TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149292
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049842
出願日
2024-03-26
発明の名称
塗膜除去方法
出願人
株式会社IHIインフラシステム
代理人
弁理士法人アテンダ国際特許事務所
主分類
B05D
3/12 20060101AFI20251001BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】粉塵や騒音の発生を大幅に抑制することができるとともに、無機ジンクリッチペイントからなる塗膜の剥離を短期間で行うことのできる塗膜除去方法を提供する。
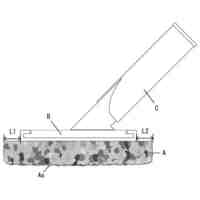
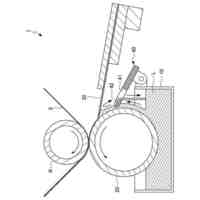
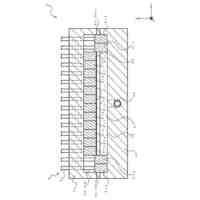
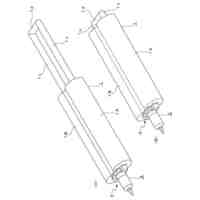
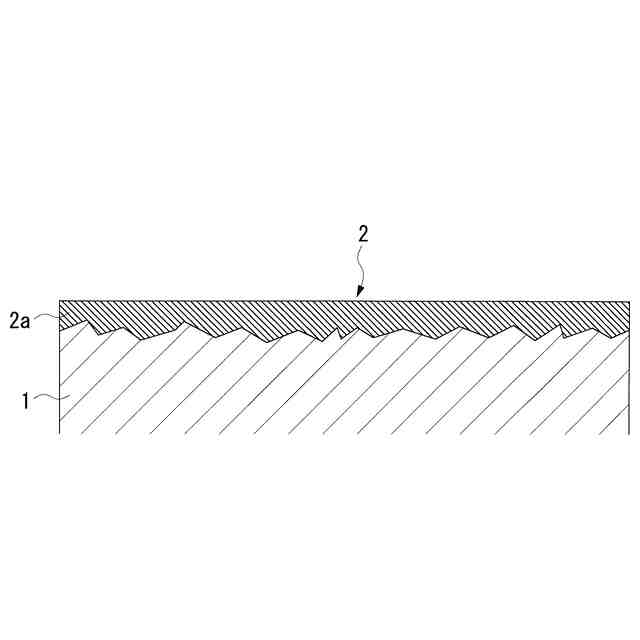
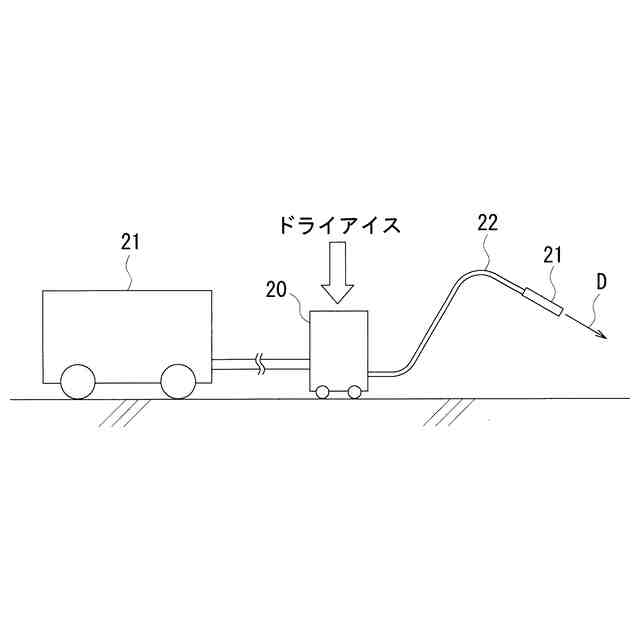
【解決手段】鋼材1を電磁誘導により加熱して防食下地層2a以外の塗膜2を除去する第1の除去工程と、第1の除去工程によって防食下地層2a以外を除去された塗膜2にドライアイスDの粉末を噴射することにより防食下地層2aを鋼材1から除去する第2の除去工程とを含むことから、塗膜2のうち無機系塗料からなる防食下地層2a以外の下塗り層2b、中塗り層2c及び上塗り層2dを第1の除去工程の電磁誘導加熱によって迅速に除去した後、防食下地層2aを第2の除去工程におけるドライアイスDの噴射によって完全に除去することができ、加熱では除去できない無機ジンクリッチペイントからなる防食下地層2aを含む塗膜2を迅速且つ完全に除去することができる。
【選択図】図5
特許請求の範囲
【請求項1】
無機ジンクリッチペイントからなる塗膜が形成された金属部材の表面から塗膜を除去する塗膜除去方法において、
前記塗膜にドライアイスの粉末を噴射することにより塗膜を金属部材から除去する
ことを特徴とする塗膜除去方法。
続きを表示(約 500 文字)
【請求項2】
最下層が無機ジンクリッチペイントからなる複数層の塗膜が形成された金属部材の表面から塗膜を除去する塗膜除去方法において、
前記金属部材を電磁誘導により加熱して前記最下層以外の塗膜を除去する第1の除去工程と、
第1の除去工程によって最下層以外を除去された塗膜にドライアイスの粉末を噴射することにより最下層の塗膜を金属部材から除去する第2の除去工程とを含む
ことを特徴とする塗膜除去方法。
【請求項3】
最下層が無機ジンクリッチペイントからなる複数層の塗膜が形成された金属部材の表面から塗膜を除去する塗膜除去方法において、
前記塗膜に剥離剤を塗布することにより前記最下層以外の塗膜を除去する第1の除去工程と、
第1の除去工程によって最下層以外を除去された塗膜にドライアイスの粉末を噴射することにより最下層の塗膜を金属部材から除去する第2の除去工程とを含む
ことを特徴とする塗膜除去方法。
【請求項4】
前記最下層以外の塗膜が樹脂系塗料からなる
ことを特徴とする請求項2または3記載の塗膜除去方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば橋梁、鉄塔、鉄骨建物等の鋼構造物に塗布されている塗料の塗膜を剥離するための塗膜除去方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、一般道や高速道路等の橋梁においては、橋桁を構成する鋼材の表面に、腐食防止及び色彩を付与するための塗装が施されているが、塗装には経時的な塗膜の劣化や汚れを生ずることから、定期的に塗装の塗替えが行われる。この場合、塗膜を鋼材の表面から剥離し、旧塗膜を鋼材から除去して新たな塗装を行うようにしている。
【0003】
塗膜を除去する方法としては、研削材を塗膜に衝突させることにより塗膜を研削する、いわゆるブラスト工法が一般的に知られている(例えば、特許文献1参照)。また、他の工法として、グラインダ等の電動工具を用いて塗膜を研削する工法(例えば、特許文献2参照)、塗膜に剥離剤を塗布することにより剥離剤の浸透で化学的に膨潤した塗膜をスクレーパー等で除去する工法(例えば、特許文献3参照)、電磁誘導により素地を加熱することにより塗膜を軟化させてスクレーパー等で剥離する工法(例えば、特許文献4参照)、塗膜に高出力のレーザー光を照射することにより塗膜を蒸散させて除去する工法(例えば、特許文献5参照)も知られている。
【先行技術文献】
【特許文献】
【0004】
実用新案登録第3169505号公報
特開2011-56333号公報
特許第3985966号公報
特許第5896849号公報
特開平11-28900号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記ブラスト工法は、素地に至るまで塗膜の除去が可能であり、素地表面にアンカーパターン(塗装の付着力を高める表面粗さ)を形成することができるとともに、施工を短時間で行うことができることから、塗膜除去の工法として広く用いられている。
【0006】
しかしながら、ブラスト工法では、施工時に粉塵や騒音が発生するため、現場周囲の環境負荷を考慮すると、市街地等では採用できない場合があるという問題点があった。更に、装置が大掛かりであるとともに、粉塵の飛散を防止するための専用の保護具の設置や、使用した研削材の回収及び処理が必要になるなど、現場での作業に多大な労力を要するという問題点もあった。
【0007】
また、電動工具を用いる工法は、大掛かりな装置を必要としない点で施工性は良好であるものの、ブラスト工法と同様、粉塵や騒音が発生するとともに、素地表面の凹凸も平坦に切削されてしまうため、アンカーパターンが残らないという問題点があった。
【0008】
一方、剥離剤を用いる工法、電磁誘導を用いる工法、レーザーを用いる工法は、いずれも粉塵や騒音の発生を大幅に抑制することができるので、環境負荷対策には有効である。
【0009】
しかしながら、剥離剤を用いる工法では、塗膜に浸透した成分により化学的に膨潤させた塗膜をスクレーパー等によって除去するようにしているが、錆止塗料として無機ジンクリッチペイントが塗膜の最下層(防食下地層)に用いられている場合は、無機ジンクリッチペイントは化学的に膨潤できないため、剥離剤では除去することができなかった。
【0010】
また、電磁誘導を用いる工法(IH工法)では、塗膜の下の素地を加熱することにより塗膜の樹脂成分を軟化させることにより、スクレーパーで塗膜を迅速に剥がし取ることができるので、施工時間を短縮することができるが、樹脂成分が極めて少ない無機ジンクリッチペイントは除去することができなかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
微細霧発生装置
24日前
ベック株式会社
被膜形成方法
19日前
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
19日前
ベック株式会社
被膜形成方法
19日前
ベック株式会社
被膜形成方法
19日前
ベック株式会社
被膜形成方法
19日前
有限会社 芦屋ドレス
湯噴霧器
1か月前
株式会社シラトミ
塗装方法
3日前
株式会社吉野工業所
キャップ
4か月前
ベック株式会社
装飾被膜の形成方法
3か月前
アイカ工業株式会社
塗料仕上げ工法
2か月前
スズカファイン株式会社
多色性塗膜
2か月前
能美防災株式会社
水噴霧ヘッド
1か月前
トヨタ自動車株式会社
塗工装置
3日前
プルガティオ株式会社
噴霧装置
5か月前
トヨタ自動車株式会社
塗布装置
2か月前
株式会社カネカ
塗布装置
2か月前
個人
スプレー缶高所対応携帯ホルダー
2か月前
日本ライナー株式会社
塗装装置
2か月前
プルガティオ株式会社
噴霧装置
5か月前
プルガティオ株式会社
噴霧装置
5か月前
ヒット工業株式会社
マスキング具
3か月前
株式会社吉野工業所
ポンプ式吐出器
4か月前
中外炉工業株式会社
塗工装置
4か月前
東レエンジニアリング株式会社
スリットダイ
1か月前
ブラザー工業株式会社
塗工装置
1か月前
ブラザー工業株式会社
塗工装置
1か月前
ブラザー工業株式会社
塗工装置
1か月前
東レエンジニアリング株式会社
粉体吐出装置
1か月前
旭サナック株式会社
粉体塗装装置
2か月前
株式会社吉野工業所
吐出器
5か月前
株式会社吉野工業所
吐出器
4か月前
トリニティ工業株式会社
回転霧化式塗装機
1か月前
三菱鉛筆株式会社
多液混合型塗布具
4か月前
個人
散水形態を変更可能な吐水装置
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ