TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139055
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037778
出願日
2024-03-12
発明の名称
巻線装置
出願人
株式会社ミツバ
代理人
個人
,
個人
,
個人
主分類
H02K
15/04 20250101AFI20250918BHJP(電力の発電,変換,配電)
要約
【課題】線材の成形を行う成形部から巻線対象に至るまでのパスラインの距離を短くした巻線装置を提供する。
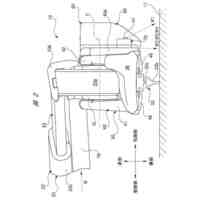
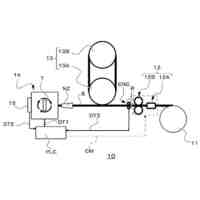
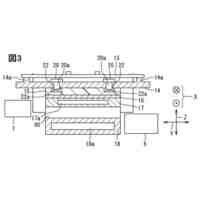
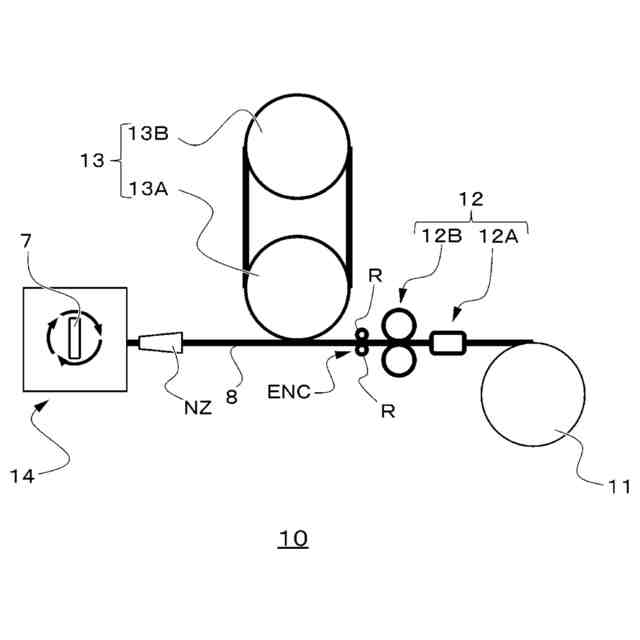
【解決手段】本発明の巻線装置10は、丸形状の線材を供給する線材供給部11と、線材供給部11の下流側に設けられ、線材の形状を平角形状に成形する成形部12と、成形部12の下流側に設けられ、巻装時のテンションを制御するテンション調整部13と、テンション調整部13の下流側に設けられ、巻装対象に線材を巻装する巻線部14と、を備え、成形部12は、巻装対象の始終端に対応する線材の部分には成形を行わず、巻装対象に巻装する部分に対応する線材に対して成形を行い、テンション調整部13は、テンションローラと、テンションローラを回転させるモータと、を備え、テンションローラが、線材との間での滑りなく、成形部12から線材を引出すグリップ力を有する。
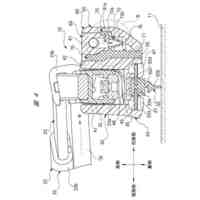
【選択図】図3
特許請求の範囲
【請求項1】
巻装対象に線材を巻装する巻線装置であって、
前記巻線装置は、
丸形状の前記線材を供給する線材供給部と、
前記線材供給部の下流側に設けられ、前記線材の形状を平角形状に成形する成形部と、
前記成形部の下流側に設けられ、巻装時のテンションを制御するテンション調整部と、
前記テンション調整部の下流側に設けられ、前記巻装対象に前記線材を巻装する巻線部と、を備え、
前記成形部は、前記巻装対象の始終端に対応する前記線材の部分には成形を行わず、前記巻装対象に前記巻装する部分に対応する前記線材に対して成形を行い、
前記テンション調整部は、
テンションローラと、
前記テンションローラを回転させるモータと、を備え、
前記テンションローラが、前記線材との間での滑りなく、前記成形部から前記線材を引出すグリップ力を有することを特徴とする巻線装置。
続きを表示(約 160 文字)
【請求項2】
前記テンションローラの直径を大きくすることで前記グリップ力を得ることを特徴とする請求項1に記載の巻線装置。
【請求項3】
前記テンションローラの少なくとも前記線材と接触する部分に摩擦力の高い材質を用いて、前記グリップ力を得ることを特徴とする請求項1又は請求項2に記載の巻線装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、巻線装置に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
平角線成形装置によって丸素線から平角線を成形し、成形された平角線を分割コアのティース部に巻装する場合、巻線の断面形状を変化させる際に巻線に傷が生じてしまう可能性がある。
【0003】
そこで、特許文献1では、巻線の断面形状を途中で変形させてから巻装対象に対して巻装する場合であっても、巻線の傷に起因する製品の品質低下を抑えることが可能な巻線装置を提供することを目的とした開示が行われている。
【0004】
具体的には、線材供給源からの巻線を巻装対象側へ供給して巻装対象に巻装する巻線装置であって、線材供給源の下流側に配置され、巻線の断面形状を変化させる巻線変形部と、巻線変形部の下流側に配置され、巻線の傷を検出する傷検出部と、を備えることを特徴とする巻線装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2023-132628号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1では、巻線変形部としての平角成形機が、線材に対して上下方向に設けられた一対の成形ローラと、線材に対して左右方向に設けられた成形ローラを長手方向に並べて配置した構成になっており、それによって断面丸形状の線材を平角形状に成形している。
【0007】
そして、平角成形機では、コイル用の金属の線材が変形しなければ進めない間隔に配置された一対のローラの間を通過することになるので、平角成形機から線材を引出すためには、大きな引出力が必要である。
このため、現実の装置では、平角成形機が、成形ローラの下流側近傍に線材を引出す引出ローラを有している。
【0008】
一方、分割ステータコアのような巻装対象では、巻装されるコイル線の両端(始終端ともいう)は接続のためのリード部分となる。
このため、巻装対象に巻装された線材の始終端は、その巻装後に行う接続作業が行いやすい丸形状のままの方がよい。
【0009】
そして、そのような丸形状のままの始終端を形成しようとすると、始終端に当たる線材部分に対しては、成形ローラでの成形を行わないようにし、それに続く、巻装対象に巻装する部分について、成形ローラでの成形を行うことになる。
【0010】
具体的には、初めの始端となる短い長さ部分は丸形状の線材のままとし、続いて、巻装される平角形状が成形され、始端の丸形状の線材は巻装対象に巻き付けず、平角形状の部分を巻き付けていく。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ミツバ
ウォーム
3日前
株式会社ミツバ
回転電機
1か月前
株式会社ミツバ
回転電機
1か月前
株式会社ミツバ
ワイパ装置
1か月前
株式会社ミツバ
モータ装置
1か月前
株式会社ミツバ
モータ装置
1か月前
株式会社ミツバ
ワイパ装置
1か月前
株式会社ミツバ
ワイパブレード
1か月前
株式会社ミツバ
ワイパブレード
1か月前
株式会社ミツバ
ワイパブレード
1か月前
株式会社ミツバ
モータ制御装置
1か月前
株式会社ミツバ
モータ制御装置
1か月前
株式会社ミツバ
ブラシレスモータ
1か月前
株式会社ミツバ
モータ及びファン装置
1か月前
株式会社ミツバ
巻線装置、及び、巻線方法
1か月前
株式会社ミツバ
モータシステム及び電動車両
1か月前
株式会社ミツバ
モータ装置およびロータの製造方法
1か月前
株式会社ミツバ
モータ装置、ワイパー装置、及びモータ制御方法
1か月前
株式会社ミツバ
モータ装置、ワイパー装置、及びモータ制御方法
1か月前
個人
単極モータ
1か月前
個人
電気を重力で発電装置
17日前
個人
高圧電気機器の開閉器
4日前
キヤノン電子株式会社
モータ
16日前
キヤノン電子株式会社
モータ
24日前
株式会社アイシン
ロータ
1か月前
株式会社アイシン
ロータ
1か月前
日星電気株式会社
ケーブル組立体
1か月前
コーセル株式会社
電源装置
25日前
株式会社アイドゥス企画
減反モータ
4日前
トヨタ自動車株式会社
モータ
16日前
株式会社デンソー
回転機
1か月前
株式会社kaisei
発電システム
1か月前
個人
二次電池繰返パルス放電器用印刷基板
1か月前
株式会社デンソー
電力変換装置
1か月前
株式会社ミツバ
回転電機
1か月前
株式会社デンソー
電力変換装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ