TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099902
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216887
出願日
2023-12-22
発明の名称
電極配置設計の評価プログラム、研磨装置及び電極配置設計の評価方法
出願人
スピードファム株式会社
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B24B
49/04 20060101AFI20250626BHJP(研削;研磨)
要約
【課題】ウェーハの断面形状を加工中にオペレータに適切に認識させることができる電極配置設計の評価プログラムを提供すること。
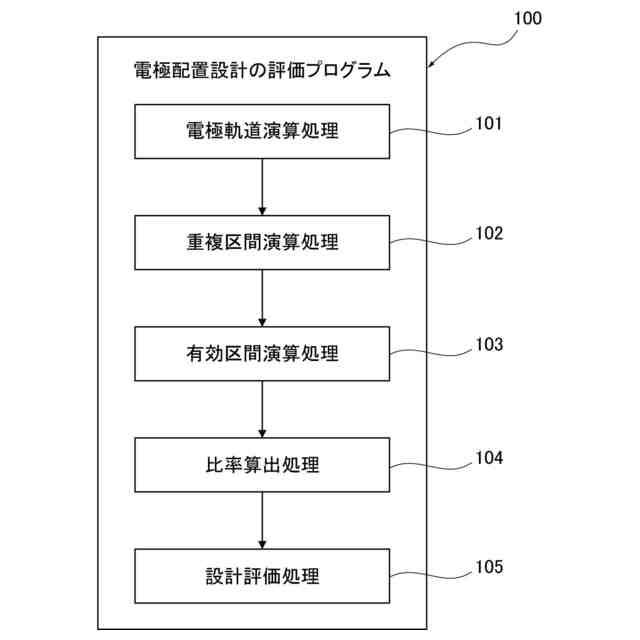
【解決手段】圧電材料のウェーハの研磨中に、ウェーハの共振周波数を検出するための一対の電極の配置設計を評価するための評価プログラム100であって、一対の電極の配置条件を含む所定の情報に基づいて、対象ウェーハを所定時間研磨したときの一対の電極の軌道である電極軌道を演算する電極軌道演算処理101と、電極軌道のうち、対象ウェーハの上を通過する重複区間を演算する重複区間演算処理102と、重複区間のうち、一対の電極が対象ウェーハに同時に対向する有効区間を演算する有効区間演算処理103と、重複区間に占める有効区間の割合である有効比率を算出する比率算出処理104と、をコンピュータに実行させる。
【選択図】図7
特許請求の範囲
【請求項1】
圧電材料からなるウェーハの研磨中に前記ウェーハの共振周波数を検出するための一対の電極が定盤に取り付けられた研磨装置における電極配置設計を評価するための評価プログラムであって、
前記一対の電極の配置条件を含む所定の情報に基づいて、任意のウェーハを所定時間研磨したときの前記一対の電極の軌道である電極軌道を演算する電極軌道演算処理と、
前記電極軌道のうち、前記任意のウェーハの上を通過する区間である重複区間の長さを演算する重複区間演算処理と、
前記重複区間のうち、前記一対の電極が前記任意のウェーハに同時に対向する区間である有効区間の長さを演算する有効区間演算処理と、
前記重複区間に占める前記有効区間の割合である有効比率を算出する比率算出処理と、
をコンピュータに実行させる
ことを特徴とする評価プログラム。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載された評価プログラムにおいて、
前記有効比率と所定の閾値とを比較して、前記電極配置設計を評価する設計評価処理を前記コンピュータに実行させる
ことを特徴とする評価プログラム。
【請求項3】
圧電材料からなるウェーハを定盤によって研磨する研磨機と、
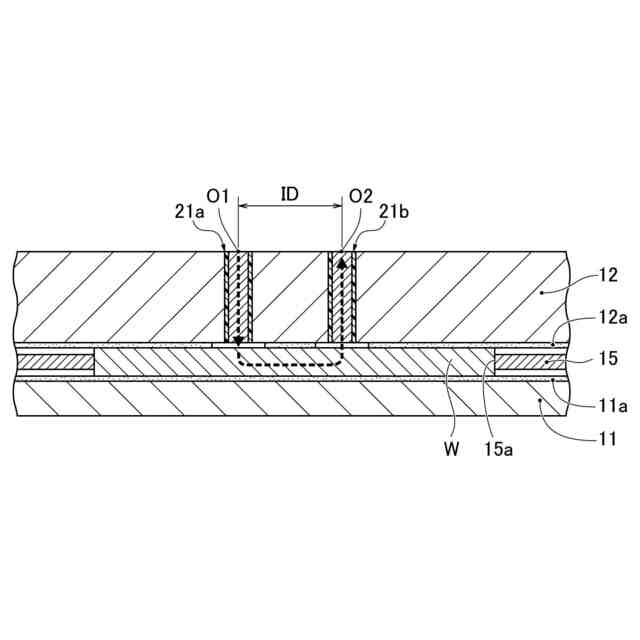
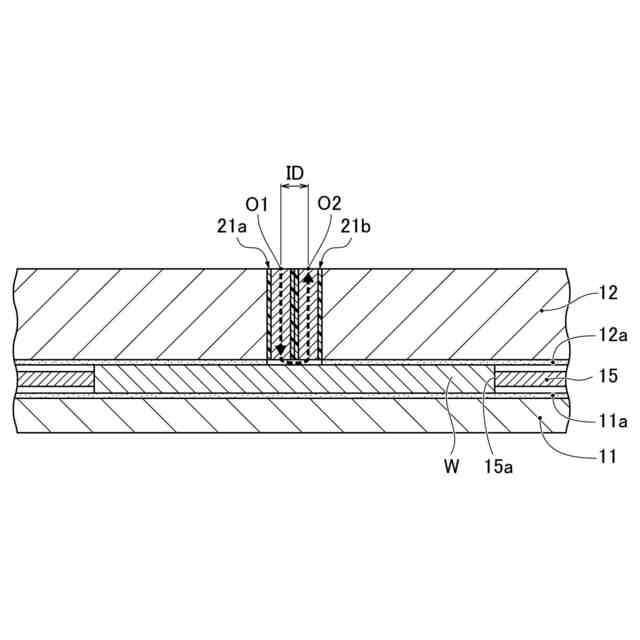
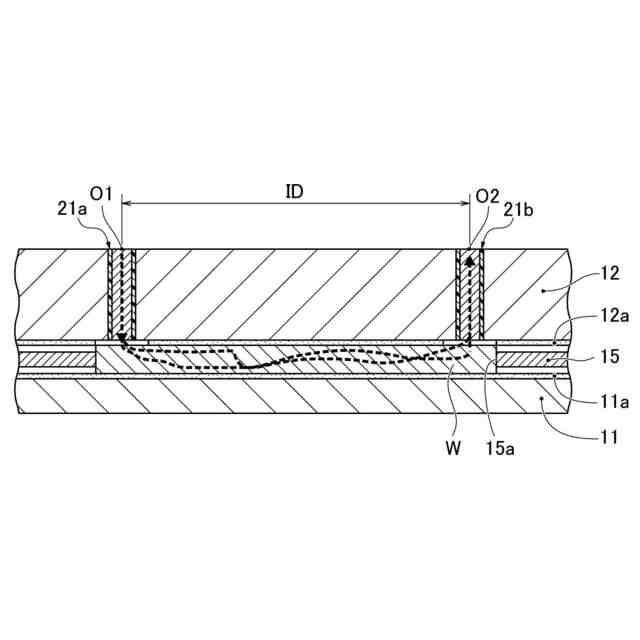
前記定盤に取り付けられ、先端面が前記ウェーハに臨む第1電極及び第2電極と、
所定の周波数掃引信号を前記第1電極から前記ウェーハに印加させ、前記第2電極が受信した前記周波数掃引信号に基づいて前記ウェーハの共振周波数を演算する周波数演算部と、
前記共振周波数に基づいて前記ウェーハの断面形状を示す形状描画線を生成する形状描画部と、
前記形状描画線を表示する表示器と、
を備えたことを特徴とする研磨装置。
【請求項4】
請求項3に記載された研磨装置において、
前記第1電極及び前記第2電極は、請求項1又は請求項2に記載された評価プログラムによって評価された電極配置設計に従って前記定盤の所定位置に配置されている
ことを特徴とする研磨装置。
【請求項5】
請求項3に記載された研磨装置において、
前記第1電極の中心と前記第2電極の中心と間の距離である電極間距離が、1mm~500mmに設定された
ことを特徴とする研磨装置。
【請求項6】
請求項4に記載された研磨装置において、
前記第1電極の中心と前記第2電極の中心と間の距離である電極間距離が、1mm~500mmに設定された
ことを特徴とする研磨装置。
【請求項7】
請求項3に記載された研磨装置において、
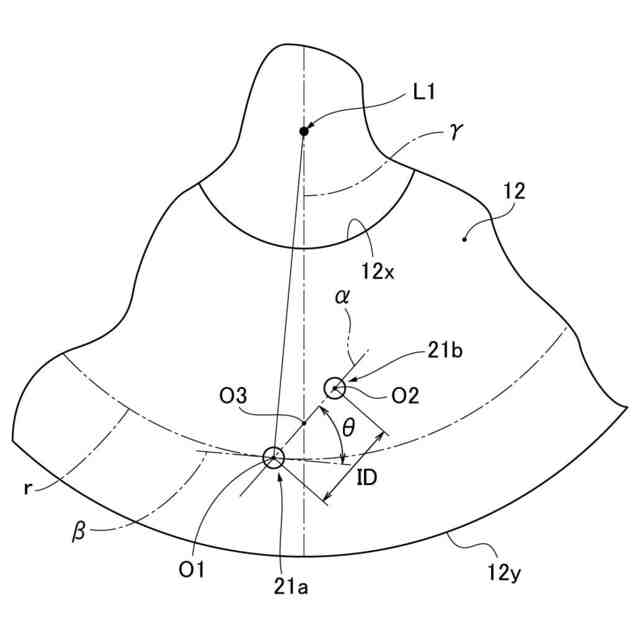
前記定盤の中心と、前記第1電極の中心と前記第2電極の中心との中点と、を結ぶ直線上における前記中点の位置である定盤径方向位置が、前記定盤の内周端でゼロ%とし、前記定盤の外周端で100%としたとき、10%~80%の範囲に設定される
ことを特徴とする研磨装置。
【請求項8】
請求項4に記載された研磨装置において、
前記定盤の中心と、前記第1電極の中心と前記第2電極の中心との中点と、を結ぶ直線上における前記中点の位置である定盤径方向位置が、前記定盤の内周端でゼロ%とし、前記定盤の外周端で100%としたとき、10%~80%の範囲に設定される
ことを特徴とする研磨装置。
【請求項9】
圧電材料からなるウェーハの研磨中に前記ウェーハの共振周波数を検出するための一対の電極が定盤に取り付けられた研磨装置における電極配置設計を評価する評価プログラムを搭載したコンピュータで実行される評価方法であって、
前記一対の電極の配置条件を含む所定の情報に基づいて、任意のウェーハを所定時間研磨したときの前記一対の電極の軌道である電極軌道を演算するステップと、
前記電極軌道のうち、前記任意のウェーハの上を通過する区間である重複区間の長さを演算するステップと、
前記重複区間のうち、前記一対の電極が前記任意のウェーハに同時に対向する区間である有効区間の長さを演算するステップと、
前記重複区間に占める前記有効区間の割合である有効比率を算出するステップと、
前記有効比率と所定の閾値とを比較して、前記電極配置設計を評価するステップと、
を備えることを特徴とする評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨中のウェーハの共振周波数を検出するための電極の配置設計を評価する評価プログラム、ウェーハを研磨する研磨装置及び電極の配置設計の評価方法に関する発明である。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、例えば光反射干渉法等の光学的手段でウェーハの厚さを測定し、取得した厚さデータに基づいてウェーハの断面形状を示す形状描画線を生成して表示する研磨装置が知られている(例えば、特許文献1参照)。
【0003】
また、水晶等の圧電材料は、その厚さ寸法に依存して共振周波数が決定されることが知られている。そこで、圧電材料からなるウェーハを研磨する際、所望の周波数特性が得られる所定の厚さに加工するため、一対の電極を定盤に設け、一方の電極から所定の周波数掃引信号を印加し、ウェーハを通過した周波数掃引信号を他方の電極を介して取得して、ウェーハの共振周波数を求めることが可能な研磨装置が知られている(例えば、特許文献2及び特許文献3参照)。
【先行技術文献】
【特許文献】
【0004】
特許第6605395号
特開2002-103221号公報
特開2002-190628号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、研磨装置において光学的手段によってウェーハの厚さを測定する場合、使用する研磨液が透過性であることが必要である。透過性ではない研磨液を用いた研磨環境においては、本来ウェーハへと照射されるべき光が研磨液により遮られ、厚さ測定という目的を達成することができない。また、光学的手段を用いてウェーハの厚さを測定する方法では、インターナルギヤやサンギヤ、定盤等のそれぞれの原点(中心)位置をもとに、ウェーハの位置及び厚さ測定器の位置を把握し、厚さ測定器による測定光の照射位置を、研磨装置におけるインターナルギヤ等の位置と照合しながら形状描画線を生成する例が多い。このような位置情報を把握する測定手段においては、各ギヤや定盤の原点位置情報や、ウェーハのセット位置情報、キャリアの原点位置情報等が原則的に必要となる。
【0006】
一方、ウェーハの共振周波数を取得する測定手段の場合、研磨液が透過性であるか否かに拘らず、測定器からウェーハへの導電性がある程度確保できていればウェーハの共振周波数を測定することが可能である。また装置構成において、ウェーハの位置情報等を演算しない場合であっても、共振周波数のデータの連続性という特徴から、理論上ウェーハの断面形状の情報を得ることが可能である。他方、従来の測定器を使用した研磨装置では、ウェーハの共振周波数のデータからウェーハの断面形状を示す形状描画線を生成することは行われていない。そのため、研磨装置のオペレータは、研磨中のウェーハの断面形状を加工中に把握することが難しかった。
【0007】
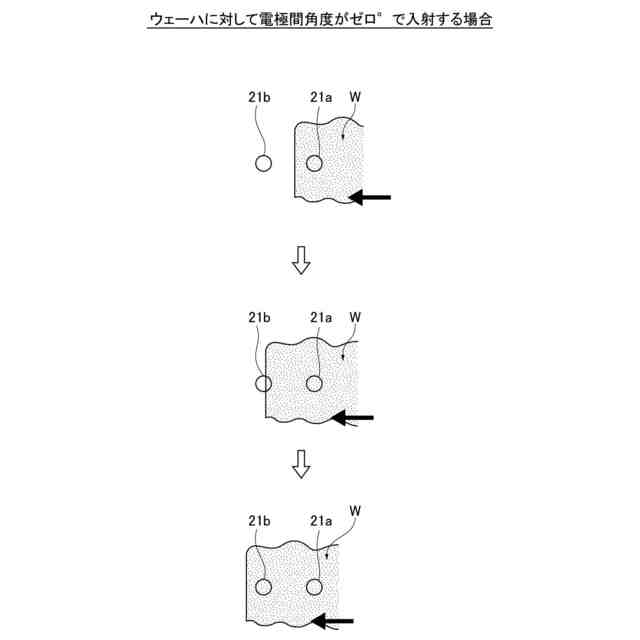
さらに、共振周波数を検出するための電極の配置が変わると、ウェーハ研磨中の電極の軌道が変化し、共振周波数を検出するための信号強度が変動したり、信号が得られなかったりといった測定結果の変動が起こる。また、電極がウェーハ上を適切に通過することができず、測定の機会が得られない、または少なくなるという状況も起こり得る。つまり、ウェーハの共振周波数の検出精度は、電極の配置設計に依存して変動することとなり、ウェーハの断面形状を示す形状描画線の生成の状況も電極の配置設計に依存して変わる。そこで、ウェーハの断面形状を加工中に精度よくオペレータに把握させるためには、ウェーハの共振周波数を測定するシステムの使用に加えて、適切な電極配置の設計を行うことが求められている。
【0008】
本発明は、上記問題に着目してなされたもので、ウェーハの断面形状を加工中に研磨機のオペレータに適切に認識させることができる電極配置設計の評価プログラム、研磨装置及び電極配置設計の評価方法を提供することを課題としている。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明の電極配置設計の評価プログラムは、圧電材料からなるウェーハの研磨中に前記ウェーハの共振周波数を検出するための一対の電極が定盤に取り付けられた研磨装置における電極配置設計を評価するための評価プログラムであって、前記一対の電極の配置条件を含む所定の情報に基づいて、任意のウェーハを所定時間研磨したときの前記一対の電極の軌道である電極軌道を演算する電極軌道演算処理と、前記電極軌道のうち、前記任意のウェーハの上を通過する区間である重複区間の長さを演算する重複区間演算処理と、前記重複区間のうち、前記一対の電極が前記任意のウェーハに同時に対向する区間である有効区間の長さを演算する有効区間演算処理と、前記重複区間に占める前記有効区間の割合である有効比率を算出する比率算出処理と、をコンピュータに実行させることを特徴とする。
【0010】
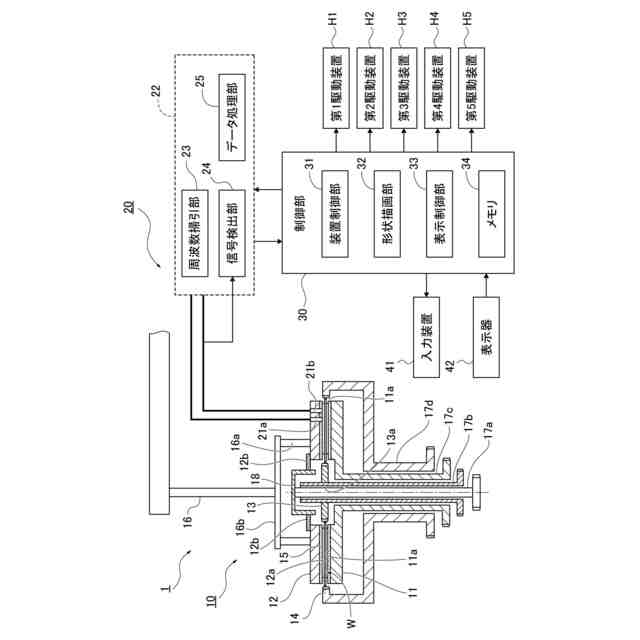
上記目的を達成するため、本発明の研磨装置は、圧電材料からなるウェーハを定盤によって研磨する研磨機と、前記定盤に取り付けられ、先端面が前記ウェーハに臨む第1電極及び第2電極と、所定の周波数掃引信号を前記第1電極から前記ウェーハに印加させ、前記第2電極が受信した前記周波数掃引信号に基づいて前記ウェーハの共振周波数を演算する周波数演算部と、前記共振周波数に基づいて前記ウェーハの断面形状を示す形状描画線を生成する形状描画部と、前記形状描画線を表示する表示器と、を備えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
5日前
株式会社村田製作所
切削装置
27日前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
シンクス株式会社
ボード切断装置
1か月前
株式会社リブラ
ブラスト加工装置
3か月前
不二空機株式会社
可搬型動力工具
27日前
株式会社ニッチュー
ブラスト装置
4日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
砥石
25日前
株式会社精工技研
研磨装置および研磨方法
3か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
オークマ株式会社
円筒研削盤
17日前
株式会社IHI
ブラストガン
4か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社東京精密
ワーク加工装置
2か月前
リックス株式会社
ドライアイス噴射装置
5か月前
NTN株式会社
加工装置
4か月前
株式会社ディスコ
加工装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
信越半導体株式会社
洗浄処理装置
5か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社マキタ
サンダ
4か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
2か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社荏原製作所
研磨装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ