TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101626
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218598
出願日
2023-12-25
発明の名称
熱風噴出装置
出願人
西日本商工株式会社
代理人
個人
,
個人
主分類
B23K
3/03 20060101AFI20250630BHJP(工作機械;他に分類されない金属加工)
要約
【課題】発熱部の昇温、風量の増加を抑制しつつ、前記発熱部の熱を効率よく対象物に伝える熱風噴出装置を提供する。
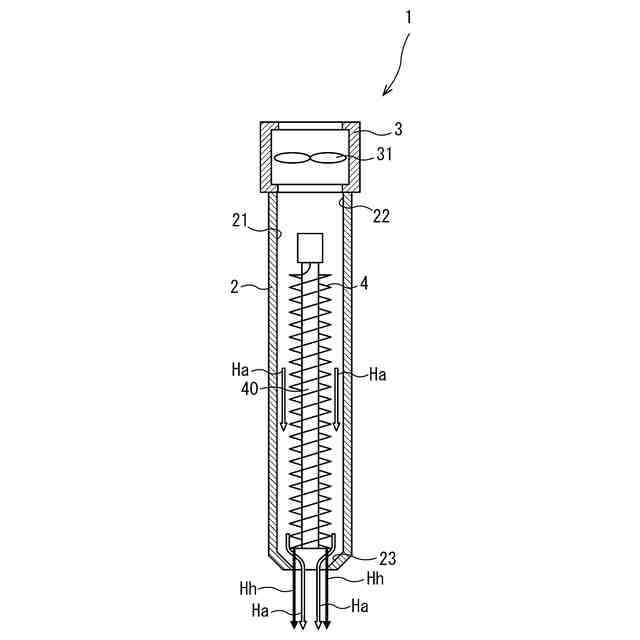
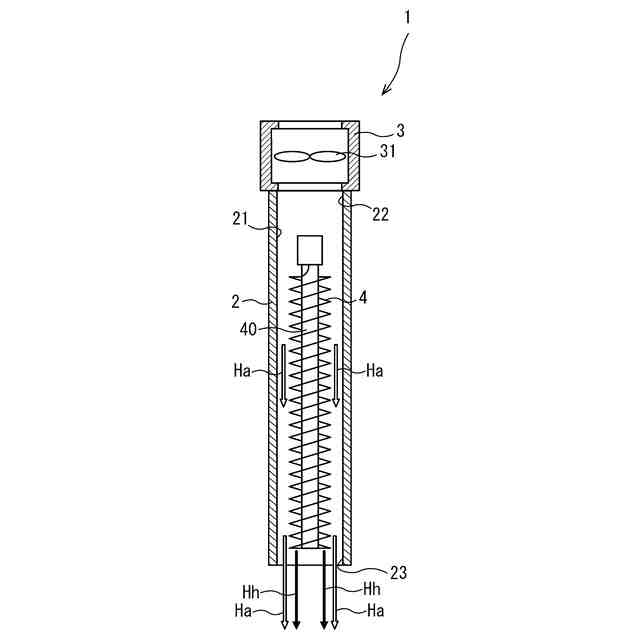
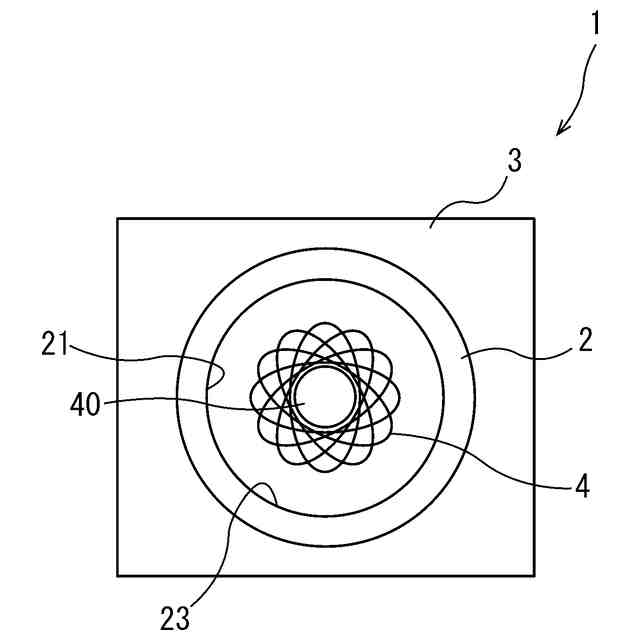
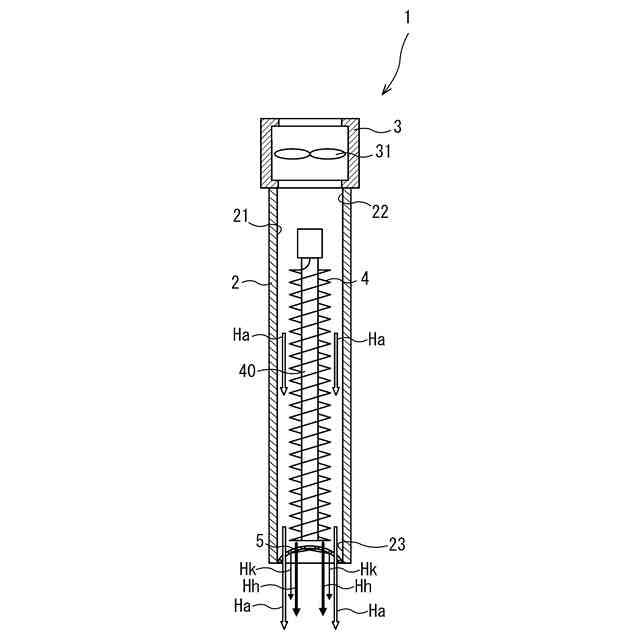
【解決手段】熱風噴出装置1は、空気が流れる流路21を有する本体部2と、流路21の一端部である流入口22から流路21内に空気を送り、流路21の他端部である流出口23から空気を噴出させる送風部3と、流路21内に位置し、発熱用電力によって発熱する発熱部4と、を有する。発熱部4は、送風部3によって流路21内に送られた空気を加熱し、且つ輻射熱Hhによって対象物を加熱する。
【選択図】図1
特許請求の範囲
【請求項1】
空気が流れる流路を有する本体部と、
前記流路の一端部から前記流路内に空気を送り、前記流路の他端部から空気を噴出させる送風部と、
前記流路内に位置し、発熱用電力によって発熱する発熱部と、
を有する、熱風噴出装置であって、
前記発熱部は、
前記送風部によって前記流路内に送られた空気を加熱し、且つ輻射熱によって対象物を加熱する、
熱風噴出装置。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の熱風噴出装置において、
前記発熱部は、
前記流路の他端部の開口方向から見て、前記発熱部の少なくとも一部が視認できる位置に配置されている、
熱風噴出装置。
【請求項3】
請求項1に記載の熱風噴出装置において、
前記発熱部の少なくとも一部は、
前記流路の他端部の開口方向に垂直な方向から見て、前記流路の他端と重なるように位置する、
熱風噴出装置。
【請求項4】
請求項1に記載の熱風噴出装置において、
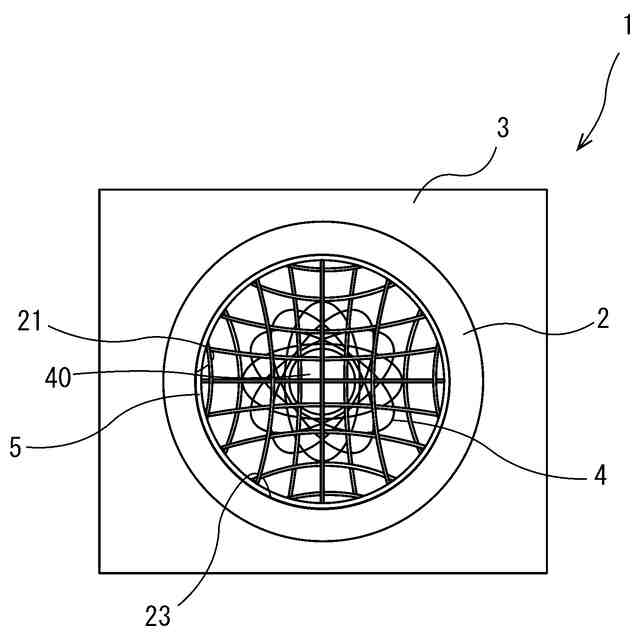
前記流路の他端部の開口方向から見て、少なくとも前記発熱部と重なるように位置し、前記流路の他端部の開口方向から見て、前記発熱部の中心に向かって湾曲した金網を有する、
熱風噴出装置。
【請求項5】
請求項1に記載の熱風噴出装置において、
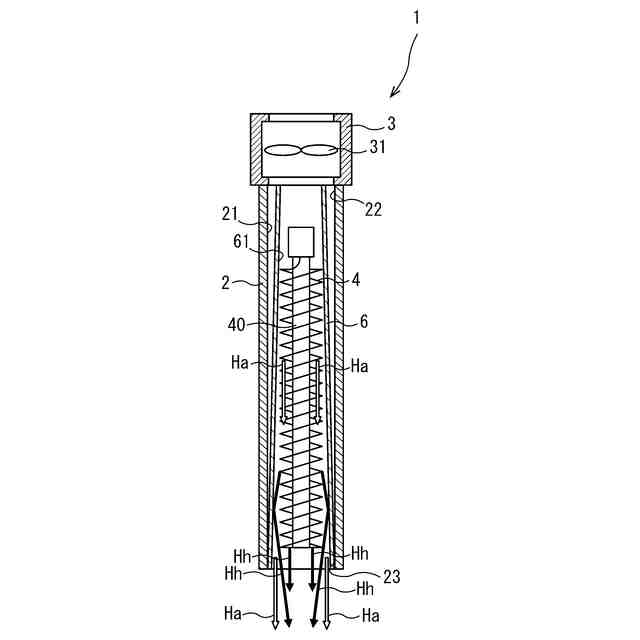
前記流路内に、径方向外方から前記発熱部を囲う反射板を有し、
前記反射板は、
前記流路の他端に近づく程、前記発熱部から離隔するように位置している、
熱風噴出装置。
【請求項6】
請求項1に記載の熱風噴出装置において、
前記本体部のうち、少なくとも一部の外周面は、
断熱材によって覆われている、
熱風噴出装置。
【請求項7】
請求項1に記載の熱風噴出装置において、
前記発熱部に供給される発熱用電力と、前記送風部に供給される送風用電力とを制御する制御装置を有し、
前記制御装置は、
前記輻射熱によって対象物を加熱するために必要な熱量を発生させる発熱用電力の下限値以上の発熱用電力が前記発熱部に供給されるように制御し、
前記発熱用電力の下限値によって発熱している前記発熱部を冷却するために必要な単位時間当たりの空気量を前記流路に供給する送風用電力の下限値以上の送風用電力が前記送風部に供給されるように制御する、
熱風噴出装置。
【請求項8】
請求項7に記載の熱風噴出装置において、
前記本体部は、
複数の流路を有し、前記複数の流路の内部に前記発熱部がそれぞれ位置し、
前記制御装置は、
複数の前記発熱部のうち1つの前記発熱部に供給される発熱用電力が最大電力値以下、且つ、複数の前記発熱部のうち2つ以上の前記発熱部に供給される発熱用電力の合計が最大合計電力値以下になるように前記各発熱部に供給される電力の上限値を制限する、
熱風噴出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱風噴出装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、はんだに熱風を吹き付けることによって、はんだ付けやはんだ除去を行う熱風式はんだ付け装置がある。例えば、特許文献1には、金属製円筒体のノズルパイプと、前記ノズルパイプに向かって空気を送るステーション部と、前記ノズルパイプの先端に取り付けられたノズル本体とを有する熱風噴出装置が記載されている。前記ノズルパイプには、ヒータ芯と発熱線コイルとによって構成される発熱部と、前記発熱部によって加熱された空気の温度を検知するセンサ部と、前記加熱された空気の温度分布を均一化させる導風板とが内蔵されている。
【先行技術文献】
【特許文献】
【0003】
再表2006/077618号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の熱風噴出装置において、前記発熱部で加熱された空気は、前記ノズルパイプ内の前記センサ部及び前記導風板が位置する部分と、前記ノズル本体とを通過して、加熱する対象物に噴出される。前記ノズルパイプ内の前記センサ部及び前記導風板が位置する部分と、前記ノズル本体とは、前記発熱部から離れている。よって、前記発熱部で加熱された空気の熱量は、前記センサ部、前記導風板及び前記ノズル本体に伝わる。従って、前記先端口から噴出される空気の温度は、前記発熱部で加熱された際の空気の温度よりも低くなる。
【0005】
これにより、特許文献1に記載の熱風噴出装置は、空気の温度と前記対象物との温度差が小さくなり、単位時間当たりに前記空気から前記対象物に伝わる熱量が低下する。よって、熱風噴出装置において、はんだ付けやはんだ除去を行うために必要な熱を前記対象物に伝えるためには、前記発熱部の温度をより高くしたり、熱風の流量を増やしたりすることが考えられる。しかしながら、前記発熱部の温度をより高くする場合、前記発熱部の劣化が進む可能性がある。また、流量を上げるとはんだ付け時やはんだ除去を行う際に、はんだ等が飛散する等の問題が発生する可能性がある。
【0006】
従って、発熱部の昇温、風量の増加を抑制しつつ、前記発熱部の熱を効率よく対象物に伝える熱風噴出装置が望まれる。
【課題を解決するための手段】
【0007】
本発明の一実施形態に係る熱風噴出装置は、空気が流れる流路を有する本体部と、前記流路の一端部から前記流路内に空気を送り、前記流路の他端部から空気を噴出させる送風部と、前記流路内に位置し、発熱用電力によって発熱する発熱部と、を有する、熱風噴出装置であって、前記発熱部は、前記送風部によって前記流路内に送られた空気を加熱し、且つ輻射熱によって対象物を加熱する(第1の構成)。
【0008】
上述のように構成される熱風噴出装置の前記発熱部は、対象物を加熱するための空気を加熱するとともに、輻射熱によって前記対象物を加熱する。そのため、前記熱風噴出装置は、前記流路の他端部から噴出される加熱された空気と、前記発熱部の輻射熱とによって対象物を加熱する。前記輻射熱は、前記発熱部から放射される赤外線等の電磁波が前記対象物に当たることによって生じる。つまり、前記輻射熱は、空気等の熱媒体を介することなく、電磁波によって前記対象物に熱を直接伝えるため効率が良い。
【0009】
また、前記輻射熱は、前記対象物を電磁波によって直接加熱するため、空気等の熱伝達媒体を必要としない。よって、比重の軽いはんだを溶融するために、対象物に当てる空気の流量を変更した場合であっても、前記輻射熱によって前記対象物に伝わる熱量が変化しない。このように、前記熱風噴出装置は、流量に応じて対象物に伝える熱を調整可能な空気による加熱と、空気の流量に関係なく安定して対象物に熱を伝えることができる輻射熱による加熱とを併用している。これにより、前記発熱部の昇温、風量の増加を抑制しつつ、前記発熱部の熱を効率よく対象物に伝えることができる。
【0010】
前記第1の構成において、前記発熱部は、前記流路の他端部の開口方向から見て、前記発熱部の少なくとも一部が視認できる位置に配置されている(第2の構成)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
西日本商工株式会社
熱風噴出装置
2か月前
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め装置
10日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
21日前
日進工具株式会社
エンドミル
5か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
個人
型枠製造装置のフレーム
今日
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ツガミ
工作機械
27日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社不二越
ブローチ盤
1か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
有限会社 ナプラ
ソルダペースト
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ