TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112737
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007161
出願日
2024-01-22
発明の名称
ポリオレフィン微多孔膜およびその製造方法
出願人
東レ株式会社
代理人
主分類
B29C
67/20 20060101AFI20250725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】電池用セパレータとして用いた場合に、高い出力特性と高い安全性を付与し、電池の小型化、高出力化に寄与することが可能なポリオレフィン微多孔膜およびその製造方法を提供すること。
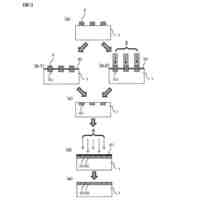
【解決手段】ポリオレフィン樹脂及び孔形成材料を含む樹脂組成物を溶融混練して押出す押出工程((a)工程)、前記(a)工程で得られた押出物をシート状に成形するシート成形工程((b)工程)、前記(b)工程で得られたシート状成形物を、少なくとも一回、少なくとも一軸方向に延伸する一次延伸工程((c)工程)、前記(c)工程で得られた延伸シートから孔形成材料を置換する置換工程((d)工程)、前記(d)工程で得られた溶剤置換膜を乾燥する工程((e)工程)、前記(e)工程で得られたシートを、フィルム流れ方向(MD)に延伸する二次延伸工程((f)工程)、前記(f)工程で得られたフィルムを、フィルム幅方向(TD)に延伸した後に熱固定および/または熱緩和させる工程((g)工程)を有する、膜厚10μm以下のポリオレフィン微多孔膜を製造する方法であって、前記(f)工程における最上流のひずみ速度εmin(%/s)と最下流のひずみ速度εmax(%/s)との比(εmax/εmin)が1.1以上2.5以下であるポリオレフィン微多孔膜の製造方法。
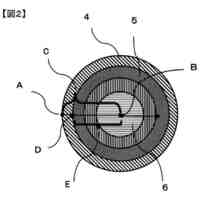
【選択図】なし
特許請求の範囲
【請求項1】
ポリオレフィン樹脂及び孔形成材料を含む樹脂組成物を溶融混練して押出す押出工程((a)工程)、
前記(a)工程で得られた押出物をシート状に成形するシート成形工程((b)工程)、
前記(b)工程で得られたシート状成形物を、少なくとも一回、少なくとも一軸方向に延伸する一次延伸工程((c)工程)、
前記(c)工程で得られた延伸シートから孔形成材料を置換する置換工程((d)工程)、
前記(d)工程で得られた溶剤置換膜を乾燥する工程((e)工程)、
前記(e)工程で得られたシートを、フィルム流れ方向(MD)に延伸する二次延伸工程((f)工程)、
前記(f)工程で得られたフィルムを、フィルム幅方向(TD)に延伸した後に熱固定および/または熱緩和させる工程((g)工程)を有する、
膜厚が10μm以下のポリオレフィン微多孔膜を製造する方法であって、
前記(g)工程における最上流のひずみ速度εmin(%/s)と最大のひずみ速度の比εmax(%/s)の比(εmax/εmin)が1.1以上2.5以下であるポリオレフィン微多孔膜の製造方法。
続きを表示(約 440 文字)
【請求項2】
前記(f)工程が、複数のロールを用いて多段延伸を行う工程を有しており、各ロール上流の張力Tn(N)と下流の張力Tn+1(N)の比(Tn+1/Tn)が、前記多段延伸の全延伸段階において1.1以上7.0以下である請求項1に記載のポリオレフィン微多孔膜の製造方法。
【請求項3】
前記(f)工程における延伸温度が、前記ポリオレフィン樹脂の融点(Tm-60)℃以上(Tm-30℃)以下である請求項1または2に記載のポリオレフィン微多孔膜の製造方法。
【請求項4】
膜厚が10μm以下であり、ポロメータにより求められる平均孔径が30nm以下であり、突き刺し強度が50gf/μm以上であって、フィルム幅方向(TD)における透気度の平均値に対する透気抵抗度の最小と最大の差Rが10%以下であるポリオレフィン微多孔膜。
【請求項5】
フィルム幅方向(TD)の厚み偏差が3%以下である請求項4に記載のポリオレフィン微多孔膜。
発明の詳細な説明
【技術分野】
【0001】
本発明は、物質の分離、選択透過等に用いられる分離膜、及びアルカリ電池、リチウム二次電池、燃料電池、コンデンサー等電気化学反応装置の隔離材等として広く使用されているポリオレフィン微多孔膜およびその製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
ポリオレフィン微多孔膜は物質の分離や選択透過などに用いられる分離膜、アルカリ二次電池、リチウム二次電池など電気化学素子の隔離材などに広く使用されている。特にリチウム二次電池用のバッテリーセパレータフィルムとして好適に使用されている。その理由として、ポリオレフィン微多孔膜が優れた機械強度やシャットダウン温度、イオン透過性能を有していることが挙げられる。
【0003】
その中でもリチウムイオン二次電池はノート型パーソナルコンピューターやスマートフォンなど幅広い用途に使用されている。特に電気自動車の市場拡大に伴い、電池の高出力化、高安全化が求められているため、セパレータフィルムとして用いられるポリオレフィン微多孔膜の性能としては、薄膜化、低抵抗化が求められる。しかし、それにより強度が低下するため、電極や異物による短絡(耐異物性)や電池が衝撃を受けた際に破膜(耐衝撃性の低下)が起こりやすく、電池の安全性が低下する。そのため、ポリオレフィン微多孔膜を構成する樹脂による高強度化や、延伸倍率の増加や二次延伸の導入などの製造方法による高強度化が必要となる。
【0004】
また、リチウムイオン二次電池においては、リチウム析出が発生しやすいため、セパレータフィルムとして用いられるポリオレフィン微多孔膜にはデンドライト耐性も向上させる必要がある。リチウムイオン二次電池のデンドライトとは、充放電に伴い負極とセパレータの界面付近に発生する針状の結晶であり、成長してセパレータを貫通すると短絡の原因になる場合がある。そのため、デンドライト耐性を向上させるためには小孔径のポリオレフィン微多孔膜が求められる。
【0005】
上記したようにリチウムイオン二次電池の小型化、高出力化に伴いセパレータフィルムに用いられるポリオレフィン微多孔膜には、薄膜低抵抗化、高安全性のためには高強度化および小孔径化の二つの性能を両立することが求められる。
【0006】
セパレータフィルムに用いられるポリオレフィン微多孔膜の製造方法としては、微多孔膜を構成する樹脂部分と孔を形成するための可塑剤とを溶融混錬することにより得たシートを、可塑剤を抽出する前に延伸する湿式延伸(一次延伸)および可塑剤を抽出および乾燥後に得たフィルムを延伸する二次延伸の構成から成る湿式法において、二次延伸工程におけるひずみ速度および延伸段数を特定の範囲にする方法が開示されている(特許文献1~3)。
【先行技術文献】
【特許文献】
【0007】
特許第6100022号公報
特許第6596329号公報
国際公開2018/164056号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1においては、ひずみ速度を特定の範囲にすることで放電特性が向上するとしているが、近年要求されている安全性のための膜厚当たりの強度および小孔径化を達成できない。また、特許文献2においては、二次延伸におけるひずみ速度を、あえて後段に向けて上昇させることにより、高い応力を発生させてカール性を抑制しているが、ひずみ速度の比や張力の比が大きいと、薄膜フィルムや繰り出し速度の速い延伸においては、ウェブ浮上が発生しやすく、フィルムの物性を均一に制御することが難しいという課題がある。また、特許文献3においては延伸段数を3段から5段にすることでフィルム流れ方向(MD)の延伸ムラを改善できたとしているが、生産能力を増大させるための高速化や広幅化を行うと延伸応力が増加するため、実際にはひずみ速度の比や張力比を特定の範囲で製造しないと、MDおよびフィルム幅方向(TD)の物性差が大きくなる。特にTDにおける透気抵抗度の最大と最小の差が大きくなるため、かかる方法で得られたポリオレフィン微多孔膜をセパレータとして非水系二次電池に用いると、レート特性とサイクル特性などの電池特性が悪化する。
【課題を解決するための手段】
【0009】
上記課題を解決し、目的を達成するために、本発明は以下の構成を有する。
(1)ポリオレフィン樹脂及び孔形成材料を含む樹脂組成物を溶融混練して押出す押出工程((a)工程)、前記(a)工程で得られた押出物をシート状に成形するシート成形工程((b)工程)、前記(b)工程で得られたシート状成形物を、少なくとも一回、少なくとも一軸方向に延伸する一次延伸工程((c)工程)、前記(c)工程で得られた延伸シートから孔形成材料を置換する置換工程((d)工程)、前記(d)工程で得られた溶剤置換膜を乾燥する工程((e)工程)、前記(e)工程で得られたシートを、フィルム流れ方向(MD)に延伸する二次延伸工程((f)工程)、前記(f)工程で得られたフィルムを、フィルム幅方向(TD)に延伸した後に熱固定および/または熱緩和させる工程((g)工程)を有する、膜厚10μm以下のポリオレフィン微多孔膜を製造する方法であって、前記(g)工程における最上流のひずみ速度εmin(%/s)と最大のひずみ速度の比εmax(%/s)の比(εmax/εmin)が1.1以上2.5以下であるポリオレフィン微多孔膜の製造方法。
(2)前記(f)工程が、複数のロールを用いて多段延伸を行う工程を有しており、各ロール上流の張力Tn(N)と下流の張力Tn+1(N)の比(Tn+1/Tn)が、前記多段延伸の全延伸段階において1.1以上7.0以下である(1)に記載のポリオレフィン微多孔膜の製造方法。
(3)前記(f)工程における延伸温度が、前記ポリオレフィン樹脂の融点(Tm-60)℃以上(Tm-30℃)以下である(1)または(2)に記載のポリオレフィン微多孔膜の製造方法。
(4)膜厚が10μm以下であり、かつ、ポロメータにより求められる平均孔径が30nm以下であるポリオレフィン微多孔膜であり、突き刺し強度が50gf/μm以上であって、フィルム幅方向(TD)における透気度の平均値に対する透気抵抗度の最小と最大の差Rが10%以下であるポリオレフィン微多孔膜。
(5)フィルム幅方向(TD)の厚み偏差が3%以下である(4)に記載のポリオレフィン微多孔膜。
【発明の効果】
【0010】
本発明によれば、リチウムイオン二次電池用セパレータとして使用する際に、高い出力性の高い安全性を付与し、電池の小型化、高出力化に寄与することが可能なポリオレフィン微多孔膜、およびその製造方法を提供することができる。また、二次延伸工程におけるひずみ速度や張力を特定の範囲とすることで、面内の透気度のばらつきが小さいポリオレフィン微多孔膜、およびその製造方法を提供することができる。かかるポリオレフィン微多孔膜をセパレータとして含む二次電池は、面内の電気化学的反応が均一に起こり、レート特性とサイクル特性などの電池特性が良好となる。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
編地
1か月前
東レ株式会社
積層体
2か月前
東レ株式会社
織編物
2か月前
東レ株式会社
吸着材料
3か月前
東レ株式会社
濾過方法
3か月前
東レ株式会社
複合半透膜
2か月前
東レ株式会社
中空回転翼
1か月前
東レ株式会社
積層フィルム
28日前
東レ株式会社
炭素繊維織物
2か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
衝撃吸収部材
1か月前
東レ株式会社
積層多孔質膜
今日
東レ株式会社
CPUソケット
3か月前
東レ株式会社
CPUソケット
3か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
太陽電池の製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
ポリエステル短繊維
1か月前
東レ株式会社
合成繊維の巻取装置
7日前
東レ株式会社
織物および繊維製品
3日前
東レ株式会社
炭素繊維パッケージ
1か月前
東レ株式会社
マルチフィラメント
27日前
東レ株式会社
フィルムの製造方法
26日前
東レ株式会社
浄水器用カートリッジ
2か月前
東レ株式会社
再生ポリエステル繊維
3か月前
東レ株式会社
車両用衝撃吸収構造体
2か月前
東レ株式会社
圧電性材料の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
多層積層複合断面繊維
3か月前
東レ株式会社
フィルムの製造方法。
12日前
東レ株式会社
濾過方法および濾過装置
2か月前
東レ株式会社
ポリオレフィン微多孔膜
3日前
東レ株式会社
ポリオレフィン微多孔膜
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ