TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133085
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2025030270
出願日
2025-02-27
発明の名称
付加製造装置および付加製造物の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B22F
12/37 20210101AFI20250903BHJP(鋳造;粉末冶金)
要約
【課題】 幅広い冷却速度を実現し、所望の特性を有する付加製造物を製造することができるDED方式の付加製造装置および付加製造物の製造方法を提供する。
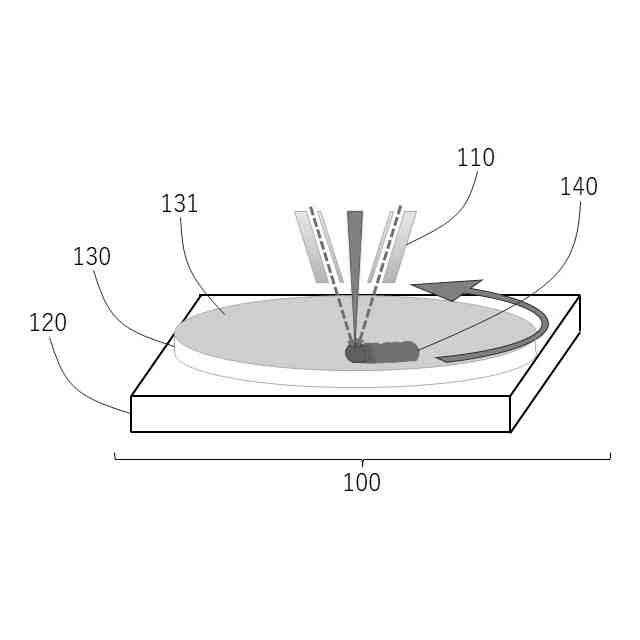
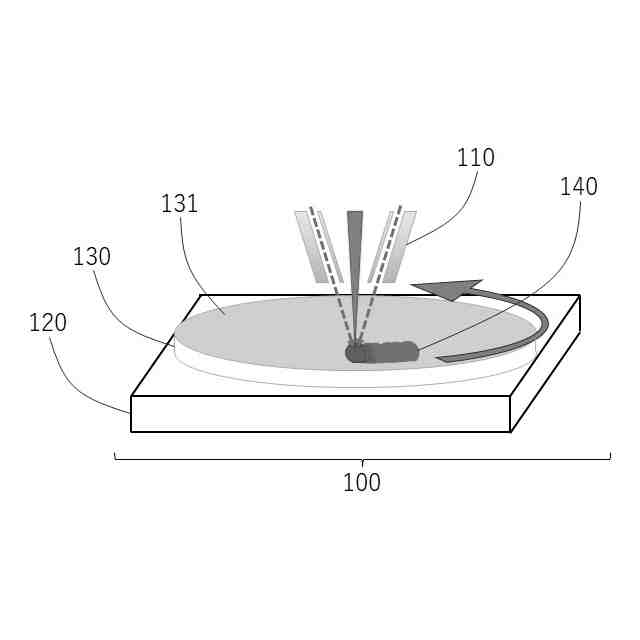
【解決方法】 回転テーブル上のベースプレートに向けて粉末材料を供給する、粉末材料供給ステップと、前記ベースプレートに向けて供給された粉末材料に光ビームを照射し、前記粉末材料を溶融する、溶融ステップと、溶融した前記粉末材料を前記ベースプレートに付着させて空冷し、凝固させて前記ベースプレート上にビードを形成する、凝固ステップとを有し、前記粉末材料供給ステップ、前記溶融ステップおよび前記凝固ステップを、前記回転テーブルを光ビームの照射方向に対して垂直方向に回転させながら行い、これらのステップを繰り返すことで付加製造物を形成することを特徴とする、付加製造物の製造方法である。
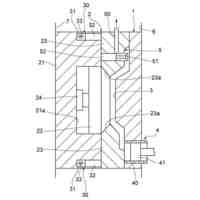
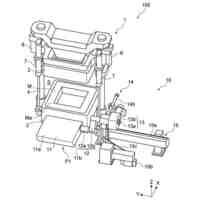
【選択図】図1
特許請求の範囲
【請求項1】
回転テーブル上のベースプレートに向けて粉末材料を供給する、粉末材料供給ステップと、
前記ベースプレートに向けて供給された粉末材料に光ビームを照射し、前記粉末材料を溶融する、溶融ステップと、
溶融した前記粉末材料を前記ベースプレートに付着させて空冷し、凝固させて前記ベースプレート上にビードを形成する、凝固ステップとを有し、
前記粉末材料供給ステップ、前記溶融ステップおよび前記凝固ステップを、前記回転テーブルを光ビームの照射方向に対して垂直方向に回転させながら行い、これらのステップを繰り返すことで付加製造物を形成すること
を特徴とする、付加製造物の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記回転テーブルの回転中心からの距離が200mm以上となる位置に前記光ビームを照射と前記粉末材料を供給し、前記回転テーブルは、回転速度が800rpm以上2000rpm以下となるように前記ベースプレートの回転を制御することを特徴とする、請求項2に記載の付加製造物の製造方法。
【請求項3】
前記光ビームがレーザビームであり、前記レーザビームの出力が2kW以上6kW以下であり且つ前記レーザビームの、前記ベースプレート上におけるビーム径φが1mm以上3mm以下であることを特徴とする、請求項1に記載の付加製造物の製造方法。
【請求項4】
前記ベースプレートは、回転することによって、前記ベースプレート上に付着した、溶融した前記粉末材料を空冷することを特徴とする、請求項1に記載の付加製造方法。
【請求項5】
前記粉末材料がNi基合金粉末であることを特徴とする、請求項1に記載の付加製造方法。
【請求項6】
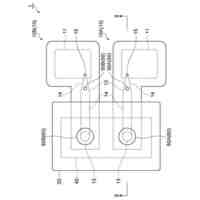
光ビームを照射し、粉末材料を供給する光ビーム照射用ヘッド部と、
前記光ビーム照射用ヘッド部からの前記光ビームの照射方向上に設置された、ベースプレートと、
前記ベースプレートの下方に設置され、前記ベースプレートを前記光ビームの照射方向に対して垂直方向に回転させる回転テーブルと、
前記回転テーブルの下方に設置され、前記回転テーブルを光ビーム照射方向に対して垂直方向に移動させる土台部と、を備え、
前記回転テーブルを回転させながら、前記光ビーム照射用ヘッド部からの前記光ビームと前記粉末材料を前記ベースプレートに向けて同時に照射および供給すること
を特徴とする付加製造装置。
【請求項7】
前記土台部は、前記回転テーブルの回転中心から光ビームの照射位置までの距離が200mm以上となるように前記ベースプレート上の光ビーム照射位置を制御し、前記回転テーブルは、回転速度が800rpm以上2000rpm以下となるように前記ベースプレートの回転を制御することを特徴とする、請求項6に記載の付加製造装置。
【請求項8】
前記光ビームがレーザビームであり、前記レーザビームの出力が2kW以上6kW以下であり且つ前記レーザビームの、前記ベースプレート上におけるビーム径φが1mm以上3mm以下であることを特徴とする、請求項6に記載の付加製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は付加製造装置および付加製造物の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、金属部材を製造する方法として付加製造法(積層造形法とも呼ぶ)が用いられるようになってきている。付加製造法の中でも指向性エネルギー堆積(DED:Directed Energy Deposition)方式は、収束させた熱エネルギーを利用して材料を溶融し、結合、堆積させる方法である。DED方式は他の付加製造方式と比較して、造形にかかる時間が短いことや、大型の物品を製造することができることなどが特徴である。
【0003】
このようなDED方式の造形方法として特許文献1には、混合粉末に対してレーザを照射することによって粉末同士、さらには下地を溶融結合して、10000K/秒程度の速度で冷却することによって下地上に鉄基合金が形成する工程が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-032589号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されるような従来のDED方式の付加製造方法では、一点にレーザが長時間照射されることで粉末材料や溶融された粉末材料の周囲に配された装置構造にまで入熱してしまい、他の付加製造方法と比較して、溶融された粉末材料の冷却が遅くなってしまうという問題がある。その結果として、従来のDED方式の付加製造方法では十分な冷却速度を満たさず、他の付加製造方法で形成するような合金組織が形成しない場合があり、所望の特性を有する付加製造物を得られない。
【0006】
本発明はこのような事情に鑑みてなされたものであり、溶融された粉末材料だけではなく、その周囲に生ずる入熱を低減することで、溶融した粉末材料の冷却速度を向上し、所望の特性を有する付加製造物を製造することができるDED方式の付加製造装置および付加製造物の製造方法を提供する。
【課題を解決するための手段】
【0007】
第一の本発明である付加製造物の製造方法は、回転テーブル上のベースプレートに向けて粉末材料を供給する、粉末材料供給ステップと、前記ベースプレートに向けて供給された粉末材料に光ビームを照射し、前記粉末材料を溶融する、溶融ステップと、溶融した前記粉末材料を前記ベースプレートに付着させて空冷し、凝固させて前記ベースプレート上にビードを形成する、凝固ステップとを有し、前記粉末材料供給ステップ、前記溶融ステップおよび前記凝固ステップを、前記回転テーブルを光ビームの照射方向に対して垂直方向に回転させながら行い、これらのステップを繰り返すことで付加製造物を形成することを特徴とする。
【0008】
また、前記回転テーブルの回転中心からの距離が200mm以上となる位置に前記光ビームを照射と前記粉末材料を供給し、前記回転テーブルは、回転速度が800rpm以上2000rpm以下となるように前記ベースプレートの回転を制御することを特徴とすることが好ましい。
【0009】
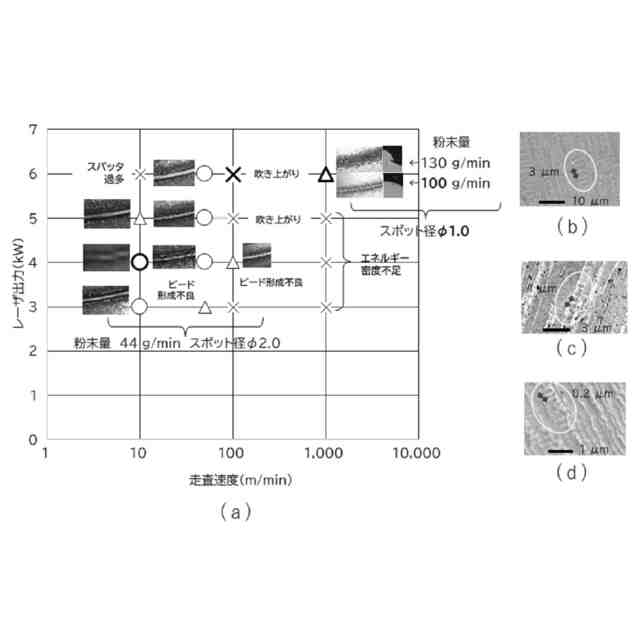
また、前記光ビームがレーザビームであり、前記レーザビームの出力が2kW以上6kW以下であり且つ前記レーザビームの、前記ベースプレート上におけるビーム径φが1mm以上3mm以下であることが好ましい。
【0010】
また、前記光ビームがレーザビームであり、前記レーザビームの出力が3kW以上6kW以下であり且つ前記レーザビームの、前記ベースプレート上におけるビーム径φが1mm以上3mm以下であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
22日前
友鉄工業株式会社
錫プレート成形方法
1日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
24日前
トヨタ自動車株式会社
中子の製造方法
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
16日前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
株式会社豊田中央研究所
積層造形装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
トヨタ自動車株式会社
ダイカスト装置
3か月前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
1か月前
ダイハツ工業株式会社
ダイカスト装置
28日前
株式会社プロテリアル
金属付加製造物およびその製造方法
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
4か月前
花王株式会社
消臭剤組成物
2か月前
住友金属鉱山株式会社
金粉及びその製造方法
9日前
品川リフラクトリーズ株式会社
推定方法
17日前
新東工業株式会社
中子セット装置
2か月前
UBEマシナリー株式会社
加圧鋳造装置
1日前
本田金属技術株式会社
鋳造装置
1か月前
花王株式会社
鋳型用組成物
21日前
三菱重工業株式会社
鋳造方法および鋳造品
1か月前
株式会社プロテリアル
付加製造装置および付加製造物の製造方法
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ