TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139549
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2025012727
出願日
2025-01-29
発明の名称
不織布の製造装置および不織布の製造方法
出願人
東レ株式会社
代理人
主分類
D04H
3/16 20060101AFI20250918BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】メルトブロー法などの延伸後に空気中に拡散した短繊維を堆積捕集する方法において、幅方向における不織布の目付の均一性を向上させた不織布の製造装置を提供する。
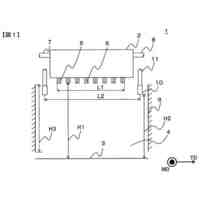
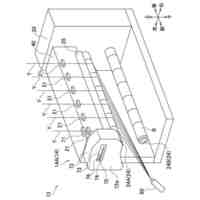
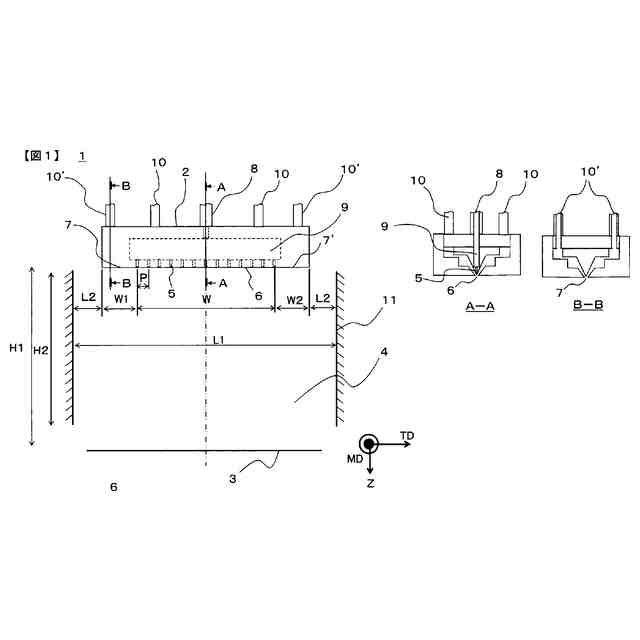
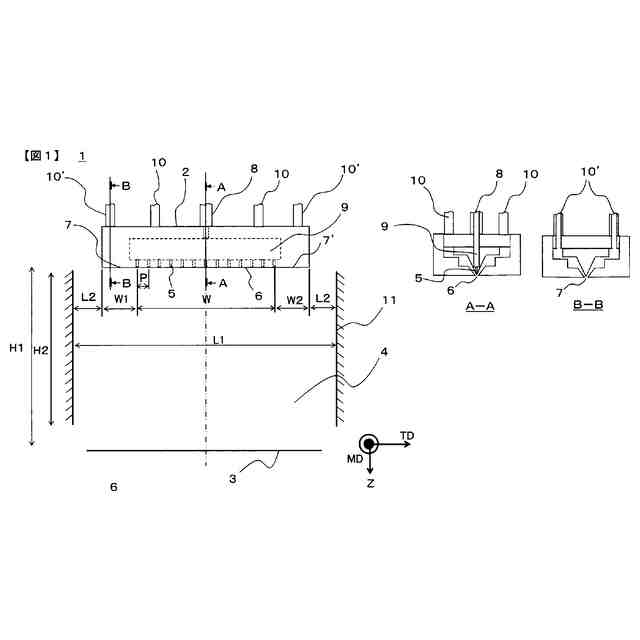
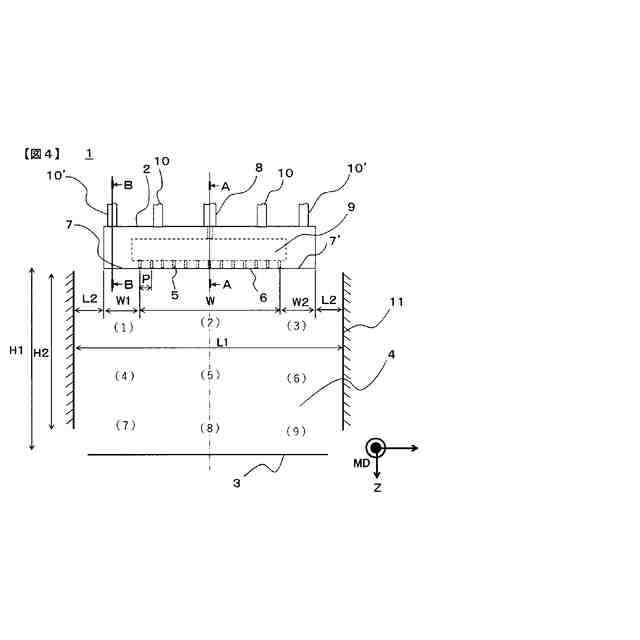
【解決手段】製造装置は、繊維化されたポリマーを吐出する口金と繊維化されたポリマーの捕集部を備え、口金は、口金幅方向に一列に並んだ複数のポリマー吐出孔と、吐出されたポリマーに当たりポリマーを延伸し繊維化するためのエアーを吐出する第1のエアー吐出部と、一列に並んだポリマー吐出孔の両端から口金幅方向に延びるポリマーが吐出されない領域であって、各領域から仮想的にポリマーが吐出されているとして、吐出されたポリマーに当たってポリマーを延伸するようにエアーを吐出する一対の第2のエアー吐出部と、を有し、第2のエアー吐出部のそれぞれの口金幅方向の長さをW1、W2、一列に並んだポリマー吐出孔のピッチをPとして、W1≧10×P、W2≧10×Pを満たす。
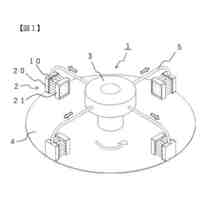
【選択図】図1
特許請求の範囲
【請求項1】
繊維化されたポリマーを吐出する口金と前記繊維化されたポリマーを捕集する捕集部を備えた不織布の製造装置であって、
前記口金は、
口金幅方向に一列に並んだ複数のポリマー吐出孔と、
前記ポリマー吐出孔から吐出されたポリマーに当たって当該ポリマーを延伸して繊維化するためのエアーを吐出する第1のエアー吐出部と、
前記一列に並んだポリマー吐出孔の両端から口金幅方向に延びるポリマーが吐出されない領域であって、当該領域のそれぞれから仮想的にポリマーが吐出されているとして、当該仮想的に吐出されたポリマーに当たって当該仮想的なポリマーを延伸するようにエアーを吐出する一対の第2のエアー吐出部と、を有し、
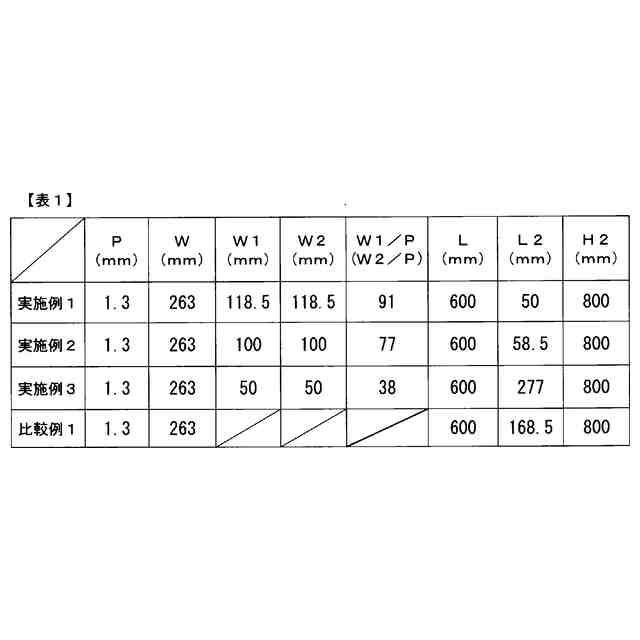
前記第2のエアー吐出部のそれぞれの口金幅方向の長さをW1、W2、前記一列に並んだポリマー吐出孔のピッチをPとして、W1≧10×P、W2≧10×Pを満たす、
不織布の製造装置。
続きを表示(約 590 文字)
【請求項2】
第1のエアー吐出部の長さをWとして、W1≦0.5W、W2≦0.5Wを満たす、請求項1の不織布の製造装置。
【請求項3】
前記口金から前記捕集部までのポリマーの走行路の周囲を囲う仕切り壁を備えた、請求項1の不織布の製造装置。
【請求項4】
口金幅方向で対向する2つの前記仕切り壁の距離をL1、前記第2のエアーの吐出部の端から前記仕切り壁までの口金幅方向の距離をL2として、L2/L1≧0.05を満たす、請求項3の不織布の製造装置。
【請求項5】
ポリマー吐出方向から見て、前記第1のエアー吐出部と前記第2のエアー吐出部は同一直線上にあり、かつ、ポリマー吐出方向および口金幅方向に垂直な方向から見て、前記第1のエアー吐出部と前記第2のエアー吐出部は同一直線上にある、請求項1の不織布の製造装置。
【請求項6】
前記口金が、前記第1のエアー吐出部を有する部材、一方の前記第2のエアー吐出部を有する部材、および他方の前記第2のエアー吐出部を有する部材に分割できる、請求項1の不織布の製造装置。
【請求項7】
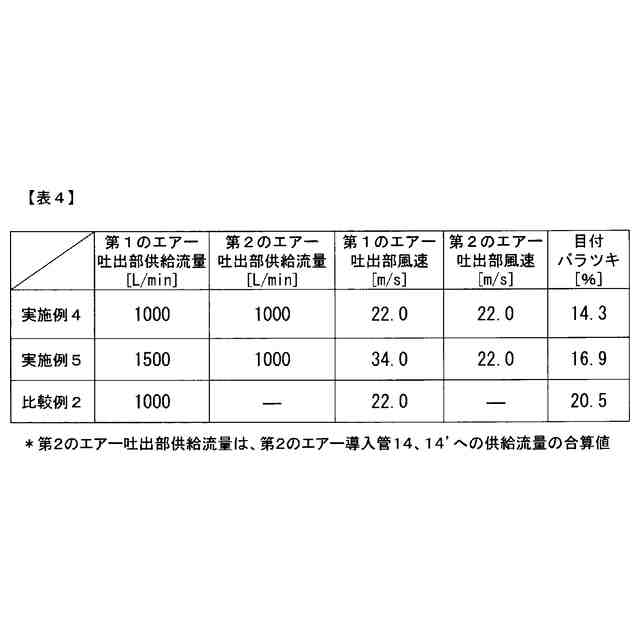
請求項6の不織布の製造装置を用い、前記第1のエアー吐出部から吐出されるエアーの流速と前記第2のエアー吐出部から吐出されるエアーの流速とを同じ速度にする、不織布の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、不織布の製造装置とその不織布の製造装置を用いた製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
不織布の製造方式は乾式法や湿式法、スパンボンド法やメルトブロー法など多岐にわたり、同じ方式をとっても使用原料や目標品質などによって製法が異なる。中でもメルトブロー法はポリマーを高速エアーによって延伸するため、繊維径が1μm前後と他の製造法式と比べ細い繊維の不織布を製造できることが特徴である。そのため、衛生材料、エアーフィルター、防音材、2次電池用セパレーターなどの多種多様の用途で用いられる。上述のメルトブロー法では、高速エアーによって延伸後に空気中に拡散し短繊維化した繊維を堆積捕集後に帯状のシートとして巻取るのが一般的である。そのため所望の目付や厚み、強度を得るためには、繊維が飛散して捕集されるまでの空気流れの制御技術が重要である。
【0003】
空気流れの制御技術として、不織布の延伸時の強度と均一性の向上を目的として、ポリマーを吐出する主ノズルに付随したポリマーを延伸する高速エアーの吐出部とは別に、捕集した不織布の搬送方向とその反対側に空気のみを吐出する副ノズルを設けた不織布の製造装置が提案されている(特許文献1参照)。高速エアーは随伴気流を伴って拡散空間を乱すことによってポリマーに局所的な絡まりを多く発生させるため、不織布の均一性の悪化の要因となる。そこで、副ノズルからエアーを吐出することで、ポリマー拡散空間における随伴気流の流入を抑制して、不織布の均一性を改善している。
【0004】
また、ポリマーを吐出する方向へ伸びる複数の隙間が搬送方向から見て重ならないように互い違いに設けられた一対の櫛歯状の羽を、搬送方向の上流側又は下流側の片側に設けた不織布の製造装置が提案されている(特許文献2参照)。この一対の羽は鉛直方向に対して搬送方向の上流側又は下流側の同方向に向けてそれぞれ異なる角度で傾斜している。この一対の羽を用いて、コアンダ効果と呼ばれる粘性効果により羽に気流および繊維を沿わせて、接触板として機能させることにより不織布の搬送方向に加え幅方向におけるポリマーの分散状態を制御している。
【先行技術文献】
【特許文献】
【0005】
特開2022-010113号公報
特開2021-123806号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の技術は、ポリマーを吐出するノズルに対して搬送方向の上流と下流側の各々にエアーを吐出する副ノズルを設置するため、搬送方向の制御を目的としており、搬送方向と比べて広がりを持つ幅方向の流れの制御は想定していない。
【0007】
また、特許文献2の技術は、装置外部からの空気が流れ込んでポリマーを延伸する空気に乱れが生じる懸念がある他、櫛歯状の羽の他にポリマーを延伸することにより形成した長繊維を捕集面に衝突させることでポリマーを分散させており、一つ一つが極軽量な短繊維を対象とした場合、捕集面への衝突による分散効果が十分に得られないという欠点がある。
【0008】
また、特許文献1、2のどちらもスパンボンド法を好ましい実施形態としているが、メルトブロー法などの延伸したポリマーを空気中に拡散させる方法では、ポリマーが装置外へ飛散する懸念がある。
【0009】
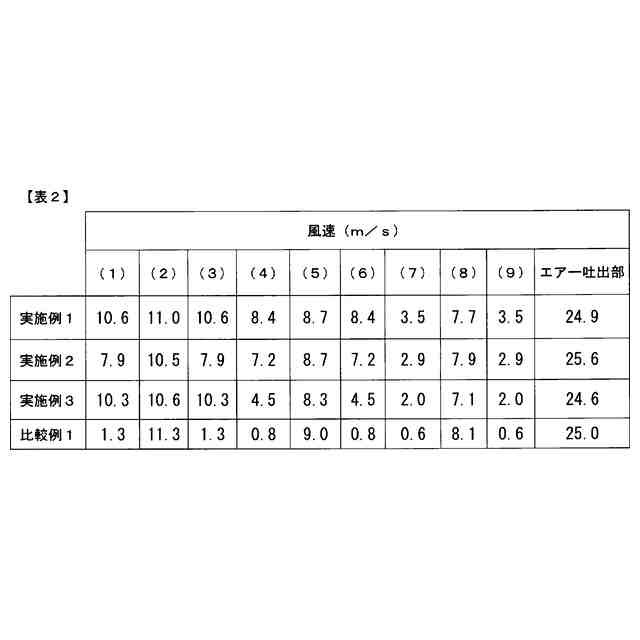
従来の不織布の製造装置においては、ポリマーとエアーを口金から吐出し捕集するまでに、捕集部に向かう空気の流速が、周囲に空気や壁が有る場合には、空気や壁面との摩擦抵抗により不織布幅方向の端部から減衰する。そのため、不織布幅方向において中央の流速が高くなると同時に、中央で単位時間当たりに捕集部へ流れるポリマーの質量密度が高くなる。一方で端部においては空気の流速が減衰することでポリマーの質量密度が低くなり、繊維化した短繊維が周囲に飛散しやすくなる。そうして、捕集された後の不織布は幅方向中央においては目付が高く厚みがあり、幅方向端部は中央に対して目付が低い状態となる。また、ポリマーによっては、ノズルから捕集部までの距離が長くせざるを得ない場合がある。この場合、幅方向端部の流速がさらに低下するため、中央と端部の目付および厚みの差は顕著となる。このように従来の不織布の製造装置では、目付および厚みの均一性が低下した不織布となり、強度や濾過性能等が損なわれる。
【0010】
そこで本発明は、メルトブロー法などの延伸後に空気中に拡散した短繊維を堆積捕集する方法において、外部からの空気の流入を抑制することにより搬送流の乱れを防止して制御性を確保しつつ、紡糸口金から捕集部へ向かう空気の幅方向の流速差を低減することにより、幅方向における不織布の目付の均一性を向上させた不織布の製造装置を提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
9日前
東レ株式会社
化粧料
1か月前
東レ株式会社
防護服
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
遠心ポッティング方法
22日前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
糸送り装置および糸送り方法
1か月前
東レ株式会社
着色樹脂組成物および着色膜
1か月前
東レ株式会社
ポリオレフィン系樹脂発泡シート
14日前
東レ株式会社
二軸配向ポリオレフィンフィルム
1か月前
東レ株式会社
ポリアミド樹脂組成物および成形品
23日前
東レ株式会社
顆粒状ポリエステルアミドの製造方法
1か月前
東レ株式会社
フィルムの製造装置、及び、吸引装置
1か月前
東レ株式会社
電子部品の製造方法および樹脂組成物
16日前
東レ株式会社
混紡糸およびそれを含む布帛、繊維製品
1か月前
TMTマシナリー株式会社
糸巻取装置
1か月前
TMTマシナリー株式会社
糸巻取装置
1か月前
TMTマシナリー株式会社
糸巻取装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ