TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113652
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007916
出願日
2024-01-23
発明の名称
鋳造方法および鋳造品
出願人
三菱重工業株式会社
代理人
SSIP弁理士法人
主分類
B22C
9/00 20060101AFI20250728BHJP(鋳造;粉末冶金)
要約
【課題】鋳込み重量を低減させた鋳造方法、および、鋳造品を提供する。
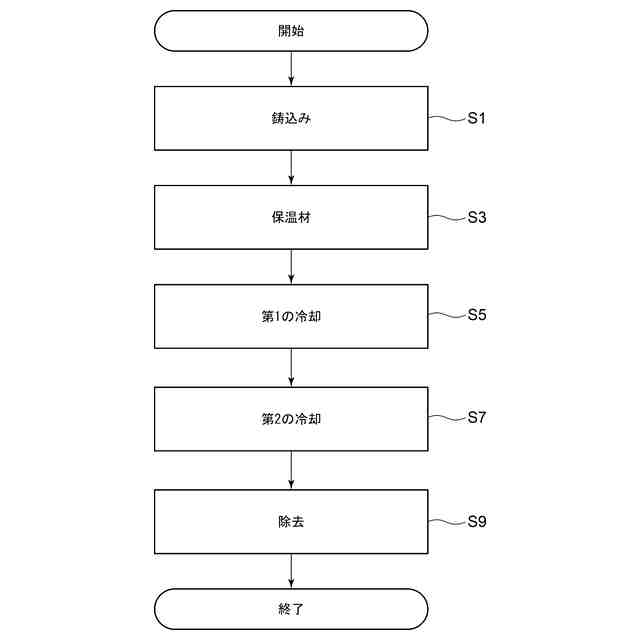
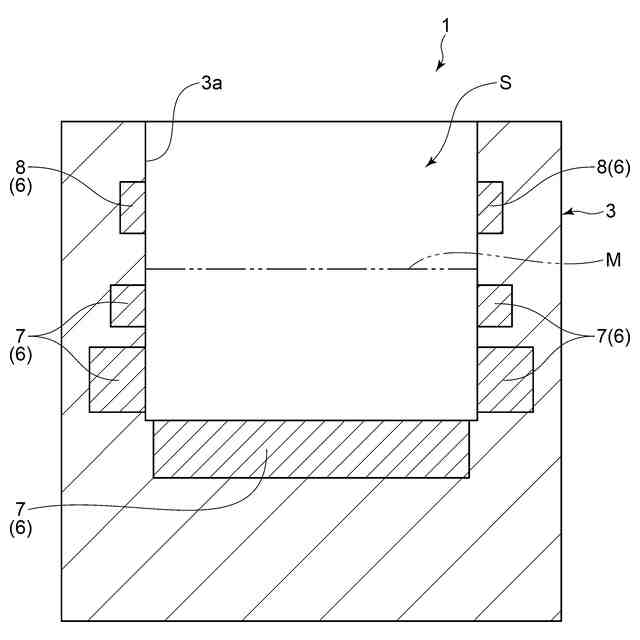
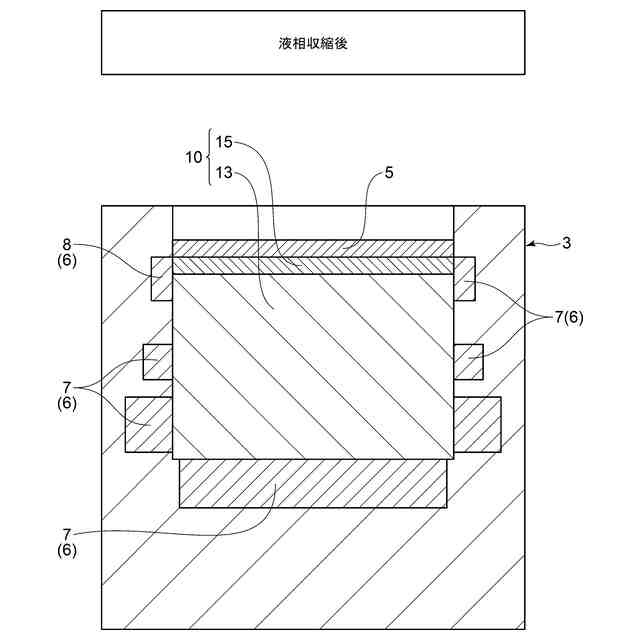
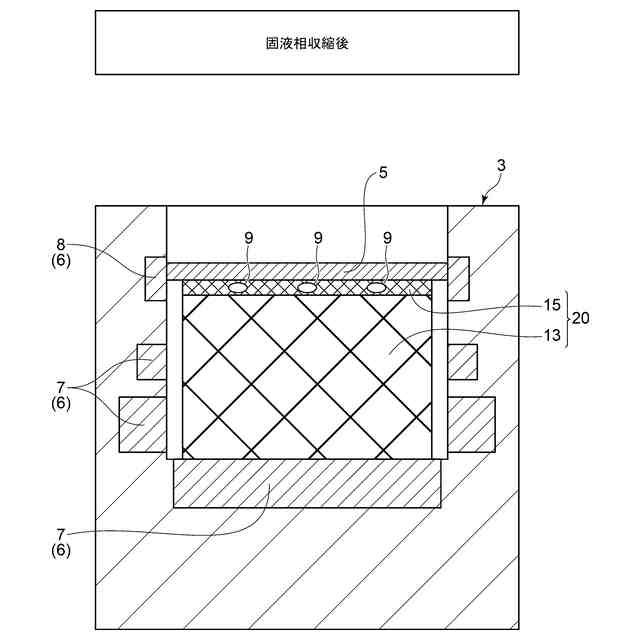
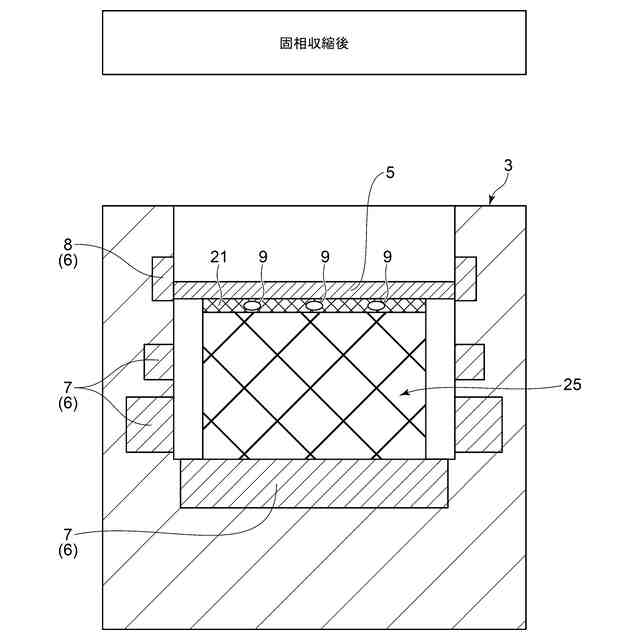
【解決手段】鋳造方法は、冷し金が埋設された型に、鋳鋼または非鉄金属の溶湯を鋳込む鋳込ステップと、鋳込まれた溶湯の温度が溶湯の固相線温度まで下がるように溶湯を冷却することで、溶湯を凝固体に変化させる第1の冷却ステップとを備え、鋳込ステップにおいて型に鋳込まれる溶湯の体積は、凝固体の体積の105%以上かつ108%以下であり、冷し金は、第1の冷却ステップにおける溶湯の凝固が下方から上方に進行するように、型に埋設されている。
【選択図】図7
特許請求の範囲
【請求項1】
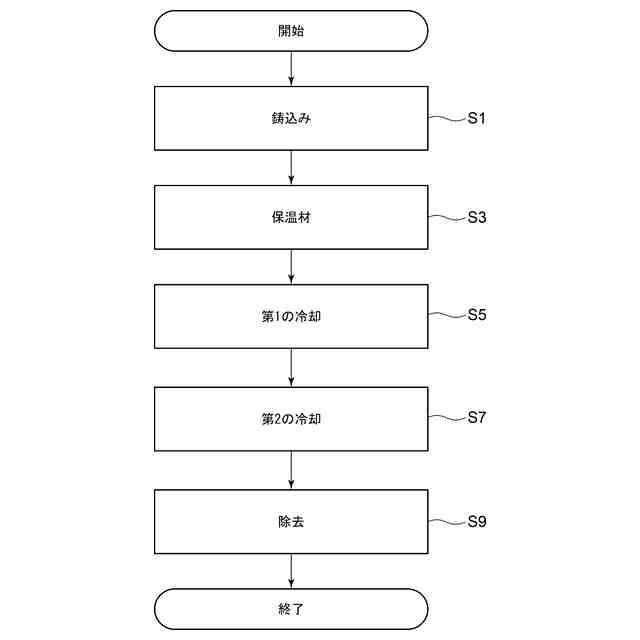
冷し金が埋設された型に、鋳鋼または非鉄金属の溶湯を鋳込む鋳込ステップと、
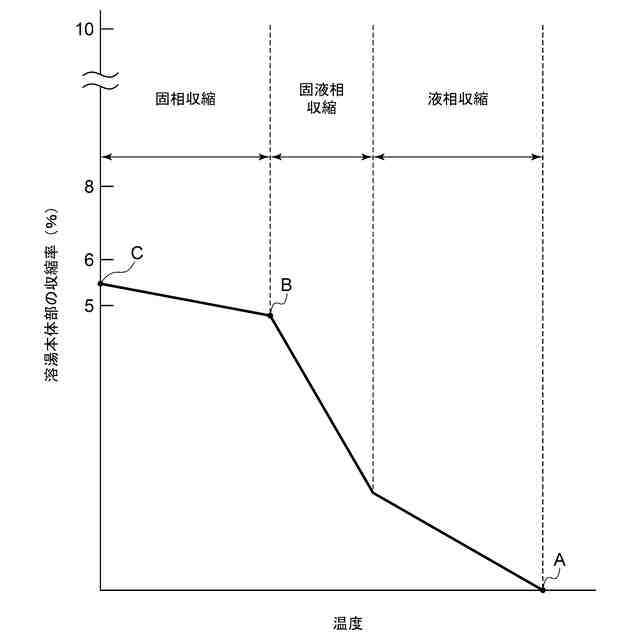
鋳込まれた前記溶湯の温度が前記溶湯の固相線温度まで下がるように前記溶湯を冷却することで、前記溶湯を凝固体に変化させる第1の冷却ステップと
を備え、
前記鋳込ステップにおいて前記型に鋳込まれる前記溶湯の体積は、前記凝固体の体積の105%以上かつ108%以下であり、
前記冷し金は、前記第1の冷却ステップにおける前記溶湯の凝固が下方から上方に進行するように、前記型に埋設されている
鋳造方法。
続きを表示(約 500 文字)
【請求項2】
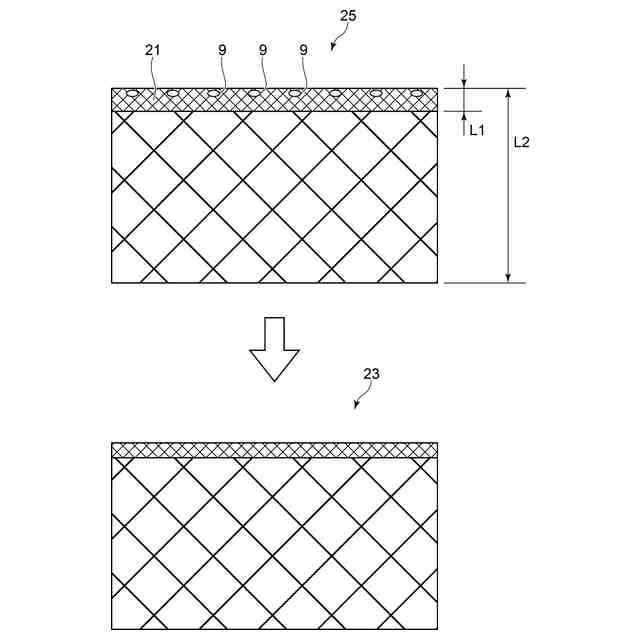
前記第1の冷却ステップの後、前記凝固体をさらに冷却することで前記凝固体を鋳造品に変化させる第2の冷却ステップと、
前記溶湯の最終凝固部である最上層部を前記鋳造品から削ることで前記最上層部に形成されるひけ巣を除去し、前記鋳造品から完成品を得る除去ステップをさらに備える
請求項1に記載の鋳造方法。
【請求項3】
前記第1の冷却ステップの前、鋳込まれた前記溶湯の上側に保温材を配置する保温材配置ステップをさらに備える
請求項1または2に記載の鋳造方法。
【請求項4】
前記冷し金は、
前記型の内側に形成される鋳込空間の上下方向中心よりも下側に位置する下冷し金と、
前記鋳込空間の前記上下方向中心よりも上側に位置する上冷し金と、
を含み、
前記下冷し金の総体積は、前記上冷し金の総体積よりも大きい
請求項1または2に記載の鋳造方法。
【請求項5】
請求項2に記載の鋳造方法から得られる鋳造品であって、
前記溶湯の最終凝固部であって、ひけ巣が形成された最上層部を含む鋳造品。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳鋼または非鉄金属の溶湯を扱う鋳造方法、および、それから得られる鋳造品に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
鋳造は、金属の溶湯を型に鋳込んで冷却することで溶湯から鋳造品を得る製造手法である。その詳細は、例えば特許文献1に開示される。
【0003】
冷却の際に起こる溶湯の凝固は、一般的には溶湯の表面から内部に向かって進行する。凝固により溶湯は収縮するので、鋳造品の内部にはひけ巣が生じる。鋳造品のうち完成品として使用される部位にひけ巣が存在すると、完成品の使用時に強度低下に起因する破損が起こる虞がある。
【0004】
そこで、型に鋳込む溶湯の鋳込み量を完成品に相当する量よりも多くし、完成品よりも上にある余剰部位にひけ巣を発生させる手法が考案されている。この余剰部位に相当する溶湯は従来から押し湯と呼ばれている。溶湯のなかで押し湯が最後に凝固するようにすれば、ひけ巣を押し湯に集約させることができる。
【先行技術文献】
【特許文献】
【0005】
特開2002-346728号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
押し湯が最後に凝固するようにするためには、溶湯全体に対する押し湯の割合を大きくする必要があり、場合によっては押し湯が溶湯の50%近くを占めることもある。したがって、溶湯の鋳込み量の増大を招く虞がある。
【0007】
鋳込み量の増大は種々の問題につながり得る。例えば、金属を溶湯に変化させるために必要な溶融エネルギーの増大、型の大型化に伴うコストの増大、または、鋳造工程の所要時間の増大などの問題が起こり得る。また、砂型に溶湯を鋳込む場合には、砂型と溶湯との接触時間が長くなるため、砂が鋳造品に焼き付くことも懸念される。
【0008】
本開示の目的は、鋳込み重量を低減させた鋳造方法、および、鋳造品を提供することである。
【課題を解決するための手段】
【0009】
本開示の少なくとも一実施形態に係る鋳造方法は、
冷し金が埋設された型に、鋳鋼または非鉄金属の溶湯を鋳込む鋳込ステップと、
鋳込まれた前記溶湯の温度が前記溶湯の固相線温度まで下がるように前記溶湯を冷却することで、前記溶湯を凝固体に変化させる第1の冷却ステップと
を備え、
前記鋳込ステップにおいて前記型に鋳込まれる前記溶湯の体積は、前記凝固体の体積の105%以上かつ108%以下であり、
前記冷し金は、前記第1の冷却ステップにおける前記溶湯の凝固が下方から上方に進行するように、前記型に埋設されている。
【0010】
本開示の少なくとも一実施形態に係る鋳造品は、
上記の鋳造方法から得られる鋳造品であって、
前記溶湯の最終凝固部であって、ひけ巣が形成された最上層部を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱重工業株式会社
加圧容器
18日前
三菱重工業株式会社
回転機械
18日前
三菱重工業株式会社
コールドプレート
18日前
三菱重工業株式会社
排熱回収システム
11日前
三菱重工業株式会社
放射性物質移送容器
16日前
三菱重工業株式会社
計測装置、及び積層造形装置
10日前
三菱重工業株式会社
計測装置、及び積層造形装置
10日前
三菱重工業株式会社
自転防止機構、及びスクロール圧縮機
12日前
三菱重工業株式会社
アンモニア分解触媒および排ガス処理方法
11日前
三菱重工業株式会社
ガスタービン起動方法、及び、ガスタービン
2日前
三菱重工業株式会社
静翼セグメント、及びこれを備える蒸気タービン
4日前
三菱重工業株式会社
弁装置及び固体燃料粉砕装置並びに弁装置の運転方法
11日前
三菱重工業株式会社
圧縮機静翼、これを備える圧縮機、及びガスタービン設備
11日前
三菱重工業株式会社
経路生成装置、経路生成方法、および経路生成プログラム
11日前
三菱重工業株式会社
治具モデル作成装置、治具モデル作成方法及びプログラム
10日前
三菱重工業株式会社
電解装置、電解装置の制御方法および電解装置の制御プログラム
11日前
三菱重工業株式会社
電解装置の運転方法、電解装置の制御装置、および電解システム
11日前
三菱重工業株式会社
水電解装置の運転方法、水電解装置用の制御装置及び水素製造設備
11日前
三菱重工業株式会社
運用条件決定装置、運用条件決定方法、及び、運用条件決定プログラム
13日前
三菱重工業株式会社
メタン酸化触媒装置の換気システム及びメタン酸化触媒装置の換気方法
11日前
三菱重工業株式会社
ガスケット接続部信頼性評価システム、ガスケット接続部信頼性評価方法及びプログラム
2日前
三菱重工業株式会社
ボイラの制御装置、これを備えたボイラシステム、ボイラの制御方法及びボイラの制御プログラム
11日前
個人
鋼の連続鋳造用鋳型
25日前
個人
ピストンの低圧鋳造金型
4か月前
友鉄工業株式会社
錫プレート成形方法
4日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
27日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
5か月前
芝浦機械株式会社
成形機
7か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ