TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025092101
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207760
出願日
2023-12-08
発明の名称
円筒研削方法及び研削盤
出願人
株式会社スギノマシン
代理人
弁理士法人グローバル・アイピー東京
主分類
B24B
47/22 20060101AFI20250612BHJP(研削;研磨)
要約
【課題】ワーク中心が円テーブル中心から偏心している場合でも、ワーク中心を中心として、ワークの円筒面を簡便に研削する。
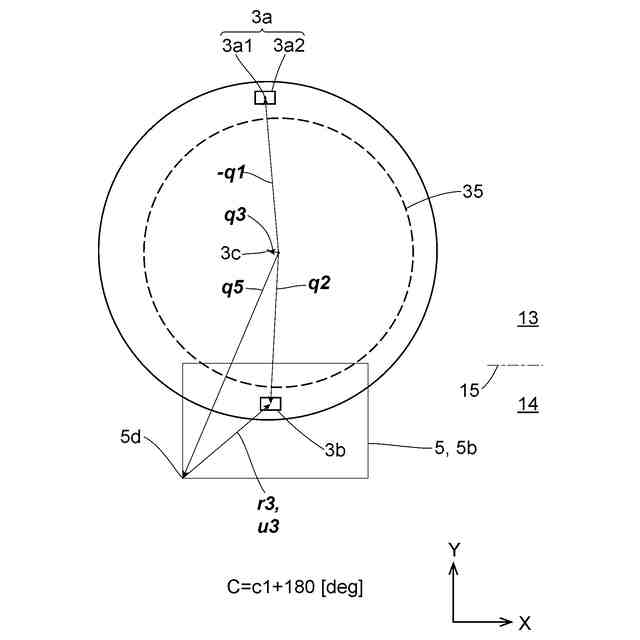
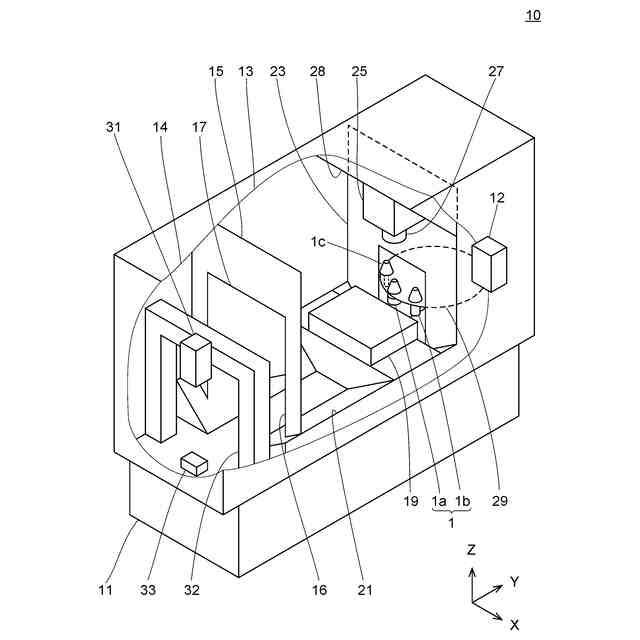
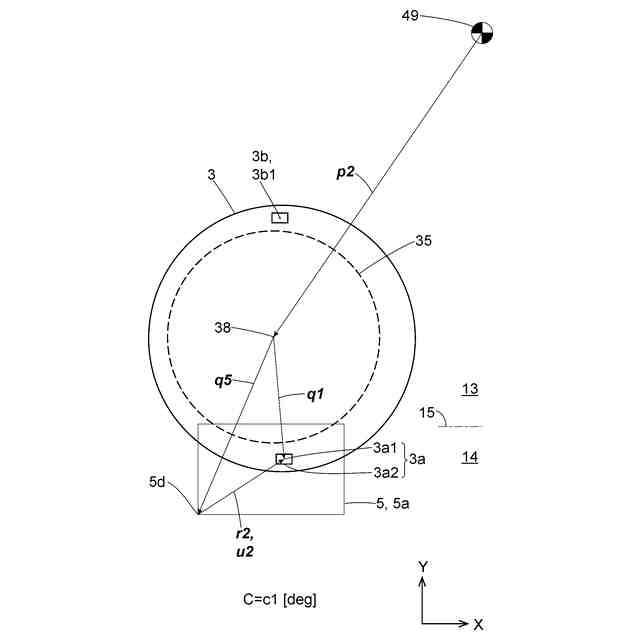
【解決手段】第1及び第2特異点3a、3bを有する円板状のワーク3を、テーブル中心38を中心に回転する円テーブル35に設置し、撮像機31が第1及び第2特異点画像5a、5bを取得し、第1特異点画像5aにおける第1特異点3aの位置u2と、第2特異点画像5bにおける第2特異点3bの位置u3と、表示倍率fとに基づいて、テーブル中心38からのワーク中心3cの座標である偏心位置q3を決定し、回転砥石1aを装着した主軸27を移動させて、偏心位置q3と円テーブル35の回転角度に基づいて、ワーク3の外周を円筒研削する、円筒研削方法。
【選択図】図6
特許請求の範囲
【請求項1】
ワーク中心と、第1特異点及び第2特異点とを有する円板状のワークを、テーブル中心を中心として回転する円テーブルに設置し、
前記円テーブルを回転して、前記第1特異点を撮像機の画角内に収め、前記撮像機が前記第1特異点を含む第1特異点画像を取得し、
前記円テーブルを所定角度だけ回転して、前記撮像機が前記第2特異点を含む第2特異点画像を取得し、
前記第1特異点画像における前記第1特異点の位置と、前記第2特異点画像における前記第2特異点の位置と、前記画角の表示寸法に対する実空間における寸法の比率である表示倍率とに基づいて、前記テーブル中心からの前記ワーク中心の座標である偏心位置を決定し、
前記円テーブルを回転し、回転砥石を装着した工具主軸を移動させて、前記偏心位置と前記円テーブルの回転角度に基づいて、前記ワーク中心を中心として前記ワークの外周を円筒研削する、
円筒研削方法。
続きを表示(約 1,800 文字)
【請求項2】
更に、
前記円テーブルを移動して、前記円テーブルに配置された測定基準を前記画角内に収めて、前記測定基準を含む基準画像を取得し、
前記円テーブルを前後方向または左右方向に移動して、前記画角の向きを前後方向または左右方向に一致させる、
請求項1に記載の円筒研削方法。
【請求項3】
更に、
加工室と測定室とを区画する扉を開き、
前記円テーブルを移動させて、開いた扉を通して、前記ワークの少なくとも一部を前記測定室に移動させ、
前記測定室内で前記第1特異点画像および前記第2特異点画像を取得し、
前記円テーブルを移動させて、前記ワークの全部を前記加工室内に移動させた後に前記扉を閉じて、
前記扉が閉じた状態で前記ワークを円筒研削する、
請求項1又は2に記載の円筒研削方法。
【請求項4】
更に、
前記偏心位置に基づいて、前記ワークにワーク基準を加工する、
請求項1~3のいずれかに記載の円筒研削方法。
【請求項5】
前記ワーク中心と前記第1特異点又は前記第2特異点とを結ぶ基準直線との角度と、前記偏心位置とに基づいて、前記ワークにワーク基準を加工する、
請求項1~3のいずれかに記載の円筒研削方法。
【請求項6】
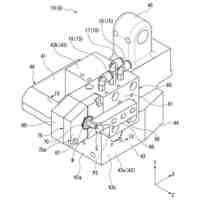
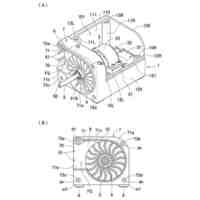
ワークを研削する研削盤であって、
架台であって、
加工室と、
前記ワークを撮像する撮像機を内部に有する測定室と、
前記加工室と前記測定室とを区画する区画壁であって、
開口と、
前記開口を開閉する扉と、
を有する区画壁と、
を有する架台と、
前記ワークが設置され、前記架台に前後方向に移動可能に配置される円テーブルであって、前記扉が開くときに、移動端において、前記ワークの少なくとも一部が前記開口を通して前記測定室内に入るように移動可能な円テーブルと、
左右及び上下方向に移動可能に、前記加工室内に配置される工具主軸と、
を有する、研削盤。
【請求項7】
前記円テーブルは、テーブル中心を有し、第1特異点と、第2特異点と、ワーク中心を有するワークを設置され、
制御装置であって、
記憶装置であって、
前記撮像機が撮像した第1特異点画像および第2特異点画像と、
前記第1特異点画像における前記第1特異点の位置と、
前記第2特異点画像における前記第2特異点の位置と、
前記テーブル中心からの前記ワーク中心の位置である偏心位置と、
前記画角の表示寸法に対する実空間における寸法の比率である表示倍率と、
を記憶する記憶装置と、
演算装置であって、
前記第1特異点画像から前記第1特異点の形状を抽出して前記第1特異点の位置を演算し、前記第2特異点画像から前記第2特異点の形状を抽出して前記第2特異点の位置を演算する、画像処理機能と、
前記第1特異点の位置および前記第2特異点の位置と前記表示倍率とに基づいて、前記テーブル中心に対する前記ワーク中心の偏心位置を演算する中心演算機能と、
前記偏心位置に基づいて、前記円テーブルを回転させて、前記偏心位置に基づいて、前記ワーク中心を中心として前記ワークの外周を円筒研削する数値制御機能と、
を有する演算装置と、
を有する、制御装置を更に有する、
請求項6に記載の研削盤。
【請求項8】
前記円テーブルが載置され、前記架台に前後方向に移動可能に配置されるテーブルを更に有し、
前記テーブルは、前記扉が開くときに、前記開口を通して前記測定室内に入る測定基準であって、前記撮像機の画角内に収まる測定基準を有する、
請求項6又は7に記載の研削盤。
【請求項9】
前記測定室内に配置され、前記ワークを照らす照明を更に有し、
前記撮像機は、前記ワークの上方に配置される、
請求項6~8のいずれかに記載の研削盤。
【請求項10】
円筒状の研削工具と、タッチプローブと、を含む複数の工具を収納し、前記工具主軸に取り付けられる前記工具を交換する工具交換装置を更に有する、
請求項6~9のいずれかに記載の研削盤。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、円筒研削方法及び研削盤に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
マシニングセンターを母体として、研削盤の機能を一体化されたグラインディングセンタが知られている。また、クランクシャフトのクランクピンを、ジャーナル中心を基準として円筒研削する方法が知られている(特開平11―90799号公報)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、円テーブルを有するグラインディングセンタを用いて、ワーク中心が円テーブル中心から偏心している場合においても、ワーク中心を中心として、ワークの円筒面を簡便に研削する方法を提供する。
【課題を解決するための手段】
【0004】
本発明の第1の観点は、
ワーク中心と、第1特異点及び第2特異点とを有する円板状のワークを、テーブル中心を中心として回転する円テーブルに設置し、
前記円テーブルを回転して、前記第1特異点を撮像機の画角内に収め、前記撮像機が前記第1特異点を含む第1特異点画像を取得し、
前記円テーブルを所定角度だけ回転して、前記撮像機が前記第2特異点を含む第2特異点画像を取得し、
前記第1特異点画像における前記第1特異点の位置と、前記第2特異点画像における前記第2特異点の位置と、前記画角の表示寸法に対する実空間における寸法の比率である表示倍率とに基づいて、前記テーブル中心からの前記ワーク中心の座標である偏心位置を決定し、
前記円テーブルを回転し、回転砥石を装着した工具主軸を移動させて、前記偏心位置と前記円テーブルの回転角度に基づいて、前記ワーク中心を中心として前記ワークの外周を円筒研削する、
円筒研削方法である。
【0005】
本発明の第2の観点は、
ワークを研削する研削盤であって、
架台であって、
加工室と、
前記ワークを撮像する撮像機を内部に有する測定室と、
前記加工室と前記測定室とを区画する区画壁であって、
開口と、
前記開口を開閉する扉と、
を有する区画壁と、
を有する架台と、
前記ワークが設置され、前記架台に前後方向に移動可能に配置される円テーブルであって、前記扉が開くときに、移動端において、前記ワークの少なくとも一部が前記開口を通して前記測定室内に入るように移動可能な円テーブルと、
左右及び上下方向に移動可能に、前記加工室内に配置される工具主軸と、
を有する、研削盤である。
【0006】
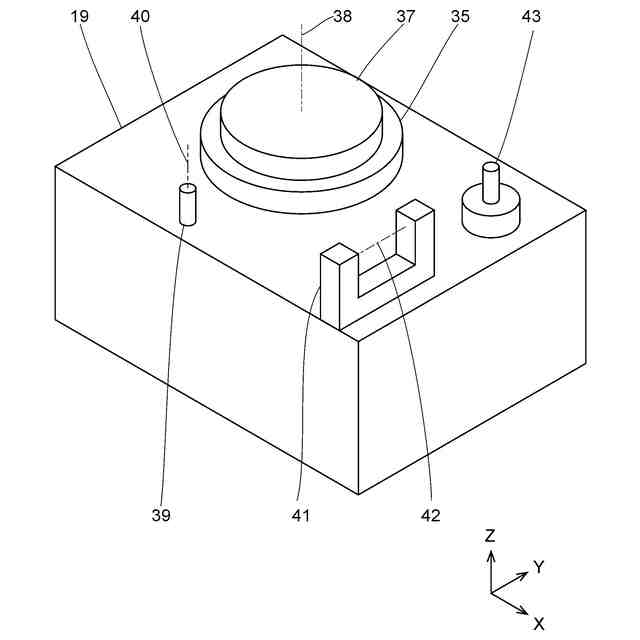
ワークは、例えば、セラミックスウェーハ、静電チャックである。第1特異点、第2特異点は、ワーク上に作成された回路や電極の特異点である。第1特異点、第2特異点は、位相合わせマーク、電極マーク、その他の基準マークである。第1特異点、第2特異点は、矩形、円形、直線、半円、又は、それらの組合せである。例えば、第1特異点、第2特異点は、L字状である。基準マークは、基準線を含んでも良い。好ましくは、基準マークは、ワーク中心についてn回回転対称に配置される。
【0007】
例えば、チャックが、円テーブルに配置される。チャックは、例えば、真空チャックである。ワークは、チャックにより、円テーブルに固定される。
好ましくは、研削盤は、数値制御される。
【0008】
タッチプローブを装着した工具主軸によって、円テーブルと共に移動する測定基準のテーブル中心からの座標である測定基準位置を測定しても良い。
【0009】
ワークの偏心位置や、第1特異点位置や、第2特異点位置は、工具主軸に垂直な平面におけるベクトル量である。ワークの偏心位置や、第1特異点位置)や、第2特異点位置は、例えば、左右方向(X座標)、前後方向(Y座標)、C座標の値を持つ。C座標は、テーブルの上下軸回りの回転座標である。
【0010】
撮像機によって、円テーブルを撮像して、テーブル中心からの画角基準位置を決定しても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
4日前
株式会社村田製作所
切削装置
26日前
シンクス株式会社
ボード切断装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
不二空機株式会社
可搬型動力工具
26日前
株式会社ニッチュー
ブラスト装置
3日前
株式会社リブラ
ブラスト加工装置
3か月前
株式会社ディスコ
砥石
24日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
オークマ株式会社
円筒研削盤
16日前
株式会社精工技研
研磨装置および研磨方法
3か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社IHI
ブラストガン
4か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
株式会社ディスコ
加工装置
4か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
NTN株式会社
加工装置
4か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社ディスコ
加工方法
1か月前
株式会社東京精密
ワーク加工装置
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
4か月前
株式会社荏原製作所
研磨装置
4か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社荏原製作所
研磨装置
4か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ