TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089768
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204613
出願日
2023-12-04
発明の名称
基板研磨方法及び基板研磨装置
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
53/00 20060101AFI20250609BHJP(研削;研磨)
要約
【課題】研磨処理後の研磨部材をドレッシングする研磨装置において、研磨部材のカットレートのばらつきを抑制する。
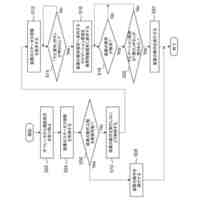
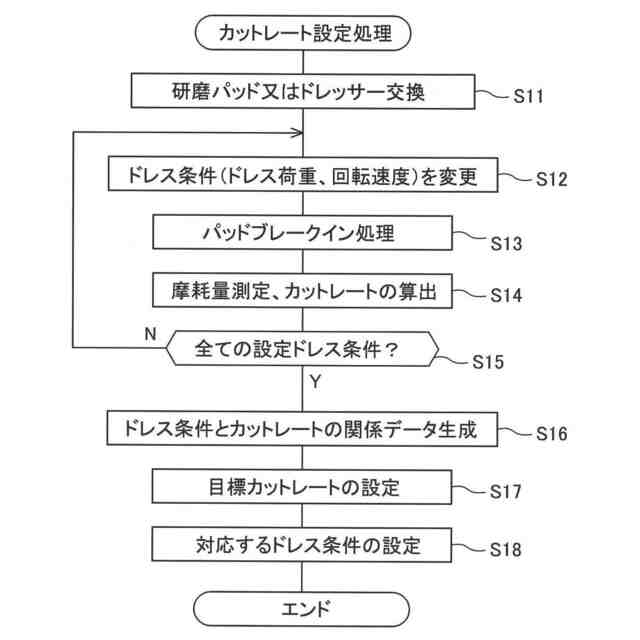
【解決手段】予め設定された複数の設定ドレス条件にて研磨部材をドレッシングする第1のドレッシングを行い、個々の設定ドレス条件について、研磨部材の表面高さの測定値に基づき研磨部材の第1カットレートを測定し、設定ドレス条件と前記第1カットレートとを関連付けて関係性データとして記憶する。関係性データに基づき、目標カットレートに対応する第1ドレス条件を適用して基板の研磨を行うとともに、研磨部材の表面高さの測定値に基づき研磨部材の第2カットレートを測定する。第2カットレートの前記目標カットレートからの変化及び前記関係性データに基づき、目標カットレートに対応する第2ドレス条件を取得し、第2ドレス条件を適用して基板の研磨を行う、
【選択図】図9
特許請求の範囲
【請求項1】
基板の研磨装置に使用される研磨部材を基板に当接させて基板の研磨を行う基板研磨方法であって、
予め設定された複数の設定ドレス条件にて前記研磨部材をドレッシングする第1のドレッシングを行い、
個々の設定ドレス条件について、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第1カットレートを測定し、
前記設定ドレス条件と前記第1カットレートとを関連付けて関係性データとして記憶し、
目標カットレートに対応する第1ドレス条件を適用して基板の研磨を行うとともに、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第2カットレートを測定し、
前記第2カットレートの前記目標カットレートからの変化に基づき前記関係性データを補正し、補正後の関係性データに基づいて前記目標カットレートに対応する第2ドレス条件を取得し、
前記第2ドレス条件を適用して基板の研磨を行う、基板研磨方法。
続きを表示(約 1,100 文字)
【請求項2】
前記設定ドレス条件と前記第1カットレートに基づき、前記設定ドレス条件とは異なるドレス条件に対応するカットレートを算出して関係性データとして記憶することを特徴とする、請求項1記載の基板研磨方法。
【請求項3】
前記目標カットレートは、予め決められた値であることを特徴とする、請求項1記載の基板研磨方法。
【請求項4】
前記目標カットレートは、予め決められた第1ドレス条件を適用して第1のドレッシングを行った際に取得された第1カットレートであることを特徴とする、請求項1記載の基板研磨方法。
【請求項5】
前記第2カットレートの前記目標カットレートからの変化率が所定値を超えた場合に、前記第2ドレス条件を取得することを特徴とする、請求項1記載のドレッシング方法。
【請求項6】
前記ドレス条件は、前記ドレッサの回転速度及びドレス荷重であることを特徴とする、請求項1記載のドレッシング方法。
【請求項7】
前記第2のドレス条件の設定は、前記ドレッサの回転速度及びドレス荷重の双方を補正することにより行われることを特徴とする、請求項6記載のドレッシング方法。
【請求項8】
基板の研磨装置に使用される研磨部材を基板に当接させて基板の研磨を行う基板研磨方法であって、
予め設定された複数の設定ドレス条件にて前記研磨部材をドレッシングする第1のドレッシングを行い、
個々の設定ドレス条件について、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第1カットレートを測定し、
前記設定ドレス条件と前記第1カットレートとを関連付けて関係性データとして記憶し、
目標カットレートに対応する第1ドレス条件を適用して基板の研磨を行うとともに、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第2カットレートを測定し、
前記第2カットレートの前記目標カットレートからの変化に基づき前記目標カットレートを変更し、変更後の前記目標カットレートに対応する前記関係性データに基づいて第2ドレス条件を取得し、
前記第2ドレス条件を適用して基板の研磨を行う、基板研磨方法。
【請求項9】
前記設定ドレス条件と前記第1カットレートに基づき、前記設定ドレス条件とは異なるドレス条件に対応するカットレートを算出して関係性データとして記憶することを特徴とする、請求項8記載の基板研磨方法。
【請求項10】
前記目標カットレートは、予め決められた値であることを特徴とする、請求項8記載の基板研磨方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェハなどの基板を研磨する基板研磨方法及び基板研磨装置に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
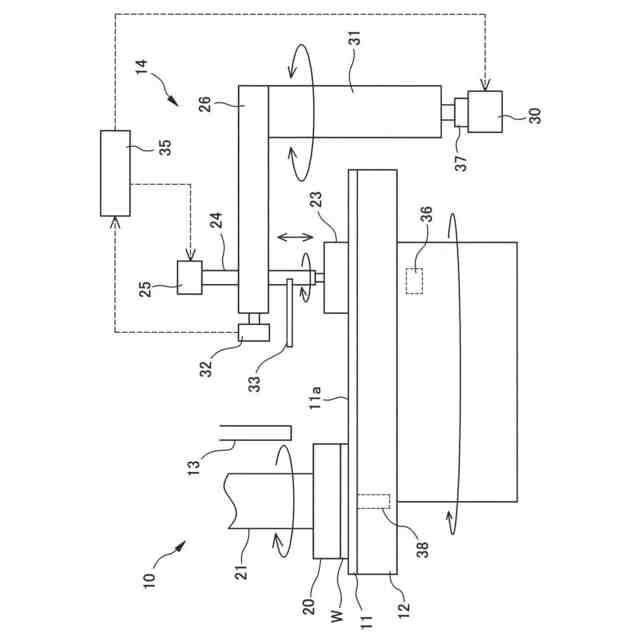
半導体デバイス用の基板の表面を平坦化する方法の一つとして、化学機械研磨(CMP)装置による研磨がある。化学機械研磨装置は、研磨部材(研磨布、研磨パッド等)と、基板等の研磨対象物を保持する保持部(トップリング、研磨ヘッド、チャック等)とを有している。そして、研磨対象物の表面(被研磨面)を研磨部材の表面に押し当て、研磨部材と研磨対象物との間に研磨液(砥液、薬液、スラリー、純水等)を供給しつつ、研磨部材と研磨対象物とを相対運動させることにより、研磨対象物の表面を平坦に研磨する。
【0003】
このような研磨部材の材料として、一般に、表面には微細な凹凸が形成された発泡樹脂や不織布が用いられる。この微細な凹凸は、目詰まり防止や研磨抵抗の低減に効果的なチップポケットとして作用する。しかし、研磨部材で研磨対象物の研磨を続けると、研磨部材表面の微細な凹凸が潰れてしまい、研磨レートの低下を引き起こす。このため、ダイヤモンド粒子などの多数の砥粒を電着させたドレッサで研磨部材表面のドレッシング(目立て)を行い、研磨部材表面に微細な凹凸を再形成する。
【0004】
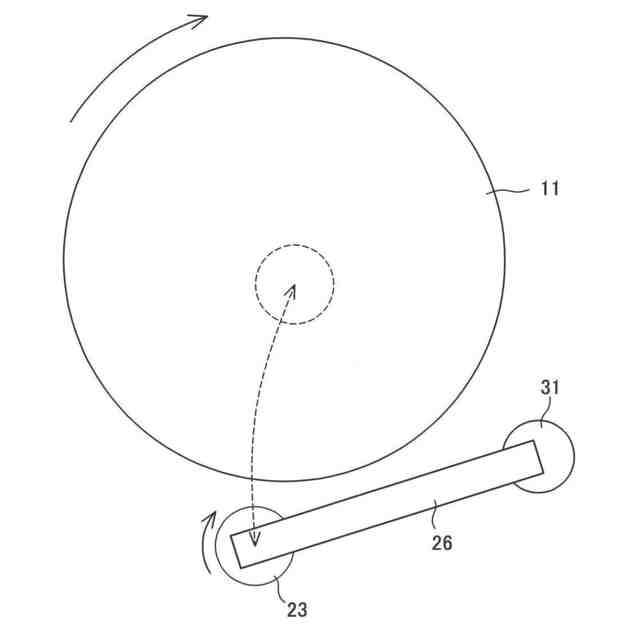
研磨部材のドレッシングでは、回転するドレッサを研磨部材の径方向に移動させながら、当該研磨部材に押し付けることから、微量ではあるが研磨部材の表面が削り取られる。したがって、適切にドレッシングが行われないと研磨部材の表面に不適切なうねりが生じ、基板の被研磨面内に対する研磨レートのばらつきの原因となるため、ドレッシングを適切に行う必要がある。
【0005】
例えば、特許文献1には、ドレッサによる研磨パッドのカットレート(単位時間あたりの研磨パッドの摩耗量)を測定するカットレート測定手段を設けるとともに、測定された研磨パッドのカットレートをドレッサ駆動制御手段によるドレス条件にフィードバックするようにした研磨パッドのドレッシング方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2010-162688号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献では、測定された研磨パッドのカットレートに対して、具体的にどのようにしてドレス条件にフィードバックするかは何ら記載がない。ドレス条件の調整は、研磨パッド上を通過するドレッサの移動速度(研磨パッドの径方向における移動速度)を調整することで行われるが、スループットの低下を防止するためにドレッサのトータルの移動時間を一定に保つ必要がある。そのため、研磨パッド上にある半径位置におけるドレッサの移動速度を上げた場合には、別の位置におけるドレッサ移動速度を下げる必要があり、研磨パッドのカットレートを適切に保つことが困難であった。
【0008】
また、同一仕様の研磨パッドに対して同一のドレス条件を適用した場合に、カットレートが同一になるのが理想であるが、実際には、研磨パッドの個体差、研磨パッドの吸水分布やドレッシング時の環境といった要因により、研磨パッドのカットレートにばらつきが生じる場合がある。また、ドレッシングを繰り返すことにより、研磨パッド及びドレッサが摩耗し、これにより研磨パッドのカットレートにばらつきが生じる場合がある。そのため、カットレートのばらつきを考慮して、研磨パッドが所定の摩耗量に達する前に交換する必要が生じてしまう。
【0009】
本発明は、上記に鑑みてなされたものであり、研磨パッド等の研磨部材のカットレートのばらつきを抑制しつつ研磨部材をドレッシングすることが可能な基板研磨方法を提供することを目的とする。また、本発明は、そのような研磨部材のドレッシング方法を実行することができる基板研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一実施態様は、基板の研磨装置に使用される研磨部材を基板に当接させて基板の研磨を行う基板研磨方法であって、予め設定された複数の設定ドレス条件にて前記研磨部材をドレッシングする第1のドレッシングを行い、個々の設定ドレス条件について、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第1カットレートを測定し、前記設定ドレス条件と前記第1カットレートとを関連付けて関係性データとして記憶し、目標カットレートに対応する第1ドレス条件を適用して基板の研磨を行うとともに、前記研磨部材の表面高さの測定値に基づき前記研磨部材の第2カットレートを測定し、前記第2カットレートの前記目標カットレートからの変化量に基づき前記関係性データを補正し、補正後の関係性データに基づいて前記目標カットレートに対応する第2ドレス条件を取得し、前記第2ドレス条件を適用して基板の研磨を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
給水装置
今日
株式会社荏原製作所
半導体製造装置の動作方法
15日前
株式会社荏原製作所
研磨用スラリー及び研磨方法
今日
株式会社荏原製作所
ロール洗浄部材の支持機構、洗浄装置
22日前
株式会社荏原製作所
トップリング、研磨装置及びシール部材
22日前
株式会社荏原製作所
振動センサの設置システムおよび設置方法
9日前
株式会社荏原製作所
ワークピースの化学機械研磨システムおよび化学機械研磨方法
23日前
個人
包丁研ぎ器具
4日前
個人
両軸回転ヤスリ
6か月前
個人
研磨体
1か月前
株式会社タカトリ
研削装置
6か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
24日前
株式会社村田製作所
切削装置
1か月前
トヨタ自動車株式会社
外径測定方法
6か月前
不二空機株式会社
可搬型動力工具
1か月前
株式会社リブラ
ブラスト加工装置
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社ニッチュー
ブラスト装置
23日前
株式会社精工技研
研磨装置および研磨方法
3か月前
株式会社ディスコ
砥石
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
オークマ株式会社
円筒研削盤
1か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
株式会社IHI
ブラストガン
5か月前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
NTN株式会社
加工装置
4か月前
株式会社東京精密
ワーク加工装置
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社ディスコ
加工装置
5か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
株式会社ディスコ
研削装置
3日前
嘉澤端子工業股分有限公司
グラインダー
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ