TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098678
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214990
出願日
2023-12-20
発明の名称
局所ハンダ付け方法
出願人
セイテック株式会社
代理人
弁理士法人はなぶさ特許商標事務所
主分類
B23K
3/06 20060101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ハンダ不良のない局所ハンダ付け方法を提供すること。
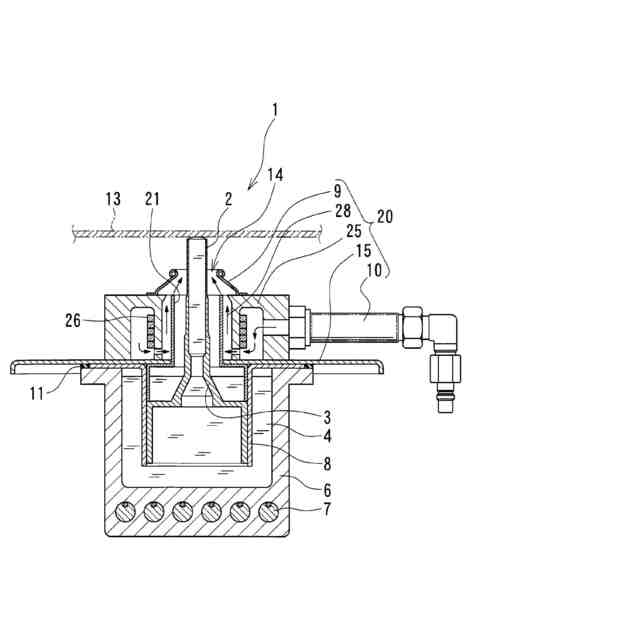
【解決手段】上方へ突出したノズル2から必要量の溶融ハンダを吐出し、その際、少なくとも該ノズルの先端部の周囲雰囲気を不活性ガスで占めるとともに溶融ハンダを基板13と接触させることにより、基板の所望箇所に対してハンダ付けを行う局所ハンダ付け方法であって、ノズル上端から基板下面へと流れる不活性ガスの温度がノズルから吐出する溶融ハンダの溶融温度以上の温度であることを特徴とする、局所ハンダ付け方法を提供する。
【選択図】図2
特許請求の範囲
【請求項1】
上方へ突出したノズルから必要量の溶融ハンダを吐出し、その際、少なくとも該ノズルの先端部の周囲雰囲気を不活性ガスで占めるとともに溶融ハンダを基板と接触させることにより、基板の所望箇所に対してハンダ付けを行う局所ハンダ付け方法であって、
ノズル上端から基板下面へと流れる不活性ガスの温度がノズルから吐出する溶融ハンダの溶融温度以上の温度であることを特徴とする、局所ハンダ付け方法。
続きを表示(約 150 文字)
【請求項2】
前記不活性ガスは窒素ガス又はアルゴンガスである、請求項1に記載の局所ハンダ付け方法。
【請求項3】
前記ノズル上端から基板下面に流れる不活性ガスの温度が、ノズルから吐出する溶融ハンダの溶融温度以上でかつ350℃以下の温度である、請求項1に記載の局所ハンダ付け方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板の所望箇所に対して相対的に小さい面積でかつ少量のハンダ付けをするための局所ハンダ付け方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
局所ハンダ付け方法は、局所ハンダ付け装置等を使用して行われる方法である。ハンダ付け装置等によるハンダ付けは、溶融ハンダを噴出させる噴出口付近においてハンダが大気と接触するため、ハンダが外気中の酸素により酸化され、ドロスを形成しやすいという点及びハンダ付けする際の温度が低下しハンダの粘度が上昇してしまうという欠点があった。この欠点を取り除くため、噴出口付近を高温の不活性ガスで覆うように改善されていた。
【0003】
従来の局所ハンダ付け方法は、ノズルから吐出するハンダを不活性ガスで覆うことによるハンダの酸化防止の機能を備え、かつハンダ槽からノズルを経て基板と接触するまでのハンダの移送経路の間を密閉した構造のものとし、ノズルの外側の空間を高温の不活性ガスで充満させたことにより、ハンダ槽内の貯留時から基板との接触時までのハンダ移送経路全体にわたり、ハンダの温度低下防止を備えた機能が採用されている。そして、局所ハンダ付け装置は保温チャンバの内部雰囲気を250℃乃至400℃に加温することができる手段が設けられている(例えば、特許文献1の請求項4)。
また、従来の局所ハンダ付け方法では、基板内の新しい基板箇所に局所ハンダ付け装置のノズルが移動し、該ノズルの上端部の溶融ハンダの温度が低下する場合、溶融ハンダの温度が適切な温度に戻るまでに待ち時間が設定されていた。
【先行技術文献】
【特許文献】
【0004】
特開2009-101395
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のハンダ付け方法は、保温チャンバ内の不活性ガスを加温し、ハンダ槽内を流通させ、ノズルの上端に到達させる局所ハンダ付け装置によりなされている。このような装置の構造であれば、ノズル及びノズルを通過する溶融ハンダの温度低下を防ぐことが可能なハンダ付けができると考えられていた。
しかし、特許文献1のハンダ付け方法を使用する装置は、保温チャンバ内に流入された不活性ガスを一旦350℃以上に加温しても、ノズルの上端部近傍での不活性ガスの温度は溶融ハンダの溶融温度以下となることが生じることが判明した。
したがって、ノズルから吐出する溶融ハンダの温度が下がる可能性がありえる。
そこで、局所ハンダ付け方法において、ノズルの上端部より吐出する溶融ハンダの周囲雰囲気における不活性ガスの温度が、溶融ハンダの溶融温度以下となることがないように、更なる改良が求められていた。
【課題を解決するための手段】
【0006】
即ち本発明は、
[1] 上方へ突出したノズルから必要量の溶融ハンダを吐出し、その際、少なくとも該ノズルの先端部の周囲雰囲気を不活性ガスで占めるとともに溶融ハンダを基板と接触させることにより、基板の所望箇所に対してハンダ付けを行う局所ハンダ付け方法であって、ノズル上端から基板下面へと流れる不活性ガスの温度がノズルから吐出する溶融ハンダの
溶融温度以上の温度であることを特徴とする、局所ハンダ付け方法
[2] 前記不活性ガスは窒素ガス又はアルゴンガスである、[1]に記載の局所ハンダ付け方法。
[3] 前記ノズル上端から基板下面に流れる不活性ガスの温度が、ノズルから吐出する溶融ハンダの溶融温度以上でかつ350℃以下の温度である、[1]に記載の局所ハンダ付け方法。
【発明の効果】
【0007】
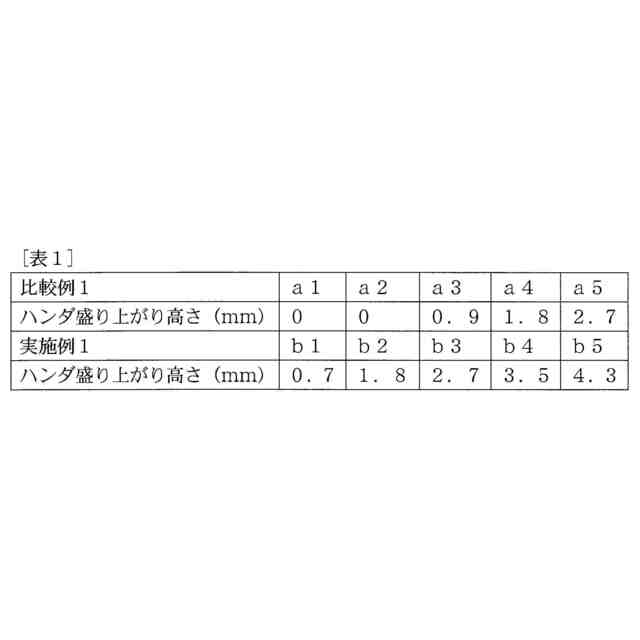
本発明の局所ハンダ付け方法は、局所ハンダ付け装置のノズルの上端部を溶融ハンダの溶融温度以上の不活性ガスで覆うことにより、ハンダ付けする際のハンダ酸化防止及びノズル上端部の溶融ハンダの温度低下防止を達成でき、ハンダの粘度上昇が発生しないためにハンダ付け性が向上し(基板上面のハンダ盛り上がりの高さが高くなる)、ハンダ付け不良が少なくなり、ハンダ付け品質が向上する。
本発明の局所ハンダ付け方法は、ノズルを新しい基板箇所に移動した際に低下した溶融ハンダの温度を加温により適切温度まで戻す、待ち時間を短縮することができ、かつ1箇所当たりのハンダ付け速度を向上させ、ハンダ付けの生産性を向上することができる。
【図面の簡単な説明】
【0008】
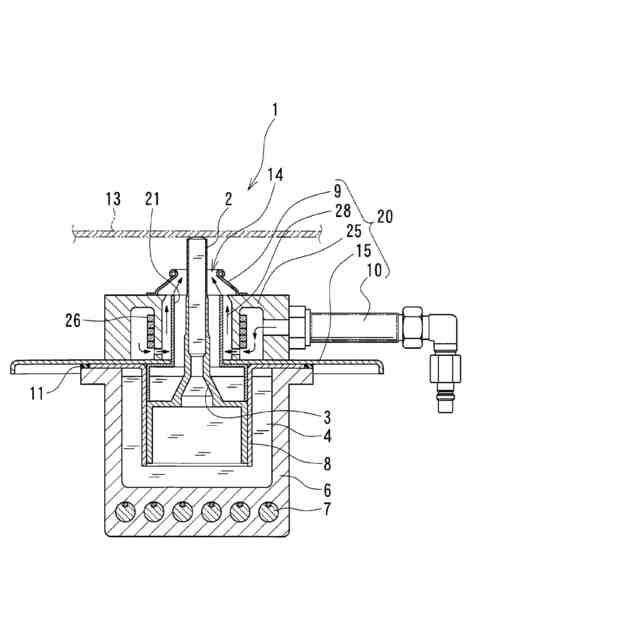
図1は、本発明の局所ハンダ付け装置の斜視図である。
図2は、図1におけるA-A断面を示す図である。
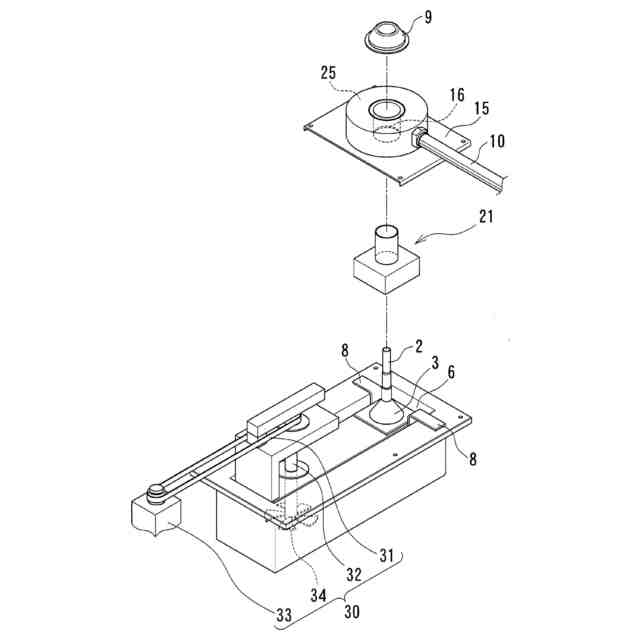
図3は、本発明の局所ハンダ付け装置の分解図である。
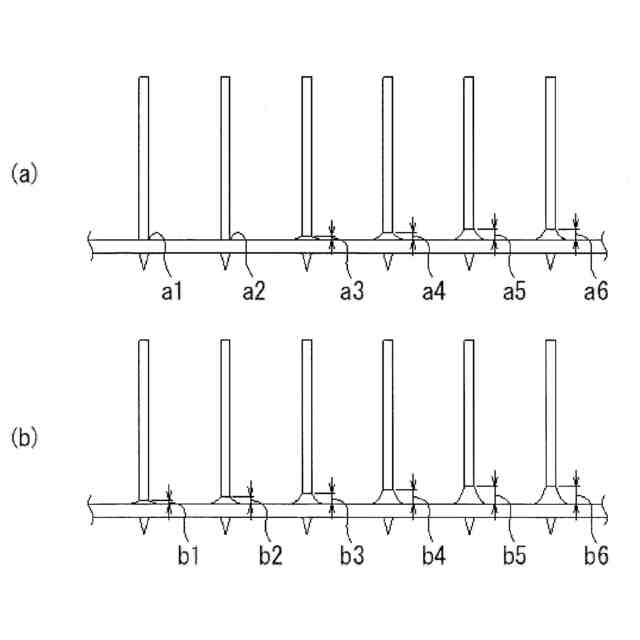
図4は、本発明の局所ハンダ付け装置及び従来の局所ハンダ付け装置でハンダ付けした際のハンダ付けの状況を示す写真である〔(a)比較例1(従来例)、(b)実施例1〕。
図5は、本発明の局所ハンダ付け装置及び従来の局所ハンダ付け装置でハンダ付けした際のハンダ付けの状況を示す模式図である〔(a)比較例1(従来例)、(b)実施例1〕。
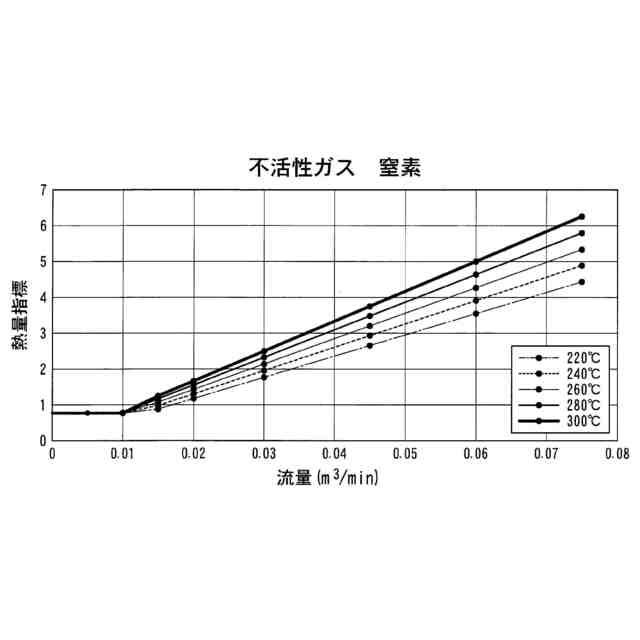
図6は、不活性ガスに窒素を使用した場合の、熱量指標と流量の関係を示すグラフである。
図7は、不活性ガスにアルゴンを使用した場合の、熱量指標と流量の関係を示すグラフである。
【発明を実施するための最良の形態】
【0009】
本発明のハンダ付け方法は、不活性ガスを不活性ガス導入管及び/又は保温チャンバ内のヒータ部材で加温し、不活性ガス導入管及び保温チャンバ温度を上げるとともに、ノズル上端部を覆う不活性ガスの温度を溶融ハンダの溶融温度以上になるような加温手段を備え、基板下面に一定量以上の熱量を供給できるハンダ付け方法を特徴とする。そして、本発明の方法を使用できる局所ハンダ付け装置(以下、装置とも称す)を提供する。
本発明の方法を達成するには、例えば不活性ガス、不活性ガスを加温しノズル上端部から基板下面に流れるまで溶融ハンダの溶融温度以上に維持する不活性ガス加温手段、ノズル上端部から勢いよく基板下面に流れる不活性ガスの流路形成させる不活性ガス流通手段、ハンダ槽からノズル先端部までの溶融ハンダ加温手段、ハンダ圧送手段を備えられる。
以下、本発明の一態様を示す方法を使用する装置の具体的な構成とともに説明する。
局所ハンダ付け装置の構成の一態様において、例えば、装置には、溶融ハンダを貯留するハンダ槽、溶融ハンダを基板下面までに送るノズル、ハンダ槽の上部を覆う保温チャンバ、不活性ガスを導入する不活性ガス導入管等を備えられる。
【0010】
<不活性ガス>
本発明において、不活性ガスとはハンダを酸化させないガスであり、酸素を含有しないガスである。例えば、窒素ガス、ヘリウムガス又はアルゴンガスなどが挙げられ、安価で
比較的入手しやすいという点で、窒素ガス又はアルゴンガスが好ましい。
本発明における不活性ガスは、例えば高圧ボンベなどのガス供給源から(ヒータ部材付)不活性ガス導入管を経由して保温チャンバ内部に流入される。このとき不活性ガスは、常温であっても、またある程度の温度まで、例えばおよそ100℃乃至200℃まで予備加温されていてもよい。
不活性ガスは、ノズルに圧送された溶融ハンダの温度低下が起きないように十分な量で保温チャンバ内部に流入され、かつノズル上端から基板下面に流れる。その流量はおよそ10リットル(L)/分以上であり、好ましくはおよそ20L/分以上であり、より好ましくは、およそ30L/分である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
15日前
株式会社FUJI
工作機械
19日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
7日前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社FUJI
チャック装置
3か月前
ブラザー工業株式会社
工作機械
3か月前
トヨタ自動車株式会社
接合方法
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
管用テーパタップ
3か月前
株式会社ダイヘン
溶接装置
8日前
株式会社不二越
超硬合金製ドリル
2か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社コスメック
クランプ装置
3か月前
住友重機械工業株式会社
加工装置
12日前
株式会社プロテリアル
金属箔の溶接方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ

































