TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101545
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218462
出願日
2023-12-25
発明の名称
アルミニウム合金製の板状部材と皮膜付板状部材とそれらを用いた複合品及びアルミニウム製の板状部材の製造方法、並びに皮膜付板状部材の製造方法
出願人
MAアルミニウム株式会社
代理人
個人
主分類
C22C
21/06 20060101AFI20250630BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】アルミニウム合金製の板状部材を提供する。
【解決手段】板状部材は、Siを0.30質量%以上0.70質量%以下、Feを0.20質量%以上0.60質量%以下、Mgを0.40質量%以上0.60質量%以下、Tiを0.01質量%以上0.10質量%以下、Mnを0.01質量%以上0.10質量%以下含有し、残部がAlと不可避的不純物としたアルミニウム合金からなり、表面の平均結晶粒径が50.0μm以下であり、表面の金属間化合物の分布密度が0.5×10
4
個/mm
2
以上2.5×10
4
個/mm
2
以下であり、CIE 1976 L
*
a
*
b
*
色空間(JISZ8781-4)における明度指数L
*
が65.0以上80.0以下であり、表面の最大高さ粗さRz(JISB0601:2013)が15μm以下である。
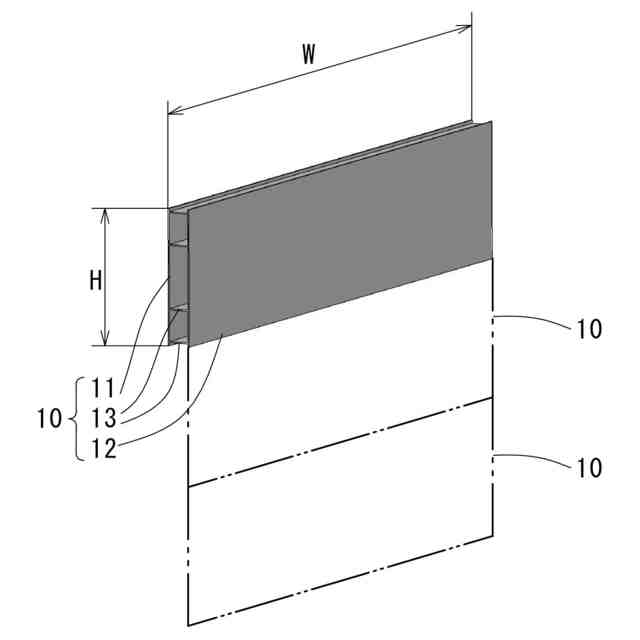
【選択図】図1
特許請求の範囲
【請求項1】
Siを0.30質量%以上0.70質量%以下、Feを0.20質量%以上0.60質量%以下、Mgを0.40質量%以上0.60質量%以下、Tiを0.01質量%以上0.10質量%以下、Mnを0.01質量%以上0.10質量%以下含有し、残部がAlと不可避的不純物としたアルミニウム合金からなり、
表面の平均結晶粒径が50.0μm以下であり、
前記表面の0.5μm以上4.5μm以下の金属間化合物の分布密度が0.5×10
4
個/mm
2
以上2.5×10
4
個/mm
2
以下であり、
CIE 1976 L
*
a
*
b
*
色空間(JISZ8781-4)における明度指数L
*
が65.0以上80.0以下であり、
前記表面の最大高さ粗さRz(JISB0601:2013)が15μm以下であることを特徴とする、アルミニウム合金製の板状部材。
続きを表示(約 1,100 文字)
【請求項2】
0.2%耐力が200MPa以上であることを特徴とする、請求項1に記載のアルミニウム合金製の板状部材。
【請求項3】
請求項1に記載のアルミニウム合金製の板状部材の前記表面に陽極酸化皮膜をさらに備えたことを特徴とする、皮膜付板状部材。
【請求項4】
合成樹脂からなり前記陽極酸化皮膜を覆うクリア塗膜をさらに備えたことを特徴とする、請求項3に記載の皮膜付板状部材。
【請求項5】
請求項1又は請求項2に記載の前記板状部材を複数並列に組み合わせてなる複合品であって、
前記板状部材同士の明度指数L
*
の差の絶対値が10以下であることを特徴とする、複合品。
【請求項6】
請求項3又は請求項4に記載の前記皮膜付板状部材を複数並列に組み合わせてなる複合品であって、
前記皮膜付板状部材同士の明度指数L
*
の差の絶対値が10以下であることを特徴とする、複合品。
【請求項7】
Siを0.30質量%以上0.70質量%以下、Feを0.20質量%以上0.60質量%以下、Mgを0.40質量%以上0.60質量%以下、Tiを0.01質量%以上0.10質量%以下、Mnを0.01質量%以上0.10質量%以下含有し、残部がAlと不可避的不純物としたアルミニウム合金からなるビレットを製造するビレット製造工程と、
前記ビレットを550℃以上595℃以下に2時間以上8時間以下保持して均質化処理する均質化工程と、
均質化処理を施した前記ビレットを460℃以上540℃以下に加熱し押出速度を10m/分以上50m/分以下で熱間押出し加工する加工工程と、
押出材が押出直後の温度から150℃に到達するまでの冷却速度を3℃/秒以上となるように冷却する焼入れ工程と、
焼入れした前記押出材を165℃以上210℃以下に加熱した状態を2時間以上10時間以下保持して人工時効処理する時効処理工程と、
人工時効処理を施した前記押出材にアルカリエッチングを施すエッチング工程と、を備えたことを特徴とする、アルミニウム合金製の板状部材の製造方法。
【請求項8】
請求項7に記載の製造方法で製造した板状部材の表面に陽極酸化皮膜を形成する陽極酸化処理工程を備えたことを特徴とする、皮膜付板状部材の製造方法。
【請求項9】
合成樹脂で前記陽極酸化皮膜を覆った後、前記合成樹脂を焼き付けてクリア塗膜を形成する塗装工程をさらに備えたことを特徴とする、請求項8に記載の皮膜付板状部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金製の板状部材と皮膜付板状部材とそれらを用いた複合品及びアルミニウム製の板状部材の製造方法、並びに皮膜付板状部材の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
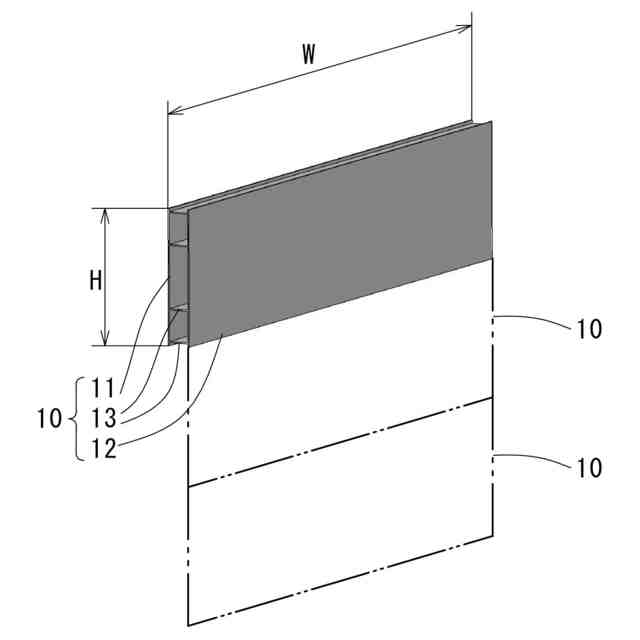
トラック用あおり板1は、板状のアルミニウム合金部材を複数組み合わせて構成されている。このアルミニウム合金部材は、アルミニウム合金からなる鋳塊を押出し加工して押出材を成形した後に、押出材を陽極酸化処理して陽極酸化皮膜が設けられている。
【0003】
特許文献1には、Si,Fe,Mg,Sn等を含有したアルミニウム合金からなる鋳塊を押出し加工した後に、押出材にアルカリエッチングと陽極酸化処理とを施して、グレー発色の陽極酸化皮膜を形成することが開示されている。
【0004】
特許文献2には、電解着色を行わずに、グレー発色の陽極酸化皮膜を形成することが開示されており、特許文献2では、Si,Fe,Mg,Cu等を含有したアルミニウム合金からなる鋳塊を押出し加工した後に、押出材にアルカリエッチングと陽極酸化処理とを施している。
【先行技術文献】
【特許文献】
【0005】
特開2001-226797号公報 段落0010
特開2005-248213号公報 段落0027
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の陽極酸化皮膜は淡いグレー色を呈しており、アルミニウム基材の表面が梨地に形成されているため、トラック用あおり板などの部材として使用する場合には、より見映えを良くすることが望ましい。
【0007】
特許文献2の陽極酸化皮膜は暗いグレー色を呈し、また陽極酸化皮膜がアルミニウム基材の表面を外部から遮るため、トラック用あおり板などの部材として使用する場合には、見映えが劣る恐れがある。
【0008】
複数のアルミニウム合金部材を組み合わせて製品を構成する場合に、各アルミニウム合金部材の色調が異なると見映えが悪くなってしまう。製品としては、あおり板に限らず、複数の板状のアルミニウム合金部材を並列に組み合わせて構成される架台などの複合品も、一部のアルミニウム基材の表面の仕上げが異なると意匠性が低減してしまう。
【0009】
アルミニウム合金部材としては、容易に製造でき、且つ好適に製品として使用できるものが望ましい。例えば押出し加工では、押出材の表面にキズが付いてしまうと、その後に陽極酸化皮膜を形成すると、そのキズが目立ち製品の意匠性が損なわれてしまう。
【0010】
そこで、上記課題に鑑みて、本発明は、アルミニウム合金製の板状部材と皮膜付板状部材とそれらを用いた複合品及びアルミニウム製の板状部材の製造方法と皮膜付板状部材の製造方法とを提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
1か月前
宏幸株式会社
金属回収方法
5か月前
個人
高強度せん断補強筋用の鋼材
5か月前
株式会社神戸製鋼所
鋼材
4か月前
株式会社神戸製鋼所
銅合金板
1か月前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
1か月前
大同特殊鋼株式会社
鋼材及び金型
1か月前
大同メタル工業株式会社
摺動材料
1か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
焼結鉱の製造方法
2日前
住友金属鉱山株式会社
銅の製造方法
2か月前
JFEスチール株式会社
浸炭鋼部品
5か月前
日本精線株式会社
銅合金
6か月前
JFEスチール株式会社
亜鉛回収方法
2か月前
株式会社SCREENホールディングス
反応槽
1か月前
MAアルミニウム株式会社
ブレージングシート
13日前
JFEスチール株式会社
鋼および鋼部品
1か月前
日本製鉄株式会社
軸受用鋼管
3か月前
住友金属鉱山株式会社
タリウム化合物の製造方法
2日前
株式会社村田製作所
スズイオンの分離方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ