TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091081
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023206074
出願日
2023-12-06
発明の名称
溶接方法
出願人
日鉄エンジニアリング株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/00 20060101AFI20250611BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レグ又はブレースと、ブレースと、の交点を容易に両側溶接する方法を提供することを目的とする。
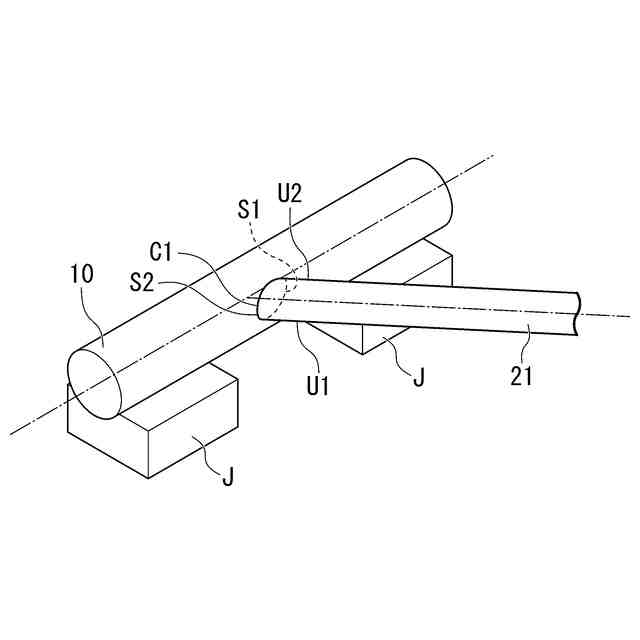
【解決手段】円筒状の鋼管であるレグ10と、円筒状の鋼管である第1ブレース21であって、端部がレグ10の側面に当接する第1ブレース21と、を含む洋上風車用ジャケット構造体1の溶接方法であって、レグ10と第1ブレース21との交点である第1交点C1を、第1ブレース21の内側から溶接する第1内側溶接ステップと、第1内側溶接ステップの後、第1ブレース21の外側から第1交点C1をガウジングするガウジングステップと、ガウジングステップの後、第1ブレース21の外側から第1交点C1を溶接する第1外側溶接ステップと、を備えることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
円筒状の鋼管であるレグと、
円筒状の鋼管である第1ブレースであって、端部が前記レグの側面に当接する第1ブレースと、
を含む洋上風車用ジャケット構造体の溶接方法であって、
前記レグと前記第1ブレースとの交点である第1交点を、前記第1ブレースの内側から溶接する第1内側溶接ステップと、
前記第1内側溶接ステップの後、前記第1ブレースの外側から前記第1交点をガウジングするガウジングステップと、
前記ガウジングステップの後、前記第1ブレースの外側から前記第1交点を溶接する第1外側溶接ステップと、
を備えることを特徴とする溶接方法。
続きを表示(約 2,300 文字)
【請求項2】
前記レグの管軸が略水平方向に沿うよう、且つ、前記第1ブレースの管軸が略水平方向に沿うよう、前記レグ及び前記第1ブレースを配置する配置ステップ、
を更に備え、
前記第1内側溶接ステップは、
前記配置ステップの後に、前記第1交点の下部となる部位である第1下部を、前記第1ブレースの内側から下向き姿勢で溶接する第1下向き姿勢溶接ステップと、
前記第1下向き姿勢溶接ステップの後、前記第1交点の側面部となる部位の一方である第1側面部を、前記第1ブレースの内側から立向き姿勢で上進溶接する第1立向き姿勢上進溶接ステップと、
前記第1立向き姿勢上進溶接ステップの後、前記レグ及び前記第1ブレースの上下を反転させる反転ステップと、
前記反転ステップの後に、前記第1交点の下部となる部位である第2下部を、前記第1ブレースの内側から下向き姿勢で溶接する第2下向き姿勢溶接ステップと、
前記第2下向き姿勢溶接ステップの後、前記第1交点の側面部となる部位の他方である第2側面部を、前記第1ブレースの内側から立向き姿勢で上進溶接する第2立向き姿勢上進溶接ステップと、
を含むことを特徴とする請求項1に記載の溶接方法。
【請求項3】
前記レグの管軸が略水平方向に沿うよう、且つ、前記第1ブレースの管軸が略水平方向に沿うよう、前記レグ及び前記第1ブレースを配置する配置ステップ、
を更に備え、
前記第1内側溶接ステップは、
前記配置ステップの後に、前記第1交点の側面部となる部位の一方である第1側面部を、前記第1ブレースの内側から立向き姿勢で上進溶接する第1立向き姿勢上進溶接ステップと、
前記第1立向き姿勢上進溶接ステップの後、前記第1交点の下部となる部位である第1下部を、前記第1ブレースの内側から且つ前記第1立向き姿勢上進溶接ステップで溶接される部分から、下向き姿勢で溶接する第1下向き姿勢溶接ステップと、
前記第1下向き姿勢溶接ステップの後、前記レグ及び前記第1ブレースの上下を反転させる反転ステップと、
前記反転ステップの後に、前記第1交点の側面部となる部位の他方である第2側面部を、前記第1ブレースの内側から立向き姿勢で上進溶接する第2立向き姿勢上進溶接ステップと、
前記第2立向き姿勢上進溶接ステップの後、前記第1交点の下部となる部位である第2下部を、前記第1ブレースの内側から且つ前記第2立向き姿勢上進溶接ステップで溶接される部分から、下向き姿勢で溶接する第2下向き姿勢溶接ステップと、
を含むことを特徴とする請求項1に記載の溶接方法。
【請求項4】
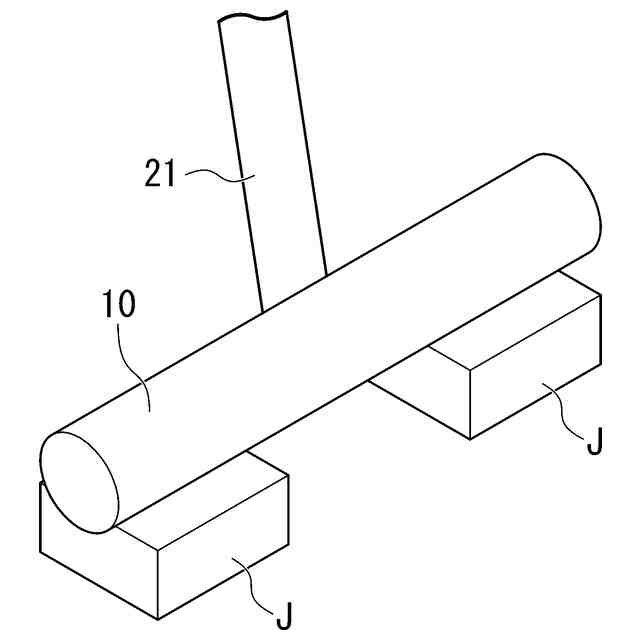
前記レグの管軸が略水平方向に沿うよう、且つ、前記第1ブレースの管軸が略鉛直方向に沿うよう、前記レグ及び前記第1ブレースを配置する配置ステップ、
を更に備え、
前記第1内側溶接ステップは、前記配置ステップの後、前記レグと前記第1ブレースとの前記第1交点を、前記第1ブレースの内側から溶接する、
ことを特徴とする請求項1に記載の溶接方法。
【請求項5】
前記第1内側溶接ステップにて、
前記第1交点のうち、前記レグの外周面と前記第1ブレースの内周面との交差角が鈍角をなす側を、前記第1ブレースの内側から先行溶接し、
前記第1交点のうち、前記レグの外周面と前記第1ブレースの内周面との交差角が鋭角をなす側を、前記第1ブレースの内側から後行溶接する、
ことを特徴とする請求項1に記載の溶接方法。
【請求項6】
前記第1内側溶接ステップにて、前記第1ブレースの内側から前記第1交点を全周溶接する、
ことを特徴とする請求項1乃至5のいずれか1項に記載の溶接方法。
【請求項7】
前記ガウジングステップは、前記第1交点を前記レグの管軸及び前記第1ブレースの管軸の両方と直交する方向から見た時、前記レグの外周面と前記第1ブレースの外周面とが鈍角をなす側から、開始される、
ことを特徴とする請求項1に記載の溶接方法。
【請求項8】
円筒状の鋼管である第1ブレースと、
円筒状の鋼管である第2ブレースであって、端部が前記第1ブレースの側面に当接する第2ブレースと、
を含む洋上風車用ジャケット構造体の溶接方法であって、
前記第1ブレースと前記第2ブレースとの交点である第1交点を、前記第2ブレースの内側から溶接する第1内側溶接ステップと、
前記第1内側溶接ステップの後、前記第2ブレースの外側から前記第1交点をガウジングするガウジングステップと、
前記ガウジングステップの後、前記第2ブレースの外側から前記第1交点を溶接する第1外側溶接ステップと、
を備えることを特徴とする溶接方法。
【請求項9】
前記第1内側溶接ステップにて、前記第2ブレースの内側から前記第1交点を全周溶接する、
ことを特徴とする請求項8に記載の溶接方法。
【請求項10】
前記第1内側溶接ステップにて、
前記第1交点のうち、前記第1ブレースの外周面と前記第2ブレースとの内周面との交差角が鈍角をなす側を、前記第2ブレースの内側から先行溶接し、
前記第1交点のうち、前記第1ブレースの外周面と前記第2ブレースとの内周面との交差角が鋭角をなす側を、前記第2ブレースの内側から後行溶接する、
ことを特徴とする請求項8に記載の溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来より、洋上風車用ジャケット構造体が含むレグ及びブレースを溶接接合することが行われている。
特許文献1は、洋上風車用ジャケット構造物が含む第1斜めブレースと第2斜めブレースとの交点を両面溶接すること、洋上風車用ジャケット構造物が含む第1斜めブレースとレグとの交点を両面溶接すること、を開示する。
【先行技術文献】
【特許文献】
【0003】
特許第7198955号広報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、これら両面溶接の溶接方法に改善の余地があった。
【0005】
本開示は、前述した事情に鑑みてなされたものであって、レグ又はブレースと、ブレースと、の交点を容易に両側溶接する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
<1>本開示の態様1に係る溶接方法は、円筒状の鋼管であるレグと、円筒状の鋼管である第1ブレースであって、端部が前記レグの側面に当接する第1ブレースと、を含む洋上風車用ジャケット構造体の溶接方法であって、前記レグと前記第1ブレースとの交点である第1交点を、前記第1ブレースの内側から溶接する第1内側溶接ステップと、前記第1内側溶接ステップの後、前記第1ブレースの外側から前記第1交点をガウジングするガウジングステップと、前記ガウジングステップの後、前記第1ブレースの外側から前記第1交点を溶接する第1外側溶接ステップと、を備えることを特徴とする。
【発明の効果】
【0007】
本開示によれば、レグ又はブレースと、ブレースと、の交点を容易に両側溶接する方法を提供することができる。
【図面の簡単な説明】
【0008】
実施形態に係る洋上風車用ジャケット構造体の斜視図である。
実施形態に係る洋上風車用ジャケット構造体の正面図である。
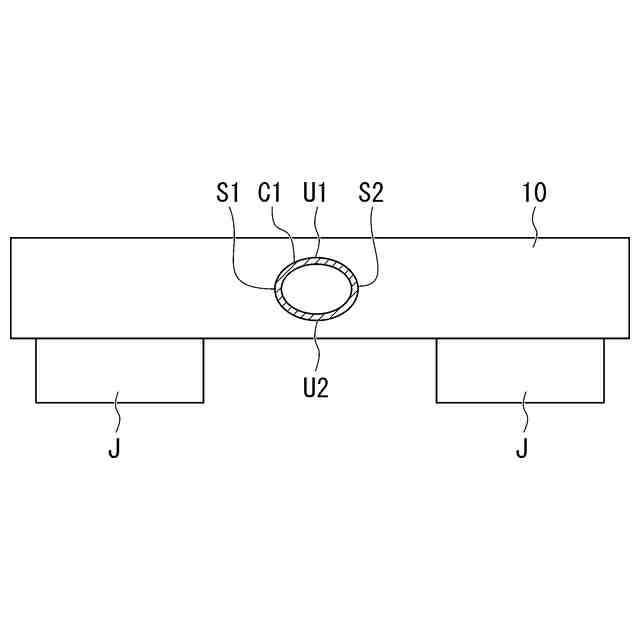
図1に示すIII部の拡大図である。
第1実施形態において配置ステップが行われた状態を示す斜視図である。
第1実施形態において配置ステップが行われた状態を示す平面図である。
図5のVI-VI方向の断面図である。
第1実施形態において反転ステップが行われた状態を示す斜視図である。
第1実施形態において反転ステップが行われた状態を示す平面図である。
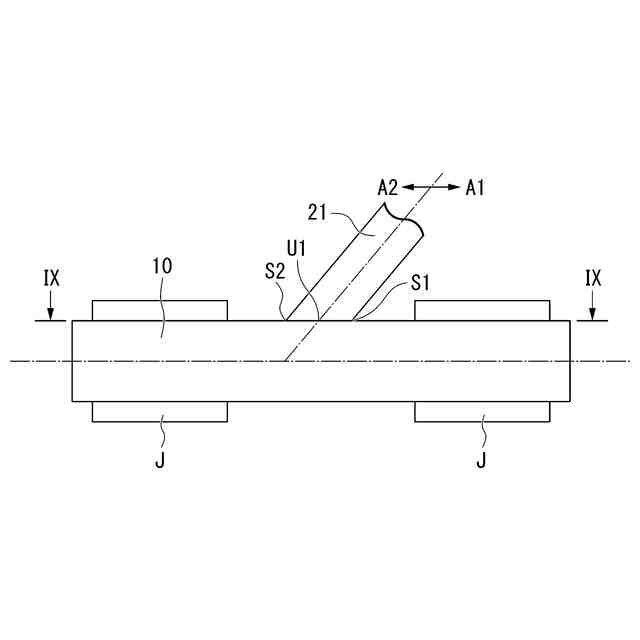
図8のIX-IX方向の断面図である。
第2実施形態に係る配置ステップを示す斜視図である。
第2実施形態に係る配置ステップを示す正面図である。
第3実施形態に係る配置ステップの第1例を示す平面図である。
第3実施形態に係る配置ステップの第2例を示す斜視図である。
【発明を実施するための形態】
【0009】
(第1実施形態)
以下、図面を参照し、本開示の一実施形態に係る洋上風車用ジャケット構造体の溶接方法を説明する。本実施形態に係る溶接方法は、洋上風車用ジャケット構造体を地上のヤードで製作する際、洋上風車用ジャケット構造体を構成する部品同士を溶接により接合する際に行われる。
本実施形態に係る洋上風車用ジャケット構造体の溶接方法を説明するにあたり、まず、洋上風車用ジャケット構造体の構造について説明する。
【0010】
(洋上風車用ジャケット構造体の構造)
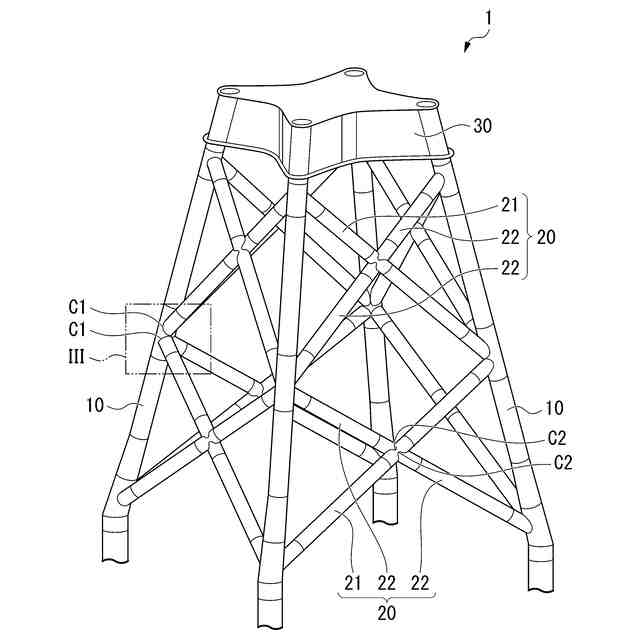
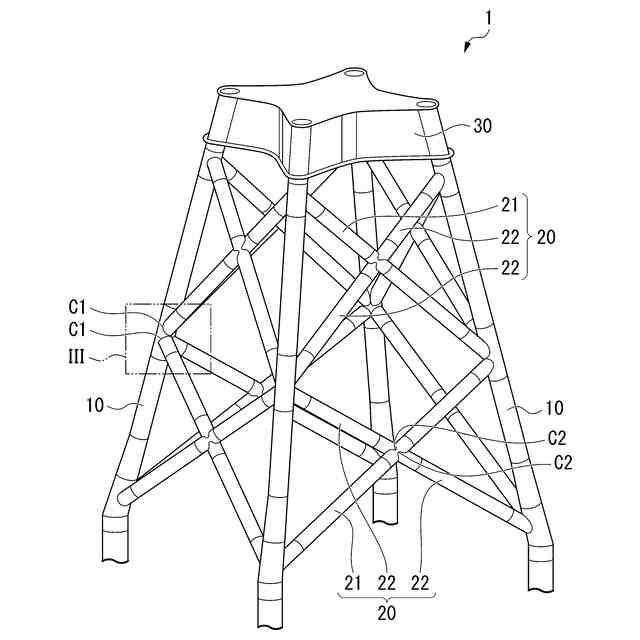
図1は、実施形態に係る洋上風車用ジャケット構造体1の斜視図である。
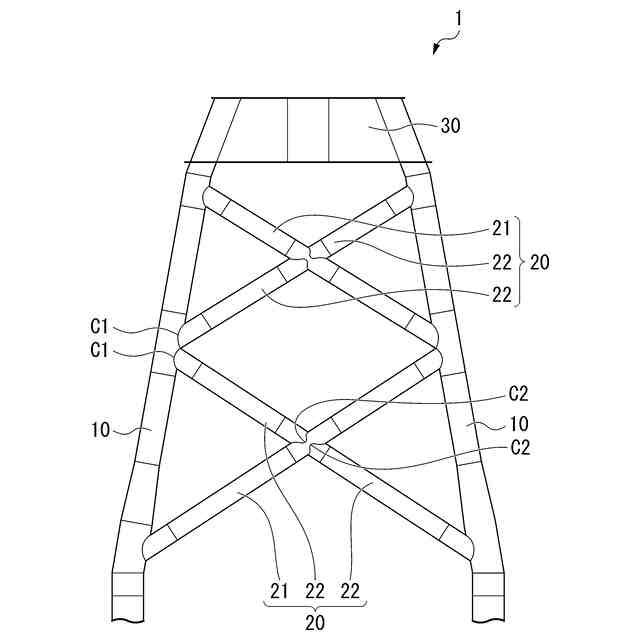
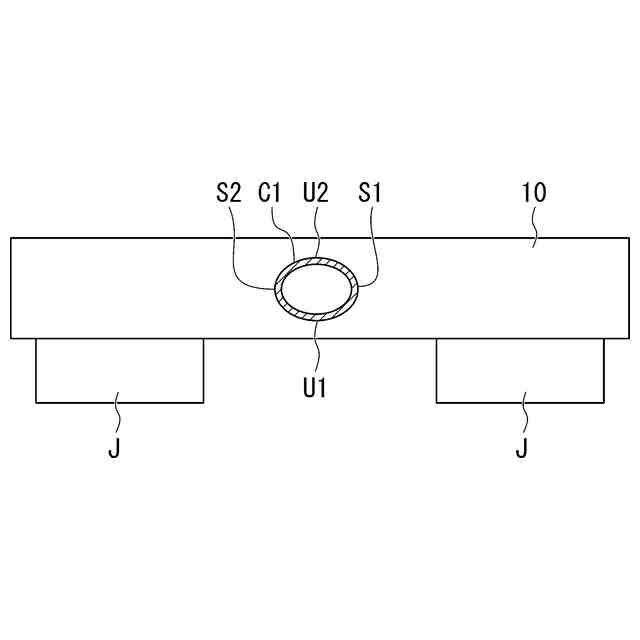
図2は、実施形態に係る洋上風車用ジャケット構造体1の正面図である。
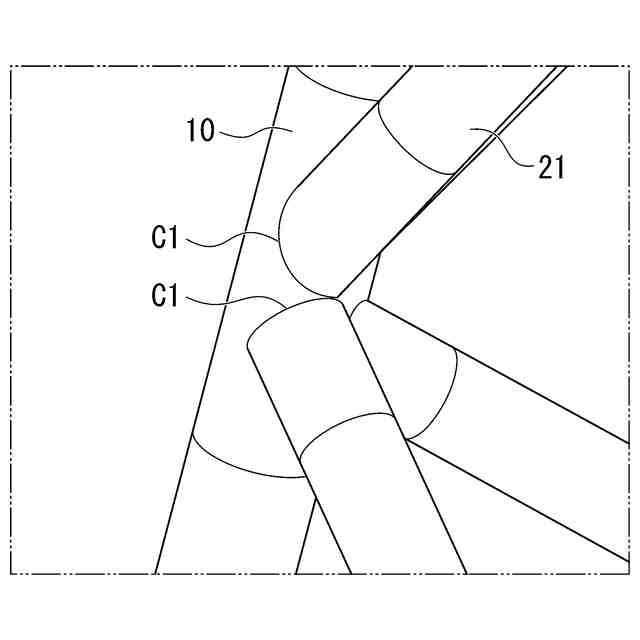
図3は、図1に示すIII部の拡大図である。
図4は、第1実施形態に係る配置ステップを示す斜視図である。
図5は、第1実施形態に係る配置ステップを示す平面図である。
図6は、図5のVI-VI方向の断面図である。
図7は、第1実施形態において反転ステップが行われた状態を示す斜視図である。
図8は、第1実施形態において反転ステップが行われた状態を示す平面図である。
図9は、図8のIX-IX方向の断面図である。
図1に示すように、洋上風車用ジャケット構造体1は、レグ10と、ブレース20と、トランジションピース30と、を備える。
レグ10は、上下方向に延びる円筒状の鋼管である。レグ10の下端は、海底地盤に打設された不図示の杭に接続される。レグ10の上端は、トランジションピース30に接続される。この時、レグ10は、上端に接続されるトランジションピース30の寸法と、下端に接続される不図示の鋼管杭同士の間隔と、に合わせて、適宜屈曲又は湾曲していてもよい。
本実施形態において洋上風車用ジャケット構造体1は、複数のレグ10を含む。具体的には、洋上風車用ジャケット構造体1は、4つのレグ10を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
27日前
株式会社北川鉄工所
回転装置
14日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
28日前
村田機械株式会社
レーザ加工機
28日前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
29日前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
15日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
14日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
波形抽出装置
6日前
株式会社不二越
スカイビングカッタ
2か月前
日東精工株式会社
はんだこて先の製造方法
14日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
摩耗判定装置
6日前
個人
管の切断装置及び管の切断方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































