TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145766
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046143
出願日
2024-03-22
発明の名称
切断装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B26D
7/18 20060101AFI20250926BHJP(切断手工具;切断;切断機)
要約
【課題】ワークを切断することで発生する粉塵を速やかに除去できる技術を提供する。
【解決手段】ワークを切断する切断装置は、下刃を有し、ワークが載置されるダイと、上刃を有し、ワークがダイ上に載置された状態において、ワークを挟んでダイとは反対側からワークを押圧することで、上刃と下刃との剪断作用によってワークを切断するポンチと、を備え、ポンチは、さらに、ワークと下刃との少なくとも一方に向けてエアを噴射させるエア噴射口を有し、ダイは、さらに、ワークを切断することで発生する粉塵を吸引する吸引口を有する。
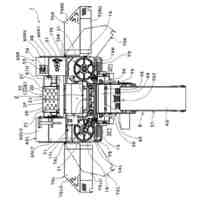
【選択図】図1
特許請求の範囲
【請求項1】
ワークを切断する切断装置であって、
下刃を有し、前記ワークが載置されるダイと、
上刃を有し、前記ワークが前記ダイ上に載置された状態において、前記ワークを挟んで前記ダイとは反対側から前記ワークを押圧することで、前記上刃と前記下刃との剪断作用によって前記ワークを切断するポンチと、を備え、
前記ポンチは、さらに、
前記ワークと前記下刃との少なくとも一方に向けてエアを噴射させるエア噴射口を有し、
前記ダイは、さらに、
前記ワークを切断することで発生する粉塵を吸引する吸引口を有する、切断装置。
続きを表示(約 510 文字)
【請求項2】
請求項1に記載の切断装置であって、
前記エア噴射口は、前記ポンチの側面のうちで、前記ワークを切断する切断過程において前記下刃と対向するポンチ側対向面に設けられており、
前記吸引口は、前記ダイの側面のうちで、前記切断過程において前記上刃と対向するダイ側対向面に設けられている、切断装置。
【請求項3】
請求項1に記載の切断装置であって、さらに、
前記ダイの側面のうちで、前記ワークを切断する切断過程において前記上刃と対向するダイ側対向面に設けられ、前記切断過程において、前記上刃と接触可能な刷毛を備える、切断装置。
【請求項4】
請求項3に記載の切断装置であって、
前記刷毛は、前記上刃が前記ワークを押圧するときの押圧方向において、前記吸引口と前記ポンチの下死点との間に配置されている、切断装置。
【請求項5】
請求項1に記載の切断装置であって、
前記エア噴射口が前記エアを噴射するときの噴射方向と、前記上刃が前記ワークを押圧するときの押圧方向に直交する直交方向と、が成す角度は、10度以上30度以下である、切断装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切断装置に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
従来、上金型のポンチと下金型のダイがかみ合った状態で、ダイ上に載置された被切断物を加工する切断金型が知られている(特許文献1)。この技術では、ポンチの側面よりポンチの刃先下部面まで至るように、ポンチの下部に空気が流入する溝が設けられており、切断時には、ポンチが下死点まで降下した状態で、ダイの下部より集塵を行っている。これにより、ポンチの下部に設けられた溝より流入エアをダイまで流れ込ませ、切断くずが強制的に下方へ吸収される力を強めることで、切断時にポンチおよびダイ付近に発生する真空状態を解消して、切断くずのはい上がりを防止している。
【先行技術文献】
【特許文献】
【0003】
特開平10-328754号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術では、ワークを切断することで発生する粉塵がダイの下方に位置する集塵位置に移動するまで、粉塵を吸引することができない。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第1形態によれば、切断装置が提供される。ワークを切断する切断装置は、下刃を有し、前記ワークが載置されるダイと、上刃を有し、前記ワークが前記ダイ上に載置された状態において、前記ワークを挟んで前記ダイとは反対側から前記ワークを押圧することで、前記上刃と前記下刃との剪断作用によって前記ワークを切断するポンチと、を備え、前記ポンチは、さらに、前記ワークと前記下刃との少なくとも一方に向けてエアを噴射させるエア噴射口を有し、前記ダイは、さらに、前記ワークを切断することで発生する粉塵を吸引する吸引口を有する。この形態によれば、切断装置は、切断過程において、ポンチに設けられたエア噴射口からワークと下刃との少なくとも一方に向けてエアを噴射させることができる。これにより、切断装置は、切断過程において、ワークの切断面に付着した粉塵を切断面から離脱させたり、ワークの切断領域に浮遊する粉塵を吸引口側に移動させたりすることができる。さらに、切断装置は、切断過程において、ダイに設けられた吸引口から粉塵を吸引することができる。これにより、切断装置は、切断過程において、粉塵をダイの下方側まで移動させずとも、切断領域において粉塵を吸引して回収することができる。以上より、切断装置は、ワークを切断することで発生する粉塵を速やかに除去することができる。
(2)上記形態であって、前記エア噴射口は、前記ポンチの側面のうちで、前記ワークを切断する切断過程において前記下刃と対向するポンチ側対向面に設けられており、前記吸引口は、前記ダイの側面のうちで、前記切断過程において前記上刃と対向するダイ側対向面に設けられていてもよい。この形態によれば、ポンチ側対向面にエア噴射口を設けることができる。このようにすると、切断装置は、切断過程において、ワークの切断面に付着した粉塵を切断面からより確実に離脱させたり、ワークの切断領域に浮遊する粉塵を吸引口側により確実に移動させたりすることができる。また、この形態によれば、ダイ側対向面に吸引口を設けることができる。このようにすると、切断装置は、切断過程において、より確実に粉塵を吸引して回収することができる。以上より、切断装置は、ワークを切断することで発生する粉塵をより確実に除去することができる。
(3)上記形態であって、さらに、前記ダイの側面のうちで、前記ワークを切断する切断過程において前記上刃と対向するダイ側対向面に設けられ、前記切断過程において、前記上刃と接触可能な刷毛を備えてもよい。この形態によれば、切断装置は、刷毛を上刃に接触させて、上刃に付着した粉塵を振り払うことで、上刃に付着した粉塵をより確実に除去することができる。
(4)上記形態であって、前記刷毛は、前記上刃が前記ワークを押圧するときの押圧方向において、前記吸引口と前記ポンチの下死点との間に配置されていてもよい。この形態によれば、切断装置は、上刃から振り払った粉塵を吸引口からより確実に吸引させやすくできる。そのため、切断装置は、上刃に付着した粉塵をより一層確実に除去することができる。
(5)上記形態であって、前記エア噴射口が前記エアを噴射するときの噴射方向と、前記上刃が前記ワークを押圧するときの押圧方向に直交する直交方向と、が成す角度は、10度以上30度以下であってもよい。この形態によれば、切断装置は、粉塵を吸引口側により確実に移動させることができる。これにより、切断装置は、粉塵を吸引口から吸引させやすくできるため、粉塵より一層確実に除去することができる。また、エア噴射口の形成によってポンチの強度が低下することで、ポンチが変形したり破損したりする可能性を低減することができる。
本開示は、上記の切断装置以外の種々の形態で実現することが可能である。例えば、ワークの切断方法、切断装置の製造方法、切断装置の制御方法、その制御方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
【図面の簡単な説明】
【0007】
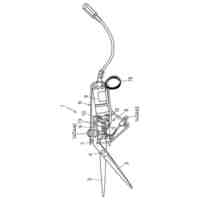
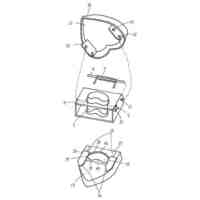
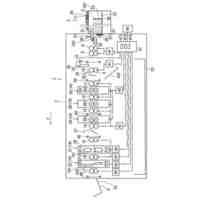
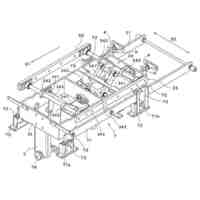
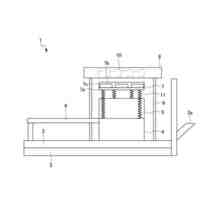
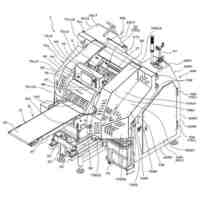
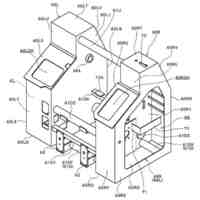
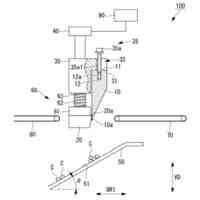
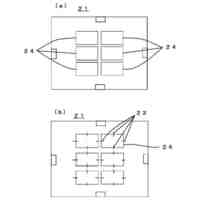
切断装置の構成を示す模式図。
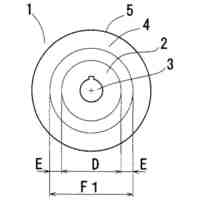
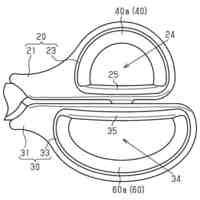
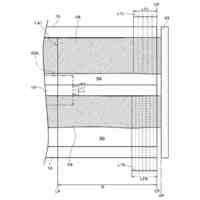
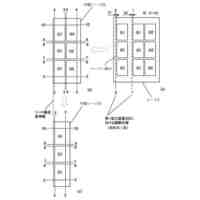
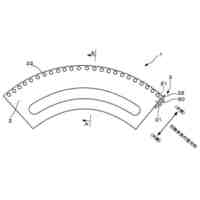
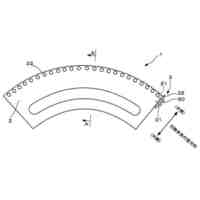
本実施形態におけるワークの詳細を示す図。
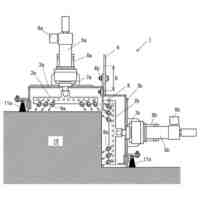
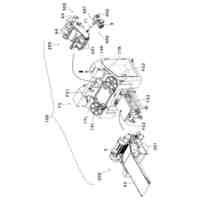
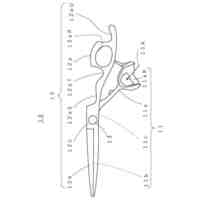
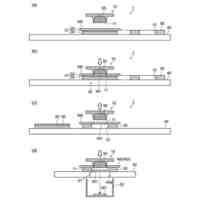
切断装置を用いたワークの切断方法を説明するための図。
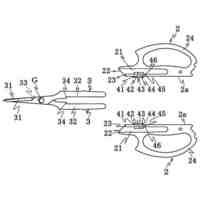
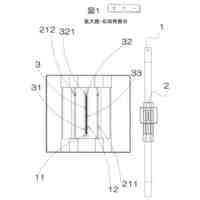
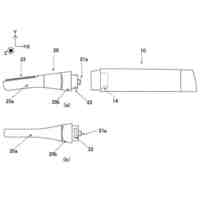
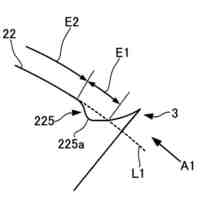
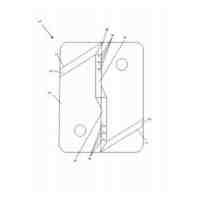
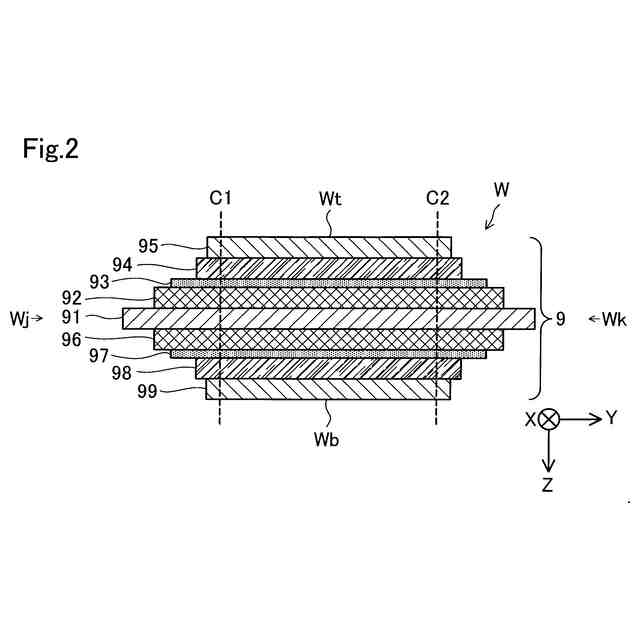
エア噴射口および吸引口の詳細構成と粉塵の除去方法とを説明するための図。
エアの噴射効果を示す図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
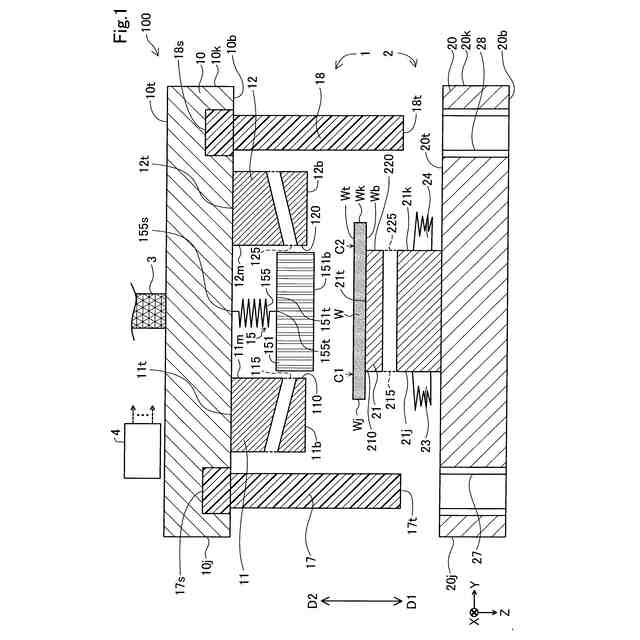
図1は、切断装置100の構成を示す模式図である。切断装置100は、剪断作用を利用してワークWを切断する装置である。本実施形態では、切断装置100の使用状態において、X方向およびY方向が水平面に沿った方向であり、Z方向が重力方向に沿った方向である。切断装置100の使用状態とは、切断装置100が水平面に設置され、ワークWが水平面と平行に配置された状態を指す。X方向とY方向とZ方向とは、互いに直交する。以下においては、重力方向を+Z方向とし、反重力方向を-Z方向とする。切断装置100の前面側から後面側に向かう方向を+X方向とし、後面側から前面側に向かう方向を-X方向とする。また、切断装置100を前面側から見たときに、左側から右側に向かう方向を+Y方向とし、右側から左側に向かう方向を-Y方向とする。よって、切断装置100の高さ方向は、重力方向に沿ったZ方向と一致する。切断装置100の奥行方向は、水平方向に沿って切断装置100の前後方向に延びるX方向と一致する。切断装置100の幅方向は、水平方向に沿って切断装置100の左右方向に延びるY方向と一致する。また、ワークWの厚さ方向は、重力方向に沿ったZ方向と一致する。ワークWの形状が長方形状である場合に、ワークWの奥行方向は、水平方向に沿ったX方向と一致する。ワークWの幅方向は、水平方向に沿ってX方向と直交するY方向と一致する。これ以降に示す図および説明についても同様とする。
【0009】
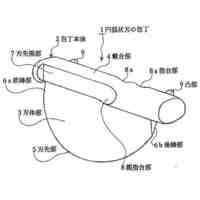
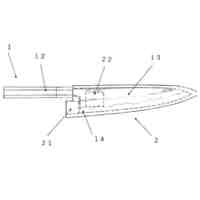
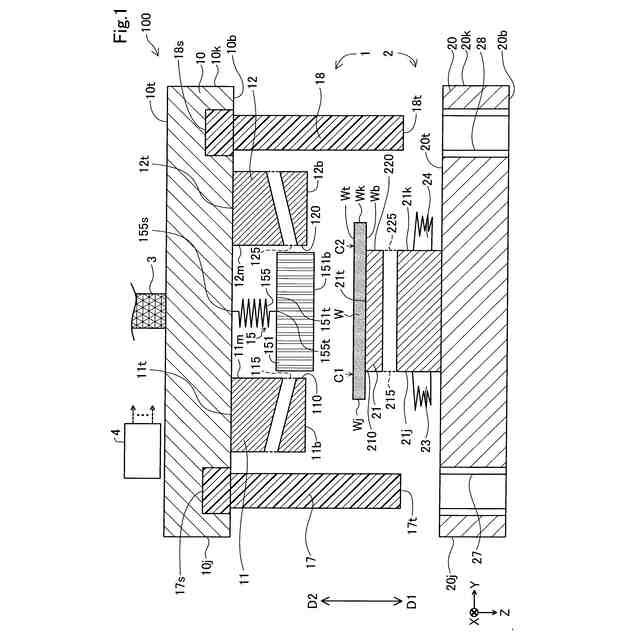
図2は、本実施形態におけるワークWの詳細を示す図である。本実施形態のワークWは、全固体電池を構成する電極体9である。電極体9は、1つの負極箔91と、2つの負極固体電解質層92,96と、2つのセパレータ固体電解質層93,97と、2つの正極固体電解質層94,98と、2つの正極箔95,99と、を備える。電極体9は、これらの層91~99が積層された長方形状の積層体である。電極体9において、負極箔91は、積層体の積層方向における中央に配置されている。切断装置100の使用状態において、電極体9の積層方向は、ワークWの厚さ方向に相当し、重力方向に沿ったZ方向と一致する。第1負極固体電解質層92と、第1セパレータ固体電解質層93と、第1正極固体電解質層94と、第1正極箔95とは、電極体9の積層方向における一方側において、負極箔91に対して、この順に積層されている。第2負極固体電解質層96と、第2セパレータ固体電解質層97と、第2正極固体電解質層98と、第2正極箔99とは、電極体9の積層方向における他方側において、負極箔91に対して、この順に積層されている。
【0010】
塗工および積層によって製造された電極体9の端部Wj,Wkには、塗工時に塗布ムラが生じたり、積層時に各層91~99にズレが生じたりしている場合がある。そこで、本実施形態では、切断装置100は、電極体9の幅方向における一端Wj側に位置する第1切断位置C1と、電極体9の幅方向における他端Wk側に位置する第2切断位置C2と、を積層方向に沿って切断する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
曲線カッター
1か月前
個人
ハサミ
4か月前
個人
円弧状刃の包丁
7か月前
個人
理美容はさみ
3か月前
株式会社サボテン
鋏
6か月前
個人
2wayコーナーパンチ
8か月前
株式会社和田機械
栗切り機の刃物
2か月前
株式会社フタミ
表面処理装置
6か月前
個人
自動曲機とそれに使用する刃物
23日前
個人
自動曲機とそれに使用する刃物
1か月前
やおき工業株式会社
鋏
4か月前
個人
梳き鋏及び梳き鋏使用方法
20日前
デュプロ精工株式会社
加工装置
3か月前
株式会社日本キャリア工業
食料切断装置
4か月前
株式会社日本キャリア工業
食料切断装置
4か月前
船井電機株式会社
電動器具
3か月前
株式会社日本キャリア工業
食料切断装置
4か月前
株式会社日本キャリア工業
食料切断装置
4か月前
独立行政法人 国立印刷局
打ち抜き装置
2か月前
株式会社日本キャリア工業
食料切断装置
4か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
9か月前
デュプロ精工株式会社
用紙積載装置
8か月前
鈴茂器工株式会社
棒状食材切断装置
8か月前
THESTANDBYME合同会社
鋏
4か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
本田技研工業株式会社
切断装置
1か月前
近畿刃物工業株式会社
切断加工用刃物
4か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
株式会社ホリゾン
断裁装置
7か月前
小峯セロファン株式会社
シート材加工装置
9か月前
株式会社DIC
ヘアカット用レザー
8か月前
株式会社 ベアック
切断装置
1か月前
株式会社シーダース
プラスチック製ナイフ
9か月前
株式会社カネシゲ刃物
抜け止め防止付き刃物の鞘
7か月前
有限会社 武藤設計
板状ワークの切断装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ