TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113667
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007936
出願日
2024-01-23
発明の名称
リサイクル成形品、その製造方法、及び車両用アンダーカバー
出願人
スズキ株式会社
,
いその株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
43/20 20060101AFI20250728BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 煩雑な工程を経ることなく、且つ成形工程において生じる不具合を抑えることができるリサイクル成形品、その製造方法、及び車両用アンダーカバーを提供する。
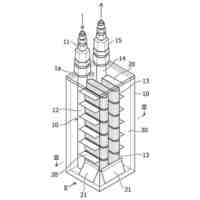
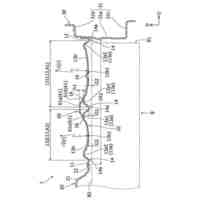
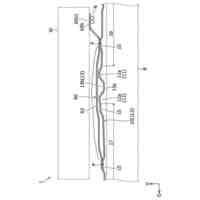
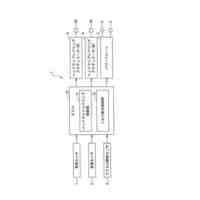
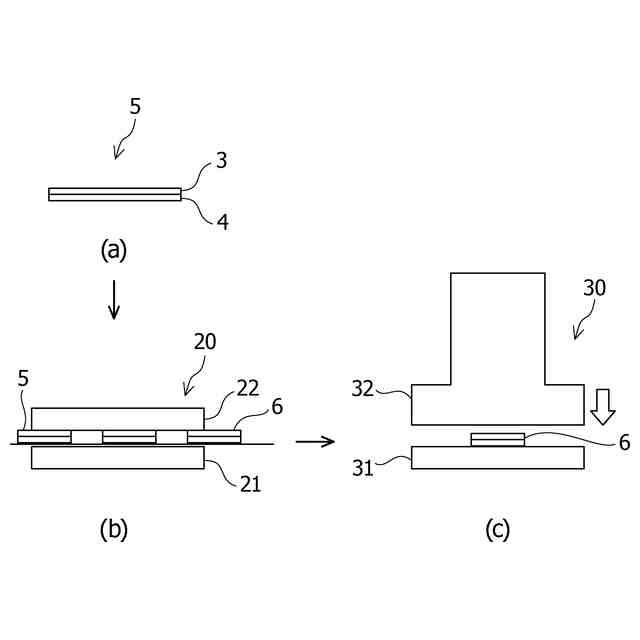
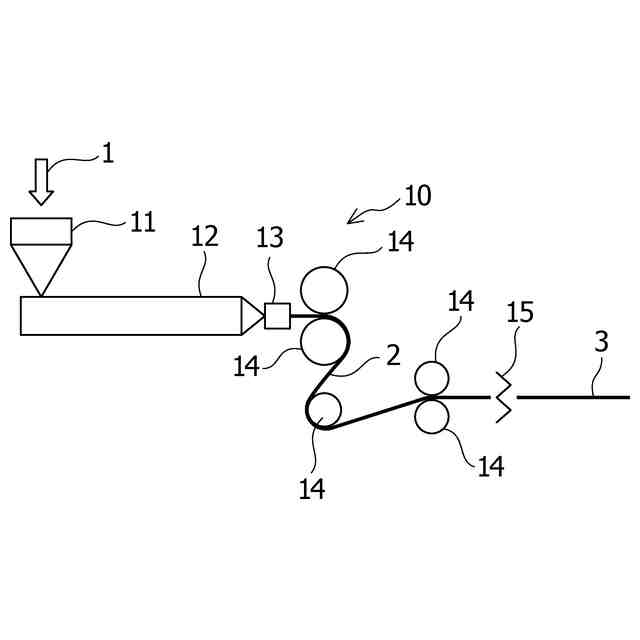
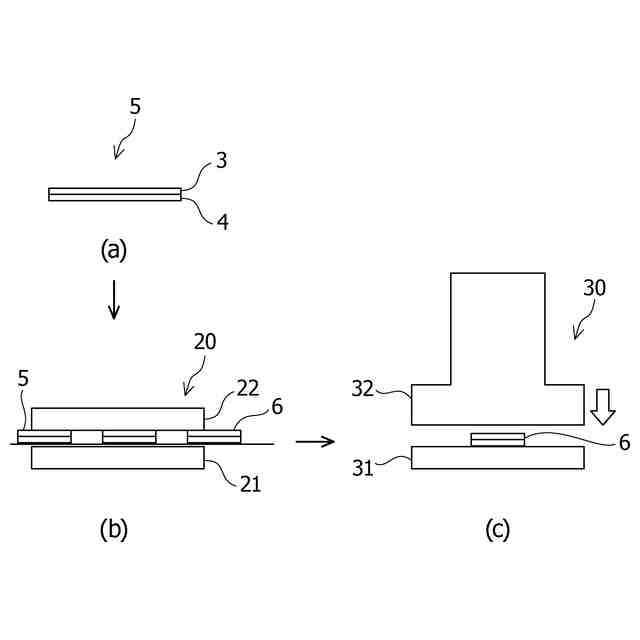
【解決手段】 リサイクル成形品の製造方法は、ポリプロピレンの射出成形品に塗装が施された樹脂製品を粉砕して粉砕物を得て、これを溶融し、押出加工することによって中間成形体シート3を成形し、この中間成形体シート3を、ポリプロピレンの押出成形品を母材として含む繊維強化樹脂シート4に積層させ、この積層体シート5をプレヒーター装置で加熱した後、プレス成形装置に搬送してプレス成形してリサイクル成形品を得る。リサイクル成形品は、繊維強化樹脂シートのMFRが0.5~10g/10分であり、中間成形体シートMFRが20~40g/10分である。車両用アンダーカバーはこのリサイクル成形品を備え、中間成形体シート側が車両側に位置する。
【選択図】 図2
特許請求の範囲
【請求項1】
ポリプロピレンの射出成形品に塗装が施された樹脂製品を粉砕して粉砕物を得る工程と、
前記粉砕物を溶融し、押出加工することによって中間成形体シートを成形する工程と、
ポリプロピレンの押出成形品を母材として含む繊維強化樹脂シートに前記中間成形体シートを積層させた積層体シートをプレヒーター装置で加熱する工程と、
前記加熱した積層体シートをプレス成形装置に搬送してプレス成形してリサイクル成形品を得る工程と
を含むリサイクル成形品の製造方法。
続きを表示(約 610 文字)
【請求項2】
前記プレス成形時に、前記積層体シートのいずれか一方の面に金型により凹凸を付与する請求項1に記載のリサイクル成形品の製造方法。
【請求項3】
前記繊維強化樹脂シートは、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが0.5~10g/10minであり、
前記中間成形体シートは、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが20~40g/10minである請求項1又は2に記載のリサイクル成形品の製造方法。
【請求項4】
繊維強化樹脂シートに中間成形体シートが積層されたリサイクル成形品であって、
前記繊維強化樹脂シートは、ポリプロピレンを母材として含み、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが0.5~10g/10minであり、
前記中間成形体シートは、ポリプロピレンおよび塗膜片を含み、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが20~40g/10minである
リサイクル成形品。
【請求項5】
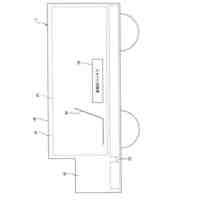
請求項4に記載のリサイクル成形品を備える車両用アンダーカバーであって、前記中間成形体シート側が車両側に位置する車両用アンダーカバー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リサイクル成形品、その製造方法、及び車両用アンダーカバーに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般に、自動車用バンパーなどの材質には、ポリプロピレン(PP)が主に用いられており、これにポリウレタン塗料を吹き付けて塗装を施して製品としているものが一般的である。このようなバンパー等の製品を自動車に使用した後、リサイクル材料として再利用すると、製品を溶融した樹脂材料に塗膜片が混在するため、射出成形の際に成形不良などの不具合が生じたり、リサイクル成形品の外観に影響を与えるといった問題がある。
【0003】
そこで、特許文献1には、塗装された樹脂製品を粉砕後にさらに微粉砕し、この微粉を比重差によって樹脂母材と塗膜粉とに分離し、次いで、樹脂母材のみを再原料化し、その後に、再原料化した樹脂材料を用いて樹脂製品を成形するという樹脂製品の再利用方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平8-309750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1のような塗膜粉を樹脂母材から分離する手法では、作業工数がかかり、リサイクル成形品の製造コストが増大するという問題がある。
【0006】
そこで本発明は、上記の問題点に鑑み、煩雑な工程を経ることなく、且つ成形工程において生じる不具合を抑えることができるリサイクル成形品、その製造方法、及び車両用アンダーカバーを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、その一態様として、リサイクル成形品の製造方法であって、この方法は、ポリプロピレンの射出成形品に塗装が施された樹脂製品を粉砕して粉砕物を得る工程と、前記粉砕物を溶融し、押出加工することによって中間成形体シートを成形する工程と、ポリプロピレンの押出成形品を母材として含む繊維強化樹脂シートに前記中間成形体シートを積層させた積層体シートをプレヒーター装置で加熱する工程と、前記加熱した積層体シートをプレス成形装置に搬送してプレス成形してリサイクル成形品を得る工程とを含む。
【0008】
また、本発明は、別の態様として、リサイクル成形品であって、繊維強化樹脂シートに中間成形体シートが積層されており、前記繊維強化樹脂シートは、ポリプロピレンを母材として含み、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが0.5~10g/10minであり、前記中間成形体シートは、ポリプロピレンおよび塗膜片を含み、JIS K 7210(230℃、2.16kg荷重)により測定されるメルトフローレートが20~40g/10minである。
【0009】
また、本発明は、別の態様として、車両用アンダーカバーであって、上記のリサイクル成形品を備え、前記中間成形体シート側は車両側に位置する。
【発明の効果】
【0010】
このように本発明によれば、塗装片を含んだ状態の粉砕物を溶融し、押出加工した中間成形体シートを、繊維強化樹脂シートに積層して加熱し、そしてプレス成形することで、煩雑な工程を経ることなく、且つ成形工程において生じる不具合を抑えることができるリサイクル成形品、その製造方法、及び車両用アンダーカバーを提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
電動車両
10日前
スズキ株式会社
溶接部材
1か月前
スズキ株式会社
開閉機構
1か月前
スズキ株式会社
開閉機構
1か月前
スズキ株式会社
蓄熱装置
14日前
スズキ株式会社
内燃機関
6日前
スズキ株式会社
錆判定装置
1か月前
スズキ株式会社
自動運転装置
1か月前
スズキ株式会社
車両前部構造
16日前
スズキ株式会社
小型電動車両
9日前
スズキ株式会社
可変動弁装置
1か月前
スズキ株式会社
移動システム
今日
スズキ株式会社
燃料供給装置
2か月前
スズキ株式会社
車体下部構造
2か月前
スズキ株式会社
車体下部構造
2か月前
スズキ株式会社
車体下部構造
2か月前
スズキ株式会社
車両用ドア構造
2か月前
スズキ株式会社
車両用表示装置
1か月前
スズキ株式会社
車両用制御装置
今日
スズキ株式会社
二輪車搭載装置
1か月前
スズキ株式会社
車両の制動装置
1か月前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両用制御装置
16日前
スズキ株式会社
車両用電源装置
1か月前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両制御システム
1か月前
スズキ株式会社
船舶推進システム
1か月前
スズキ株式会社
冷却水の排水構造
今日
スズキ株式会社
車両制御システム
1か月前
スズキ株式会社
燃料電池システム
1か月前
スズキ株式会社
車両用モータ構造
1か月前
スズキ株式会社
車両の発進制御装置
8日前
スズキ株式会社
バイフューエル車両
2か月前
スズキ株式会社
内燃機関の制御装置
14日前
スズキ株式会社
排気部材の支持構造
1か月前
スズキ株式会社
車両の車体側部構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ