TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143835
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043287
出願日
2024-03-19
発明の名称
難燃性熱可塑性樹脂組成物ペレットの製造方法
出願人
グローバルポリアセタール株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
C08J
3/22 20060101AFI20250925BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】難燃性に優れ、ブツのない高品質な熱可塑性樹脂組成物ペレットを安定して生産する。
【解決手段】ポリフェニレンエーテル樹脂(A)100質量部に対し、不飽和酸カルボン酸またはその無水物(B)0.5~3質量部、リン系難燃剤(C)20~60質量部、ホウ酸亜鉛(D)30~100質量部を二軸押出機で溶融混練してマスターバッチ(F)を製造する工程(工程1)、工程1で得られたマスターバッチ(F)とポリアミド樹脂(G)を、(F)と(G)の合計100質量%基準で、マスターバッチ(F)70~30質量%、ポリアミド樹脂(G)30~70質量%を溶融混練しペレット化する工程(工程2)からなり、
工程1での樹脂温度が320℃以下、工程2での樹脂温度は320℃以下であり、
工程1における最下流の混練部でのシリンダー設定温度は250℃以下、工程2における最下流の混練部でのシリンダー設定温度が250℃以下であることを特徴とする難燃性熱可塑性樹脂組成物ペレットの製造方法。
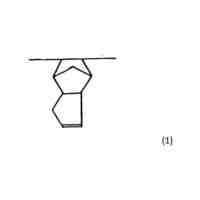
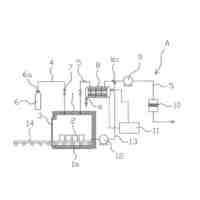
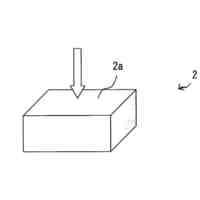
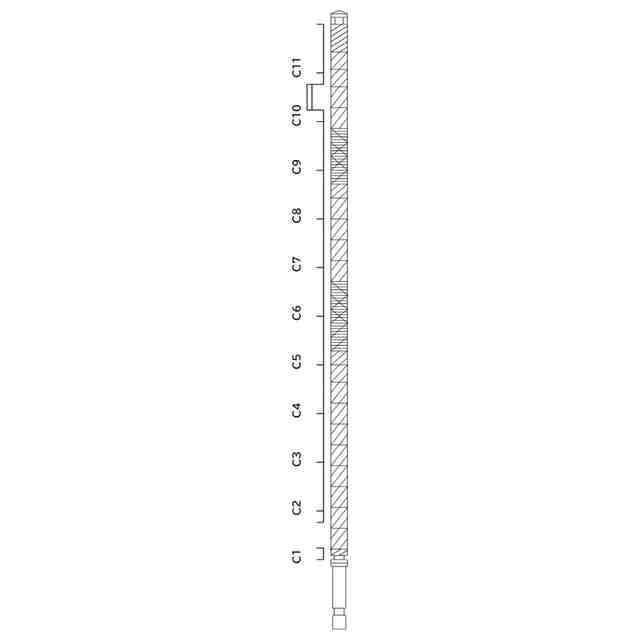
【選択図】図1
特許請求の範囲
【請求項1】
ポリフェニレンエーテル樹脂(A)100質量部に対し、不飽和酸カルボン酸またはその無水物(B)0.5~3質量部、リン系難燃剤(C)20~60質量部、ホウ酸亜鉛(D)30~100質量部を二軸押出機で溶融混練してマスターバッチ(F)を製造する工程(工程1)、工程1で得られたマスターバッチ(F)とポリアミド樹脂(G)を、(F)と(G)の合計100質量%基準で、マスターバッチ(F)70~30質量%、ポリアミド樹脂(G)30~70質量%を溶融混練しペレット化する工程(工程2)からなり、
工程1での樹脂温度が320℃以下、工程2での樹脂温度は320℃以下であり、
工程1における最下流の混練部でのシリンダー設定温度は250℃以下、工程2における最下流の混練部でのシリンダー設定温度が250℃以下であることを特徴とする難燃性熱可塑性樹脂組成物ペレットの製造方法。
続きを表示(約 270 文字)
【請求項2】
前記二軸押出機が完全かみ合い型同方向回転二軸押出機であり、混練部の総長さが5D~12D(Dはシリンダー径)である請求項1に記載の製造方法。
【請求項3】
リン系難燃剤(C)がホスファゼン化合物である請求項1または2に記載の製造方法。
【請求項4】
ホウ酸亜鉛(D)の粒子径が、光散乱湿式法によるメディアン径(D50)で、0.1~10μmである請求項1または2に記載の製造方法。
【請求項5】
請求項1~4に記載の製造方法で得られた難燃性熱可塑性樹脂組成物ペレット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、難燃性熱可塑性樹脂組成物ペレットの製造方法に関し、詳しくは、ポリフェニレンエーテル樹脂とポリアミド樹脂と難燃剤を配合した難燃性熱可塑性樹脂組成物を、ポリフェニレンエーテル樹脂の劣化物や原料由来の異物等のブツの発生がない、良好なペレットとして、製造する方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ポリフェニレンエーテル樹脂は機械的性質、電気的性質及び耐熱性が優れており、しかも寸法安定性に優れるため幅広い用途で使用されているが、単独では成形加工性に劣っており、これを改良するためにポリアミド樹脂を配合することが行われ、車両用部品、機械部品、電気電子機器部品等に広く利用されている。
しかし、ポリフェニレンエーテル樹脂とポリアミド樹脂は相溶性が悪いため、両者を単にブレンドした樹脂組成物は機械的特性が悪いという問題がある。このため、ポリフェニレンエーテル樹脂を酸無水物等で変性した変性ポリフェニレンエーテル樹脂を使用することも提案されている。
【0003】
そして、近年は、上記した製品は高度の難燃化が要求される。
特許文献1には、未変性ポリフェニレンエーテル樹脂の粉末品に、不飽和脂肪族カルボン酸の酸無水物と、ホスファゼン化合物を溶融混練して樹脂組成物を得、次いで、この樹脂組成物とポリアミド樹脂とを溶融混練することにより、押出機のダイス周辺でのホスファゼン化合物の発泡問題を回避した難燃性樹脂組成物の製造方法が提案されている。
【0004】
特許文献1の方法は、ホスファゼン化合物の発泡問題の回避には有効ではある。
しかし、押出機を用いて溶融混練して樹脂組成物とする際、高温条件下でポリフェニレンエーテル樹脂は高分子鎖の転移反応が起こり、架橋反応が生じ、それにより、焼け異物(ブツともいう。)が発生し易く、特に酸素雰囲気中ではこの反応が進行し易く、焼け異物(ブツ)発生が顕著となる。これが樹脂組成物中に異物(ブツともいう。)として存在し、成形品の外観を著しく損なったり、靭性等の機械的特性の低下の原因となる。
【先行技術文献】
【特許文献】
【0005】
特開2004-217756号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記したブツの発生は、通常の生産条件では、樹脂1トンあたり数グラム程度というような僅かな量ではあるが、このような微量であっても、近年、これに対する要求スペックは益々高度化しており、また特にフィルムやシート等の製品では致命的となる。また押出機で製造する場合、押出機のスクリューの下流にはスクリーンメッシュを入れることがよく行われるが、異物や凝集ブツにより、短時間でスクリーンメッシュが閉塞し、樹脂圧が上昇してベントアップを引き起こし、生産性を大きく損なうことにもなる。
本発明の課題(目的)は、上記した問題を解決し、ブツの発生を極めて高度なレベルで抑制した難燃性のポリフェニレンエーテル樹脂/ポリアミド樹脂アロイ(ペレット)を、生産性よく、安定した連続生産を可能とする製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するため検討を重ねた結果、ポリフェニレンエーテル樹脂のガラス転移温度は210℃程度と高く、溶融するためにはそれ以上の高温が必要であるが、その高温環境により焼け、ブツの発生が促進するので、押出機の溶融混練時の樹脂温度を320℃以下にすること、且つ混練部でのシリンダー設定温度は250℃以下とすることが重要であること、そして、ポリフェニレンエーテル樹脂に、不飽和酸カルボン酸またはその無水物、リン系難燃剤、ホウ酸亜鉛をそれぞれ特定の量で配合し、二軸押出機にて溶融混練してマスターバッチを製造し、この得られたマスターバッチとポリアミド樹脂を溶融混練しペレット化することにより、上記課題が解決することを見出し、本発明に到達した。
本発明は、以下の難燃性熱可塑性樹脂組成物ペレットの製造方法およびペレットに関する。
【0008】
1.ポリフェニレンエーテル樹脂(A)100質量部に対し、不飽和酸カルボン酸またはその無水物(B)0.5~3質量部、リン系難燃剤(C)20~60質量部、ホウ酸亜鉛(D)30~100質量部を二軸押出機で溶融混練してマスターバッチ(F)を製造する工程(工程1)、工程1で得られたマスターバッチ(F)とポリアミド樹脂(G)を、(F)と(G)の合計100質量%基準で、マスターバッチ(F)70~30質量%、ポリアミド樹脂(G)30~70質量%を溶融混練しペレット化する工程(工程2)からなり、
工程1での樹脂温度が320℃以下、工程2での樹脂温度は320℃以下であり、
工程1における最下流の混練部でのシリンダー設定温度は250℃以下、工程2における最下流の混練部でのシリンダー設定温度が250℃以下であることを特徴とする難燃性熱可塑性樹脂組成物ペレットの製造方法。
2.前記二軸押出機が完全かみ合い型同方向回転二軸押出機であり、混練部の総長さが5D~12D(Dはシリンダー径)である上記1に記載の製造方法。
3.リン系難燃剤(C)がホスファゼン化合物である上記1または2に記載の製造方法。
4.ホウ酸亜鉛(D)の粒子径が、光散乱湿式法によるメディアン径(D50)で、0.1~10μmである上記1または2に記載の製造方法。
5.上記1~4に記載の製造方法で得られた難燃性熱可塑性樹脂組成物ペレット。
【発明の効果】
【0009】
本発明の製造方法によれば、ブツが極めて少ない、高度の難燃性を有する熱可塑性樹脂組成物ペレットを製造でき、生産性よく安定した連続生産が可能となる。そして得られたペレットから、極めて小さい成形品であっても、ブツが殆どない難燃性に優れた成形品とすることができ、また、シートやフィルム等にも賦形でき、ブツの極めて少ないシートやフィルムを成形することも可能となる。そして、ブツ発生が極めて少ないことから、製造時のベントアップが起こりにくく、また、成形時のノズル閉塞が少なく、連続的に安定して成形品を製造することができる。
【図面の簡単な説明】
【0010】
実施例又は比較例で使用した押出機のスクリュー構成の概念図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東ソー株式会社
ゴム組成物
4か月前
ユニチカ株式会社
透明シート
6日前
ユニチカ株式会社
透明シート
1か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社コバヤシ
成形体
3日前
ユニチカ株式会社
ビスマレイミド
4か月前
東レ株式会社
熱硬化性樹脂組成物
1か月前
丸住製紙株式会社
変性パルプ
6日前
住友精化株式会社
吸水剤の製造方法
16日前
東レ株式会社
ポリエステルフィルム
10日前
東レ株式会社
ポリエステルフィルム
3か月前
東レ株式会社
引抜成形品の製造方法
1か月前
東ソー株式会社
樹脂組成物および蓋材
24日前
愛知電機株式会社
加熱処理設備
3か月前
花王株式会社
樹脂組成物
2か月前
横浜ゴム株式会社
重荷重タイヤ
2日前
東ソー株式会社
樹脂組成物および蓋材
24日前
東レ株式会社
ポリオレフィン微多孔膜
2か月前
東レ株式会社
ポリプロピレンフィルム
2日前
株式会社コバヤシ
光硬化性組成物
2か月前
アイカ工業株式会社
光硬化性樹脂組成物
2日前
アイカ工業株式会社
光硬化性樹脂組成物
4か月前
UBE株式会社
衝撃吸収材
6日前
日本特殊陶業株式会社
樹脂成形体
16日前
株式会社スリーボンド
硬化性樹脂組成物
2日前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
硬化性組成物
16日前
富士フイルム株式会社
組成物
3か月前
住友化学株式会社
樹脂組成物
2日前
株式会社大阪ソーダ
熱可塑性材料用組成物
2か月前
デンカ株式会社
磁性ビーズの製造方法
2日前
東ソー株式会社
温度応答性ビーズの製造方法
18日前
アキレス株式会社
燻蒸用生分解性樹脂シート
2か月前
東レ株式会社
ポリエステル組成物の製造方法
9日前
株式会社クラレ
水性エマルジョン及び接着剤
3か月前
ハイモ株式会社
油中水型エマルジョン重合体
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ