TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100889
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2025071894,2021055514
出願日
2025-04-23,2021-03-29
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/26 20120101AFI20250626BHJP(研削;研磨)
要約
【課題】 透明な終点検出用窓にスラリーや研磨屑が滞留するのを防止し、終点検出用窓による研磨加工の終点検出の精度低下を防止する。
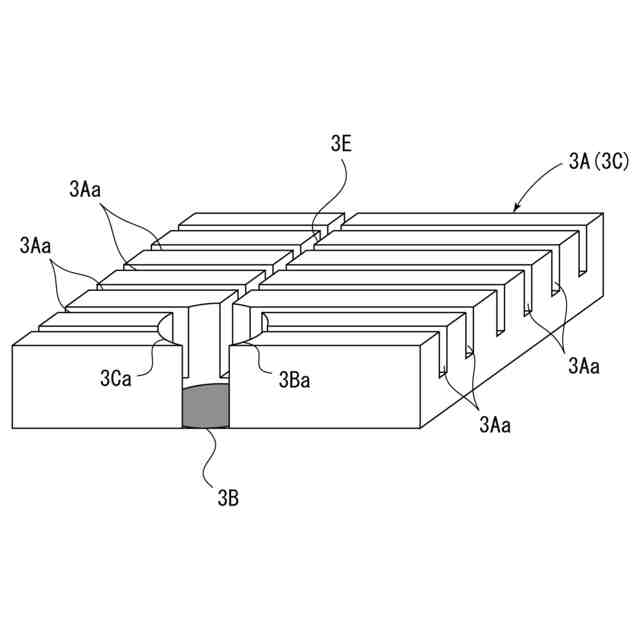
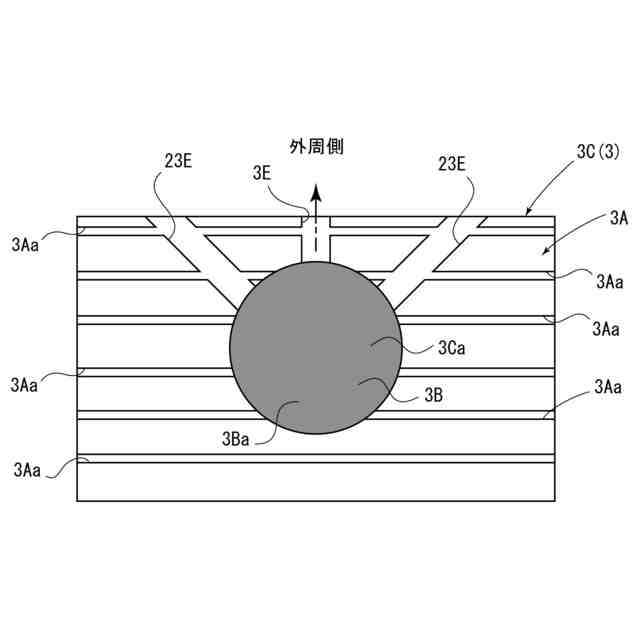
【解決手段】 研磨パッド3は、検査光L1が透過可能な終点検出用窓3Bを有する研磨層3Cを備えており、その研磨面3Aには複数の同心円状の環状溝3Aaが形成されている。終点検出用窓3Bの上面3Baは、研磨面3Aよりも低くなっており、そこは凹部3Caとなっている。終点検出用窓3Bの上面3Ba及び凹部3Caから研磨面3Aの図示しない外周縁まで半径方向の排出溝3Eが形成されている。
研磨加工中にスラリーや加工屑が終点検出用窓3Bの上面3Baや凹部3Caに流入しても、排出溝3Eを介して研磨面3Aの外方へ排出される。そのため、終点検出用窓3Bの上面3Baにスラリーや研磨屑が滞留することを防止することができる。
【選択図】 図3
特許請求の範囲
【請求項1】
被研磨物を研磨する研磨面を有する研磨層と、この研磨層に設けられて研磨加工中の終点を検出するための透明な終点検出用窓とを備えた研磨パッドにおいて、
上記終点検出用窓における研磨面側となる一面は、上記研磨面よりも高さが低くなるように形成されて、上記研磨面との間に凹部が形成されており、
さらに上記研磨面に、上記凹部から研磨面の外周縁に連通する少なくとも一つの排出溝が形成されており、
研磨加工中のスラリー及び研磨屑は上記凹部から排出溝を介して研磨面の外方へ排出されることを特徴とする研磨パッド。
続きを表示(約 600 文字)
【請求項2】
上記研磨面の同心円上の位置に複数の環状溝が形成されており、
上記排出溝は、上記環状溝と交差して設けられており、
上記終点検出用窓における研磨面側の一面は、環状溝の底部よりも高さが低いことを特徴とする請求項1に記載の研磨パッド。
【請求項3】
上記排出溝の底部は、上記環状溝の底部と高さが同じ又は底部より低く、上記終点検出用窓における研磨面側の一面よりも高さが高くなっていることを特徴とする請求項2に記載の研磨パッド。
【請求項4】
上記研磨面から上記終点検出用窓における研磨面側となる一面までの深さと上記排出溝の深さとの差は、0.05から0.20mmであることを特徴とする請求項3に記載の研磨パッド。
【請求項5】
上記研磨面の上記排出溝は、上記凹部から半径方向に形成された第1排出溝と、当該第1排出溝に対して所定角度をなして形成された第2排出溝とを有することを特徴とする請求項1~4のいずれかに記載の研磨パッド。
【請求項6】
上記研磨面に複数の直線状の溝を交差させた格子状溝が形成されており、
上記格子状溝を構成する少なくとも1つの直線状の溝は、上記終点検出用窓の凹部と交差して設けられており、該1つの直線状の溝が上記排出溝となっていることを特徴とする請求項1~4のいずれかに記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関し、より詳しくは、研磨加工の終点を検出するための透明な終点検出用窓を備えるとともに、該終点検出用窓の検出精度の低下を防止する排出溝が研磨面に形成された研磨パッドに関する。
続きを表示(約 5,100 文字)
【背景技術】
【0002】
従来、研磨加工の終点を検出するための透明な終点検出用窓を備えるとともに、スラリーや研磨屑をするための排出溝を研磨面等に設けた研磨パッドは公知である(例えば特許文献1~特許文献2)。
特許文献1の研磨パッドにおいては、終点検出用窓の一面(上面)は、研磨面に形成された排出溝の底部よりも低い位置に位置している。他方、特許文献2の研磨パッドにおいては、終点検出用窓の上面に凹面が形成されるとともに、該凹面に排出溝が形成されている。
【先行技術文献】
【特許文献】
【0003】
特表2013-517146号公報
特開2016-182667号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1の研磨パッドにおいては、終点検出用窓の一面(上面)が研磨面よりも低い位置にあるため、研磨加工中にスラリーや研磨屑が終点検出用窓に滞留して該終点検出用窓による終点検出精度が低下する恐れがあった。
他方、特許文献2の研磨パッドは、終点検出用窓の上面に凹面が形成され、かつ該凹面に排出溝が形成されているので、排出溝とそれ以外の部分とで検査光の透過量が異なるために、終点検出用窓による終点検出精度が低下するという問題があった。
また、排出溝以外の部分に検査光を通す場合、終点検出用窓を大きくする必要があり、終点検出用窓が研磨性能に影響を与える可能性がある。
【課題を解決するための手段】
【0005】
上述した事情に鑑み、本発明は、被研磨物を研磨する研磨面を有する研磨層と、この研磨層に設けられて研磨加工中の終点を検出するための透明な終点検出用窓とを備えた研磨パッドにおいて、
上記終点検出用窓における研磨面側となる一面は、上記研磨面よりも高さが低くなるように形成されて、上記研磨面との間に凹部が形成されており、
さらに上記研磨面に、上記凹部から研磨面の外周縁に連通する少なくとも一つの排出溝が形成されており、
研磨加工中のスラリー及び研磨屑は上記凹部から排出溝を介して研磨面の外方へ排出されることを特徴とするものである。
【発明の効果】
【0006】
このような構成によれば、終点検出用窓にスラリーや研磨屑が滞留するのを防止できるので、検査光が終点検出用窓を透過する際の透過具合が変わることがなく、したがって、終点検出精度の低下を防止することができる。また、終点検出用窓における研磨面側となる一面が研磨面よりも高さが低くなるように形成されているため、終点検出用窓が研磨に及ぼす影響を可及的に小さくすることができる。
【図面の簡単な説明】
【0007】
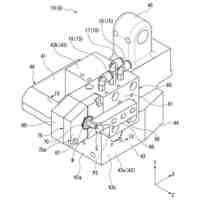
本発明の一実施例を示す研磨装置の斜視図。
図1の要部の縦断面図。
図1の研磨面の要部の斜視図。
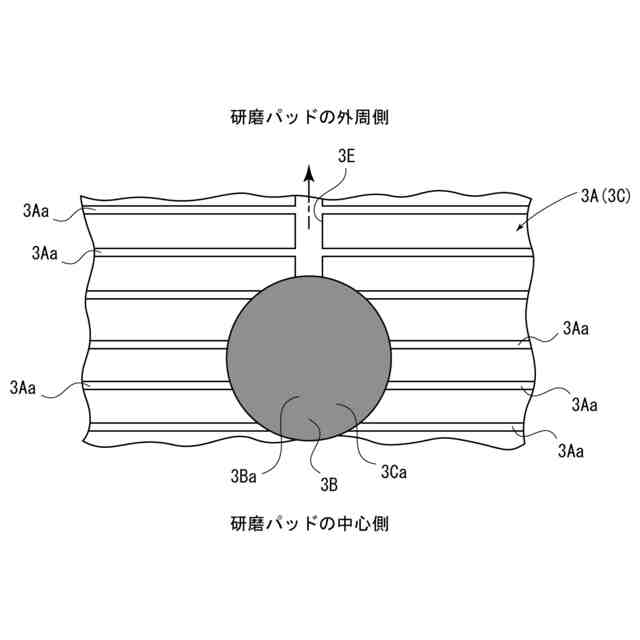
図1の研磨面の要部の平面図。
図1の研磨パッドの製造工程を示す図。
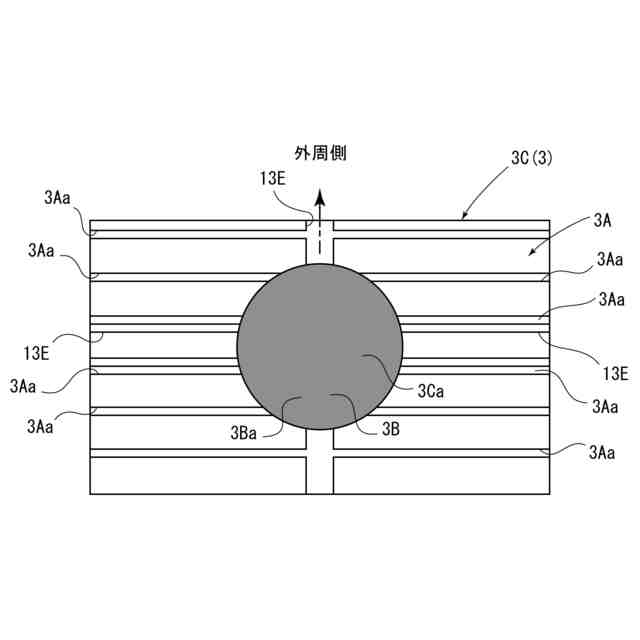
本発明の第2実施例を示す要部の平面図。
本発明の第3実施例を示す要部の平面図。
【発明を実施するための形態】
【0008】
以下、図示実施例について本発明を説明すると、図1ないし図2において、1は研磨装置であり、この研磨装置1は、薄板状の被研磨物2(例えば半導体ウエハ)を研磨パッド3によって研磨するようになっている。この研磨装置1は、被研磨物2に対して研磨加工を行う際に、被研磨物2の被研磨面2Aに向けて検査光L1を照射することで、研磨加工の進捗状況と加工終了となる終点を検出できるようになっている。
研磨装置1は、下方側に位置して上面に研磨パッド3が固定される研磨定盤4と、上方側に位置して下面に被研磨物2を保持する保持定盤5と、被研磨物2と研磨パッド3との間にスラリーS(研磨液)を供給するスラリー供給機構6と、検査光L1を用いて被研磨物2の研磨加工の進捗状況と加工の終点を検出する検出機構7を備えている。
研磨装置1による研磨加工の対象となる被研磨物2は、光学材料、シリコンウェハ、液晶用ガラス基板、半導体基板の他、ガラス、金属、セラミック等の板状物である。また、スラリー供給機構6が供給するスラリーSとしては、対象となる被研磨物2および求められる加工精度に応じて従来公知の好適な物を使用することができる。
上記研磨定盤4および保持定盤5はそれぞれ略円盤状となっており、それぞれ図示しない駆動機構によって矢印方向に回転するようになっており、また、上記保持定盤5は昇降可能に設けられている。
被研磨物2に研磨加工を行う際には、保持定盤5によって被研磨物2の被研磨面2A(下面)を研磨パッド3の研磨面3Aに設定圧力で押し当てた状態で、それらが相対的に回転されるとともに、スラリー供給機構6からスラリーSが被研磨物2の被研磨面2Aと研磨パッド3の研磨面3Aとの間に供給されるようになっている。
研磨パッド3の研磨面3Aには、研磨パッド3の中心(回転中心)を囲繞して同心円状に複数の環状溝3Aaが半径方向において等ピッチで形成されている。これら複数の環状溝3AaがスラリーSを保持するスラリー保持溝となっており、スラリー供給機構6から吐出されたスラリーSはこれら複数の環状溝3Aa内に流入して研磨面3Aの全域に供給されるようになっている(図2~図4参照)。
【0009】
ところで、被研磨物2の研磨加工を行う際には、該被研磨物2の研磨加工の進捗状況と加工終了となる終点を検出する必要がある。そこで、この研磨装置1は、下方側から上方に向けて検査光L1を照射して、被研磨物2の被研磨面2Aからの反射光L2を基にして研磨加工の進捗状況と加工終点を検出する検出機構7を備えている。
研磨パッド3の所定位置には、上記検査光L1を透過させ、かつ被研磨物2の被研磨面2Aからの反射光L2を透過させる透明な終点検出用窓3Bが設けられている。
研磨パッド3は、上方側に位置する円板状の研磨層3Cと、研磨層3Cの下面に接着剤や両面テープで接着された円板状の支持層3D(クッション層)とを備えている。研磨層3Cの所定位置に透明な終点検出用窓3Bが設けられており、その下方側となる支持層3Dの位置には、検査光L1及び被研磨物2からの反射光を通過させるための貫通孔3Daが穿設されている。
終点検出用窓3Bの平坦な上面3Baは、研磨層3Cの上面である研磨面3Aよりも少し低くなっている。具体的には、上面3Baは、環状溝3Aaの底部よりも低い位置にあり、研磨面3Aよりも0.9mm程度低くなっており、それにより上面3Baの上方位置に円形の凹部3Caが生じている。
前述したように、研磨面3Aには、同心円状に複数の環状溝3Aaが形成されており、それらの数本の環状溝3Aaは、終点検出用窓3Bの隣接上方位置の凹部3Caと交差している。つまり、図3ないし図4に示すように、凹部3Caの内周面に複数の環状溝3Aaが開口し、該環状溝3Aaと凹部3Caとが連通した状態となっている。
他方、終点検出用窓3Bの下面3Bbと研磨層3Cの下面は同一平面となっており、研磨層3Cの下面に支持層3Dの上面が接着剤や両面テープによって接着されている。そして、上下で一体となった研磨層3Cと支持層3Dからなる研磨パッド3は、その下面(支持層3Dの下面)を接着剤や両面テープによって研磨定盤4の上面4Aに固定されている。
研磨定盤4には、上記研磨パッド3の終点検出用窓3B及び支持層3Dの貫通孔3Daの下方位置に、検査光L1を上方へ照射する発光部7A及び被研磨物2からの反射光を受光する受光部7Bが設けられている。検出機構7は、これら発光部7A及び受光部7Bと、それらの作動を制御し、かつ、研磨加工中における加工の進捗状況と加工終了となる終点を検出する制御部7Cを備えている。
被研磨物2に対する研磨加工中においては、検出機構7の発光部7Aから検査光L1が上方に向けて照射されるので、該検査光L1は透明な終点検出用窓3Bを透過して被研磨物2の被研磨面2Aに照射される。すると、検査光L1は被研磨物2の被研磨面2Aによって下方に向けて反射され、その反射光L2は透明な終点検出用窓3Bを透過して受光部7Bによって検出される。受光部7Bで検出した反射光L2は制御部7Cへ伝達されるようになっている。
そして、被研磨物2の研磨加工が進行して、被研磨物2の被研磨面2Aが徐々に研磨されることに伴って、受光部7Bによって検出される反射光L2の強度等が変化する。制御部7Cは、受光部7Bによって検出された反射光L2の強度等が、予め登録された強度等になると、被研磨面2Aが加工終点になったものと判定して、研磨加工を停止させる。すると、駆動機構が停止されるので研磨定盤4及び保持定盤5の回転が停止するとともに、スラリー供給機構6からのスラリーSの供給も停止されるようになっている。
このように、検出機構7の検査光L1を用いて被研磨物2の研磨加工が行われる際に研磨加工の終点を検出できるようになっている。なお、このような検査光L1を用いた検出機構7の構成は既に公知である。
【0010】
しかして、図3ないし図4に示すように、本実施例の研磨パッド3は、研磨層3Cの研磨面3Aに、終点検出用窓3Bの上面3Ba及び凹部3Caの位置から研磨面3Aの外周縁まで到達する半径方向の排出溝3Eが形成されていることが特徴となっている。
終点検出用窓3Bは検査光L1及び反射光L2を透過させる透明な材料によって円板状に形成されており、この終点検出用窓3Bは、研磨層3Cの所定位置に形成された貫通孔に隙間なく嵌合されている。終点検出用窓3Bの直径は9mmに設定されており、軸方向寸法(上下方向寸法)は研磨層3Cの厚さよりも短い寸法となっている。
なお、終点検出用窓3Bの材料としては、ポリウレタン等の弾性樹脂を用いることができる。終点検出用窓3Bは検査光L1及び反射光L2の妨げとなるような発泡を避けた構造とする必要がある。より具体的には内部に空隙が形成されないポリウレタン等の弾性樹脂体が好ましい。
本実施例では、終点検出用窓3Bが円形となっているが、これ以外に例えば長方形、正方形、多角形、楕円形等の様々な形状とすることもできる。また、終点検出用窓3Bは少なくとも1つ設けられていれば良い。
研磨面3Aと終点検出用窓3Bの上面3Baの高さの差(凹部3Caの深さ)は、0.9mm程度に設定されている。さらに、上記各環状溝3Aaの幅は0.4mmに設定されており、隣り合う環状溝3Aaのピッチは2.8mmに設定されている。
また、各環状溝3Aaの深さは0.6mmに設定されている。これにより、スラリー等が環状溝3Aaから凹部3Caに流れる。
排出溝3Eは、研磨層3Cの半径方向に直線状に形成されており、この排出溝3Eの外方側の端部は図示しない研磨層3Cの外周縁(外周面)に開口し、排出溝3Eの内方側の端部は凹部3Caの内周面に開口している。この排出溝3Eは、研磨面3Aに形成された複数の環状溝3Aaとも交差して、それらと連通した状態となっている。排出溝3Eの深さは、0.8mmに設定されており、排出溝3Eの底部は終点検出用窓3Bの上面3Baよりも高く、かつ環状溝3Aaの底部と同じかより低い位置に位置している。これにより、スラリー等は、排出溝3Eから排出されるまでに終点検出用窓3Bの上面3Baに一定量溜まった状態が維持されるようになり、スラリー等の流れに伴って検査光L1及び反射光L2の強度が低下するのを防止することができ、ひいては、検出機構7による終点検出精度が低下するのを防止することができる。
そして、終点検出用窓3Bの上面3Baに隣接する排出溝3Eにも、複数の環状溝3Aaが交差して、該複数の環状溝3Aaと排出溝3Eとが連通した状態となっている(図2ないし図4参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
27日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社クボタ
管研削装置
今日
株式会社村田製作所
切削装置
22日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
不二空機株式会社
可搬型動力工具
22日前
株式会社リブラ
ブラスト加工装置
3か月前
シンクス株式会社
ボード切断装置
1か月前
オークマ株式会社
円筒研削盤
12日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社ディスコ
砥石
20日前
株式会社IHI
ブラストガン
4か月前
株式会社精工技研
研磨装置および研磨方法
3か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
NTN株式会社
加工装置
3か月前
株式会社ディスコ
加工装置
4か月前
リックス株式会社
ドライアイス噴射装置
5か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
株式会社ディスコ
加工方法
1か月前
信越半導体株式会社
洗浄処理装置
5か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社マキタ
サンダ
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
4か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ