TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097345
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213480
出願日
2023-12-19
発明の名称
バランス確認治具
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B23K
26/70 20140101AFI20250624BHJP(工作機械;他に分類されない金属加工)
要約
【課題】煩雑な処理を要さず、短時間で粉末材料の供給分布を計測できる技術を提供する。
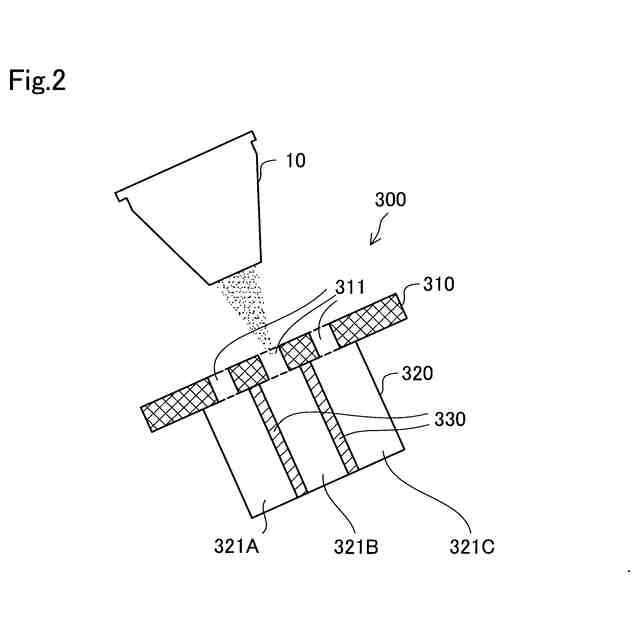
【解決手段】レーザクラッド加工における粉末材料の吐出量のバランス確認治具は、レーザクラッド加工において粉末材料の吐出を行うレーザヘッドに着脱可能であり、粉末材料が通過する略矩形形状の複数の開口部を有する蓋部と、蓋部の下方に設けられ、開口部を通過した粉末材料を収容する粉末受部と、粉末受部に収容され、複数の開口部のうち隣接する開口部同士の間に位置するように配置されている板状の部材であり、粉末受部を開口部の長手方向と並行方向に並ぶ複数の領域に仕切ると仕切部と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
レーザクラッド加工における粉末材料の吐出量のバランス確認治具であって、
前記レーザクラッド加工において前記粉末材料の吐出を行うレーザヘッドに着脱可能であり、
前記粉末材料が通過する略矩形形状の複数の開口部を有する蓋部と、
前記蓋部の下方に設けられ、前記複数の開口部を通過した前記粉末材料を収容する粉末受部と、
前記粉末受部に収容され、前記複数の開口部のうち隣接する開口部同士の間に位置するように配置されている板状の部材であり、前記粉末受部を前記開口部の長手方向と並行方向に並ぶ複数の領域に仕切ると仕切部と、を備える、バランス確認治具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、バランス確認治具に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車のエンジン用シリンダヘッドのポートの設計自由度を高める手段として、耐摩耗性を有する粉末をレーザで直接肉盛りしてバルブシートを形成するレーザクラッド技術が知られている。特許文献1では、レーザクラッド加工装置のノズルから吐出される粉末材料の量が均等となるように、ノズルに導入される粉末材料の量を制御する技術が記載されている。これにより、ノズルから粉末材料が過剰に供給されて未溶着状態になることや、粉末材料の供給が不足して凝固割れとなることを抑制し、品質不良の発生を抑制する。
【先行技術文献】
【特許文献】
【0003】
特開2005-21908号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ノズルから吐出される粉末材料の供給分布の計測には煩雑な処理を行う必要があり、ノズルの調整に長時間を要するという課題があった。
【課題を解決するための手段】
【0005】
本開示は、上述の課題を解決するためになされたものであり、以下の形態として実現することが可能である。
【0006】
本開示の形態によれば、レーザクラッド加工における粉末材料の吐出量のバランス確認治具が提供される。このバランス確認治具は、レーザクラッド加工において粉末材料の吐出を行うレーザヘッドに着脱可能であり、粉末材料が通過する略矩形形状の複数の開口部を有する蓋部と、蓋部の下方に設けられ、開口部を通過した粉末材料を収容する粉末受部と、前記粉末受部に収容され、複数の開口部のうち隣接する開口部同士の間に位置するように配置されている板状の部材であり、粉末受部を開口部の長手方向と並行方向に並ぶ複数の領域に仕切ると仕切部と、を備える。
この形態のバランス確認治具によれば、開口部から入った粉末材料が仕切部によって仕切られた粉末受部に収容される。仕切部によって仕切られて収容された各粉末材料の量を計測することで、粉末材料の供給分布を計測できる。そのため、煩雑な処理を要さず、短時間で粉末材料の供給分布を計測できる。
【0007】
なお、本開示は、種々の形態で実現することが可能であり、例えば、レーザクラッド加工装置や、レーザクラッド加工装置の粉末材料の供給分布測定方法等の態様で実現することが可能である。
【図面の簡単な説明】
【0008】
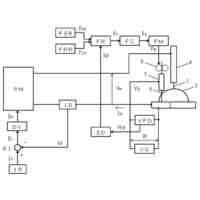
レーザクラッド加工装置の構成を示す説明図である。
バランス確認治具の構成を示す断面模式図である。
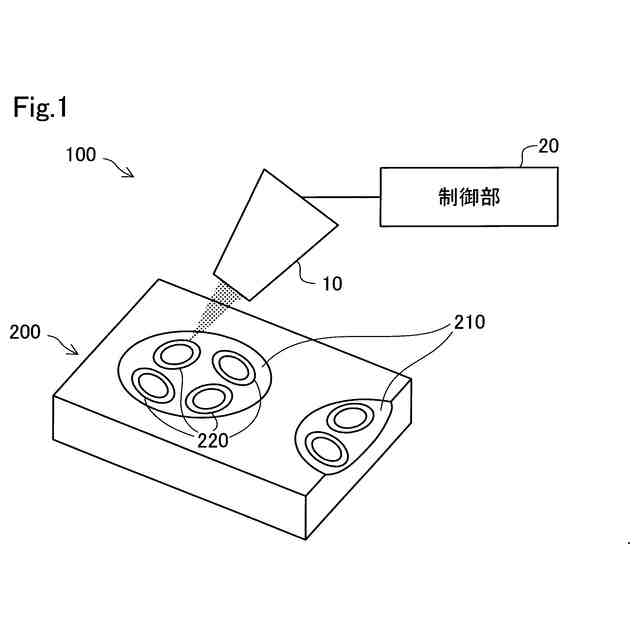
バランス確認治具の斜視図である。
【発明を実施するための形態】
【0009】
A.第1実施形態:
図1は、本実施形態における、レーザクラッド加工装置100の構成を示す説明図である。レーザクラッド加工装置100は、対象物にレーザクラッド加工を施す装置である。本実施形態において、レーザクラッド加工装置100は、加工対象であるシリンダヘッド200にレーザクラッド加工を行い、バルブシート部220にビードを形成する。レーザクラッド加工装置100は、レーザヘッド10と、制御部20とを有している。
【0010】
レーザヘッド10は、図示しないレーザ照射部と粉供給部とアクチュエータとを有する。レーザヘッド10は、粉供給部からシリンダヘッド200に金属の粉末材料を吐出しながら、レーザ照射部からシリンダヘッド200にレーザ光を照射して粉末材料を溶融することによって、対象物にクラッド層を形成する。レーザヘッド10は、アクチュエータによってレーザ照射部と粉供給部を移動させながらクラッド層を形成する。本実施形態において、レーザヘッド10は、シリンダヘッド200のバルブシート部220に形成された略円形状のクラッド溝に沿って移動しながら、クラッド層を形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
21日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め装置
2日前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
6日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
トヨタ自動車株式会社
接合方法
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社ダイヘン
溶接装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
トヨタ自動車株式会社
溶接マスク
2日前
トヨタ自動車株式会社
溶接ヘッド
21日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
摩耗判定装置
13日前
日東精工株式会社
はんだこて先の製造方法
21日前
株式会社不二越
波形抽出装置
13日前
株式会社不二越
スカイビングカッタ
2か月前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ