紙コップ等の紙製容器を形成するためのブランクの端面を耐水性のテープで被覆するテープ貼り端面処理装置においてブランクに対して耐水性のテープを供給するためのテープ搬送装置およびテープ搬送方法に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
従来、紙コップ等の紙製容器の材料は、原紙のみでは耐水性やガスバリア性に劣ることから、原紙(紙製基材)の容器内面側となる表面に止水層として樹脂層が積層された紙積層体が用いられている。
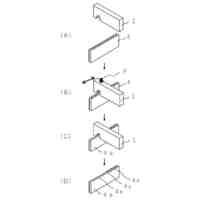
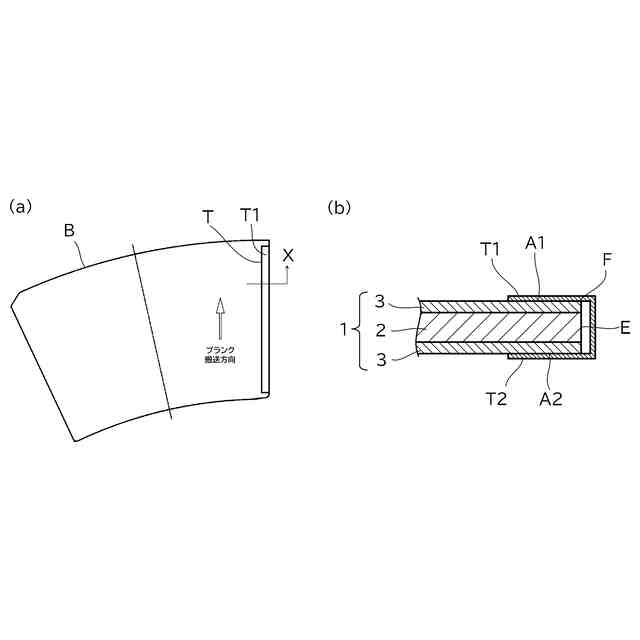
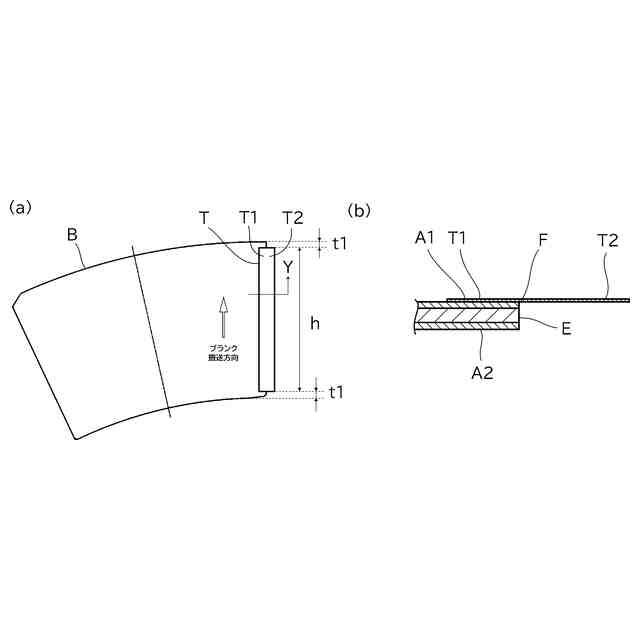
紙コップの逆円錐台筒形の胴部は、扇形状に打ち抜いたブランクを巻き、一方の側端部(接着部)を内面側にし、他方の側端部を外面側になるように重ね合わせて液密に接着することにより成形するが、内面側となるブランクの一方の側端部の端面に対して、原紙が露出せずに耐水性が確保されるように端部処理をすることが知られている。
端部処理としては、例えば、別途用意した短冊状の耐水性のテープをブランクの側端部に表裏面にわたって貼り付けて端面を被覆する端面処理(例えば特許文献1~3参照。)を挙げることができる。
【0003】
しかしながら、特許文献1~3に開示されるような、短冊状のテープをブランクの側端部に貼り付ける端面処理を行う場合、ブランクの側端部表面にテープを高速かつ高精度で貼り合わせることは難しく、テープのシワやめくれ等の貼り合わせ不良が発生してしまうことがある。
【先行技術文献】
【特許文献】
【0004】
特開昭57-063241号公報
特開平11-157526号公報
特許第5211849号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
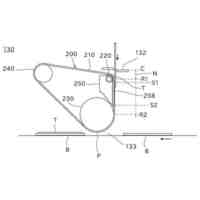
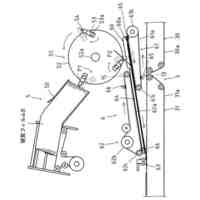
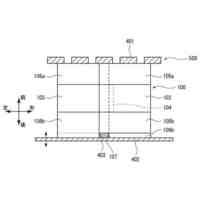
一方、短冊状のテープを高速かつ高精度に貼り合わせるためのテープ貼り合わせ機構として、図10に示されるような装置が考えられる。
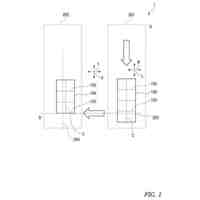
図10のテープ貼り合わせ機構530は、テープ原反(図示せず)から繰り出された未切断のテープを、テープカット位置Cにおいてテープ搬送方向と垂直なテープ幅方向に切断してテープ片Tを得るテープ切断ユニット532と、テープ切断ユニット532で得られたテープ片Tをテープカット位置CからブランクBに貼り合わせる貼り合わせ位置Pまでテープ搬送路に沿って搬送するテープ搬送装置600と、テープ片TをブランクBに貼り合わせる貼り合わせユニット533と、を有する。
テープ搬送装置600は、複数のベルト搬送ロールに張架されて循環駆動されるテープ搬送ベルト610と、このテープ搬送ベルト610の内周側に配置され、内部空間が負圧状態とされたバキュームボックス650とを有する。テープ片Tはテープ搬送ベルト610に対する粘着性等を有するものではないものの、テープ搬送ベルト610に吸着孔が形成されており、この吸着孔を介してバキュームボックス650の負圧が作用することによりテープ搬送ベルト610に吸着可能とされ、これによりテープ片Tをテープ搬送ベルト610に吸着しながら搬送することができる。そして、テープ片Tは、切断時、すなわちテープ片Tの上端がテープカット位置Cに位置している時に、少なくともこのテープ片Tの下端部がテープ搬送ベルト610に吸着して保持されることにより、テープ搬送ベルト610から剥離したり位置ズレしたりせずに搬送することができる。
【0006】
しかしながら、このようなテープ搬送装置600においては、テープ片Tの搬送方向長さが短いものになると、テープ搬送ベルト610に確実に吸着保持することができない場合が生じるおそれがある。
具体的には、テープ切断ユニット532がテープ搬送路におけるテープを垂直下向きに搬送する区間において当該テープを切断するよう配置され、テープ搬送ベルト610もテープ搬送路において垂直方向に沿ってテープ片Tを搬送するよう配置されていると、テープ片Tの搬送方向長さが短い場合にテープ片Tの上端がテープ原反から切り離され、かつ、テープ片Tの下端部もテープ搬送ベルト610に吸着保持されない状態とされることがあり、この場合、テープ片Tが自由落下等によりテープ搬送路外に逸脱してしまうことが懸念される。
これは、バキュームボックス650はテープ搬送ベルト610の内周側に配置されるため、テープカット位置Cからバキュームボックス650の負圧が作用するテープ吸着可能領域に至るまで(すなわちバキュームボックス650のスリット658の最上端に対応する位置まで)には、テープ搬送路には不可避的にベルト搬送ロール620が介在することによってテープ非吸着区間Nが存在するためである。例えベルト搬送ロール620をバキュームロールとして構成しても、ベルト搬送ロール620にはある程度の大きさの径が必要となるため、ベルト搬送ロール620のテープ搬送路に対向する頂点とバキュームボックス650との間にはやはりある程度の長さのテープ非吸着区間が形成されてしまう結果、テープ片Tをテープ搬送ベルト610に吸着させる前にテープ搬送路から逸脱して落下したり、落下はせずとも所期の保持位置に保持することができずに位置ズレした状態で搬送されたりするおそれがある。ベルト搬送ロール620の径をより大きなものとすれば曲率半径の関係から当該ベルト搬送ロール620とテープ搬送ベルト610との距離を近くすることができてベルト搬送ロール620のバキューム力から微小な吸着力を得ることができるかもしれないが、この場合、機械配置上テープカット位置Cをより遠方にせざるを得なくなるためやはり短いテープ片Tの搬送に対応することができなくなってしまう。
テープカット位置Cにて切断された直後のテープ片Tは、その上端部がテープカット位置Cの上部に設けられたロール(図示せず)のみによって把持され、その下端部はフリーの状態となってバタつきが生じる等、このような状態のテープ片Tを所期の姿勢でテープ搬送ベルト610上に吸着保持させるには、十分な吸着力が必要とされるが、上述のような構成のベルト搬送ロール620では十分な吸着力を望めないのが現状である。
このため、従来のテープ搬送装置600においては、例えば60mm以上という長さのテープ片Tの搬送にしか対応することができなかった。
【0007】
本発明は、上記課題を解決するものであって、その目的は、搬送方向長さが短いテープ片であっても、テープカット位置から貼り合わせ位置までの間を、確実にテープ搬送ベルトのテープ保持領域に吸着保持した状態で搬送することができるテープ搬送装置およびテープ搬送方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明のテープ搬送装置は、搬送経路に沿って搬送されるブランクの接着部にテープを貼り付けるために、前記ブランクの接着部に応じた長さに切断されたテープ片を前記ブランクの搬送速度と同期して供給するテープ搬送装置であって、
複数のベルト搬送ロールに張架されて循環駆動され、テープ保持領域に吸着孔を有するテープ搬送ベルトと、前記テープ搬送ベルトの内周側に配置され、内部空間が負圧状態とされたバキュームボックスとを有し、
前記テープ搬送ベルトは、テープ原反から繰り出された未切断のテープから、テープカット位置において切断されて得られたテープ片を、前記吸着孔を介して前記テープ保持領域における前記バキュームボックスの負圧が作用するテープ吸着可能領域に吸着して前記テープカット位置から前記ブランクに貼り合わせる貼り合わせ位置までテープ搬送路に沿って搬送可能に配置され、
前記バキュームボックスの前記テープカット位置に近接する一側壁が、前記複数のベルト搬送ロールのうち、前記テープカット位置に近接する第1のベルト搬送ロールによって構成され、
前記第1のベルト搬送ロールの外周面における、前記テープ搬送ベルトの前記吸着孔に対向する状態に、周方向に全周にわたって延びる溝が形成されていることを特徴とする。
【0009】
本発明のテープ搬送方法は、搬送経路に沿って搬送されるブランクの接着部にテープを貼り付けるために、テープ搬送装置を用いて前記ブランクの接着部に応じた長さに切断されたテープ片を前記ブランクの搬送速度と同期して供給するテープ搬送方法であって、
前記テープ搬送装置は、複数のベルト搬送ロールに張架されて循環駆動され、テープ保持領域に吸着孔を有するテープ搬送ベルトと、前記テープ搬送ベルトの内周側に配置され、内部空間が負圧状態とされたバキュームボックスとを有し、
前記テープ搬送装置の前記テープ搬送ベルトは、テープ原反から繰り出された未切断のテープから、テープカット位置において切断されて得られたテープ片を、前記吸着孔を介して前記テープ保持領域における前記バキュームボックスの負圧が作用するテープ吸着可能領域に吸着して前記テープカット位置から前記ブランクに貼り合わせる貼り合わせ位置までテープ搬送路に沿って搬送可能に配置され、
前記テープ搬送装置の前記バキュームボックスの前記テープカット位置に近接する一側壁が、前記複数のベルト搬送ロールのうち、前記テープカット位置に近接する第1のベルト搬送ロールによって構成され、
前記テープ搬送装置の前記第1のベルト搬送ロールは、外周面における前記テープ搬送ベルトの前記吸着孔に対向する状態に、周方向に全周にわたって延びる溝が形成されており、
前記テープカット位置で前記テープを切断したときに、得られた前記テープ片の少なくともテープ搬送方向の先頭部が前記テープ搬送ベルトにおける前記テープ吸着可能領域内に位置されることを特徴とする。
【発明の効果】
【0010】
本発明のテープ搬送装置によれば、バキュームボックスにおけるテープカット位置に近接する一側壁が、テープ搬送ベルトを張架する第1のベルト搬送ロールによって構成され、かつ、第1のベルト搬送ロールの外周面におけるテープ搬送ベルトの吸着孔に対向する状態に周方向に全周にわたって延びる溝が形成されていることにより、バキュームボックス内の所期の負圧状態が維持されながら、第1のベルト搬送ロールの溝がバキュームボックス内に連通することとなるためこの溝を通じてバキュームボックスの負圧を第1のベルト搬送ロールの溝と対向するテープ搬送ベルトの吸着孔を介してテープ保持領域に作用させることができるため、テープ保持領域におけるテープ吸着可能領域をテープカット位置に近接する方向に拡大することができるので、搬送方向長さが短いテープ片であっても、テープ原反からの切断時に得られたテープ片を確実にテープ搬送ベルトのテープ吸着可能領域に位置ズレなく吸着保持させて受け渡すことができ、その結果、テープカット位置から貼り合わせ位置まで、テープ搬送ベルトによって搬送することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東罐興業株式会社
シート状部材搬送装置
1か月前
東罐興業株式会社
容器集積装置及び容器集積方法
1か月前
東罐興業株式会社
テープ搬送装置およびテープ搬送方法
1か月前
東罐興業株式会社
燻煙剤用容器の紙蓋及び燻煙剤用容器
1か月前
東罐興業株式会社
燻煙剤用容器の紙蓋及び燻煙剤用容器
1か月前
東罐興業株式会社
スリーブ分離装置及びスリーブ分離方法
1か月前
東罐興業株式会社
集積支援システムに用いられる逆戻り抑制装置
1か月前
東罐興業株式会社
使用済み容器回収装置及び使用済み容器回収装置の使用方法
今日
東罐興業株式会社
テープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法
1か月前
東洋製罐グループホールディングス株式会社
ガスバリア性及び層間密着性を有する積層体
1か月前
個人
高剛性段ボール
9か月前
個人
紙製ダンボールの加工器具、成形方法
4か月前
株式会社メタルクリエイション
窓貼機
5か月前
エントラスト株式会社
袋体の製造方法
7か月前
株式会社メタルクリエイション
貼合機
1か月前
東罐興業株式会社
シート状部材搬送装置
1か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
3か月前
株式会社ユーシン
段ボール部材、
5か月前
サクラパックス株式会社
矯正装置
6か月前
株式会社ユウコス
シート加工装置
6か月前
三菱重工機械システム株式会社
処理装置
7か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
8か月前
東罐興業株式会社
テープ搬送装置およびテープ搬送方法
1か月前
TOPPANホールディングス株式会社
トレー製造装置
9か月前
株式会社アプリス
カップ容器及び製造方法
4か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
8か月前
TOPPANホールディングス株式会社
口栓溶着方法
10か月前
カモ井加工紙株式会社
付箋及び付箋の製造方法
1か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
5か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
3か月前
王子ホールディングス株式会社
加工装置及び加工方法
10か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
2か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
7か月前
王子ホールディングス株式会社
キッチンタオルロール
8か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
7か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ