TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088951
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203815
出願日
2023-12-01
発明の名称
刃研ぎ装置
出願人
株式会社貝印刃物開発センター
代理人
弁理士法人ゆうあい特許事務所
主分類
B24B
3/36 20060101AFI20250605BHJP(研削;研磨)
要約
【課題】砥石の摩耗に対応でき、かつ、耐久性があって交換頻度を低下させられるカバー部を有する刃研ぎ装置を提供する
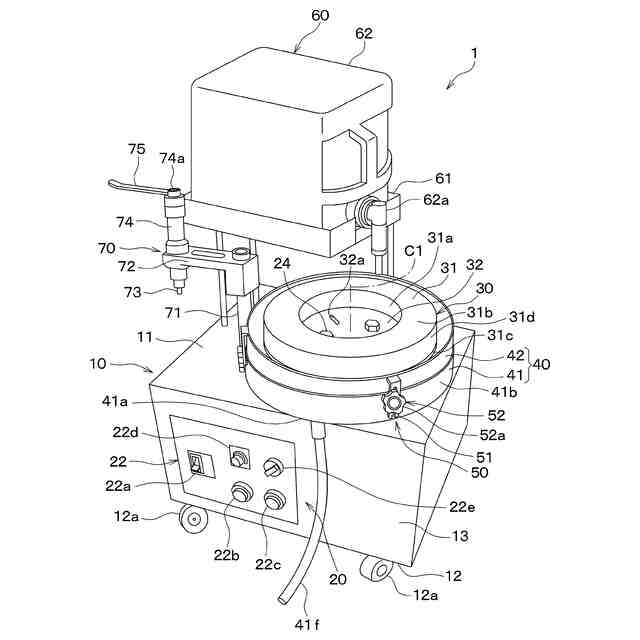
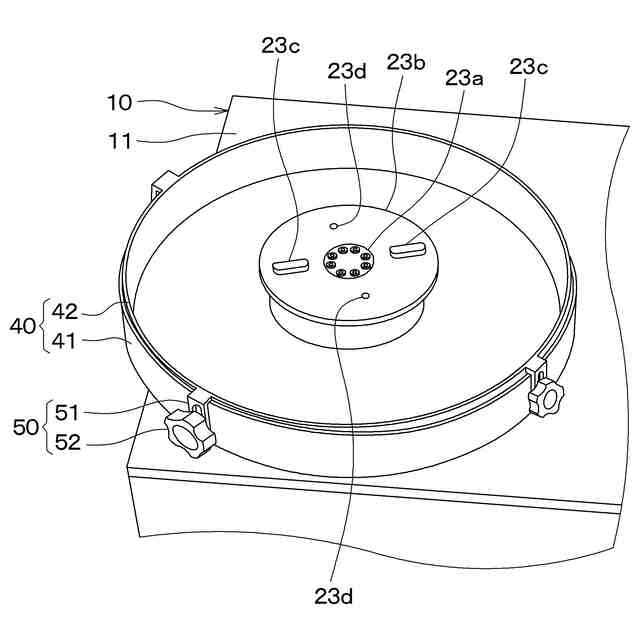
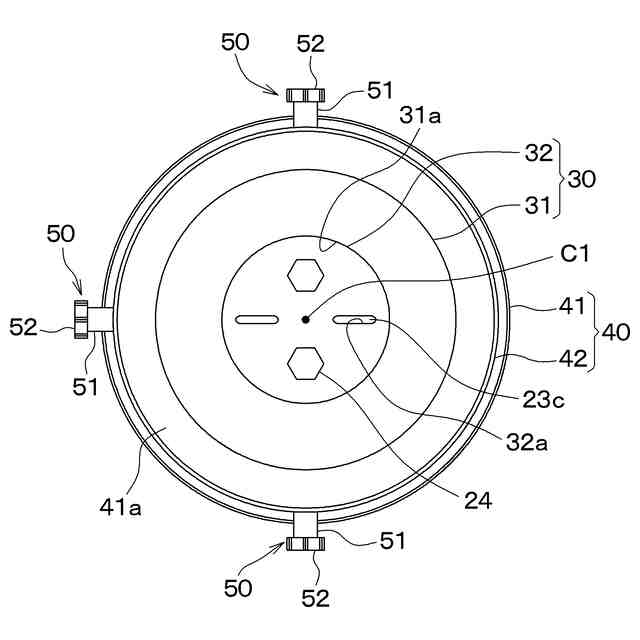
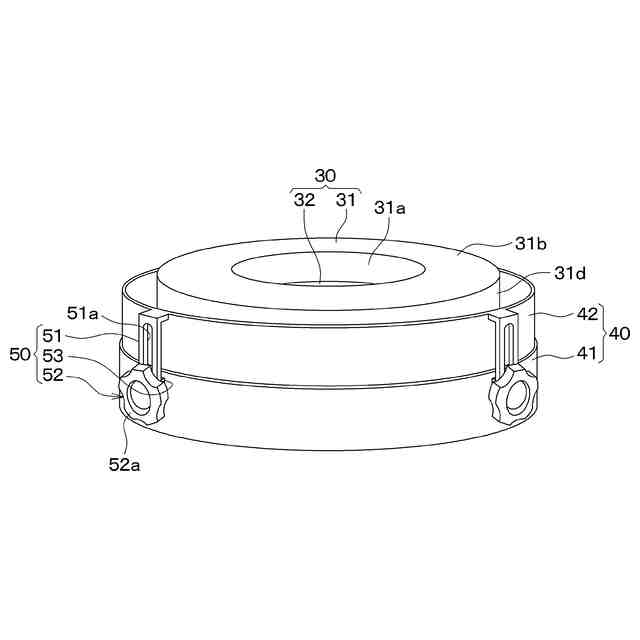
【解決手段】中心軸C1に沿う方向の寸法となる厚みを有すると共に、中心軸C1を法線方向とする端面が刃を研ぐ研磨面31bとされ、外側面31dが円柱状とされた砥石31と、砥石31が設置される設置台10と、設置台10上において、中心軸C1を回転中心として砥石31を回転させる回転装置20と、砥石31に対して水を供給する水供給部60と、砥石31の外側面31dを囲み、砥石31からの水分の飛散を止めるカバー部40と、カバー部40を中心軸C1に沿う方向へ移動させることで、設置台10からのカバー部40の高さを可変させる高さ調整機構50と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
刃物(100)における刃(101)を研ぐ刃研ぎ装置であって、
中心軸(C1)を有し、前記中心軸に沿う方向の寸法となる厚みを有すると共に、前記中心軸を法線方向とする端面が前記刃を研ぐ研磨面(31b)とされ、外側面(31d)が円柱状とされた砥石(31)と、
前記砥石が設置される設置台(10)と、
前記設置台上において、前記中心軸を回転中心として前記砥石を回転させる回転装置(20)と、
前記砥石に対して水を供給する水供給部(60)と、
前記砥石の前記外側面を囲み、前記砥石からの水分の飛散を止めるカバー部(40)と、
前記カバー部を前記中心軸に沿う方向へ移動させることで、前記設置台からの前記カバー部の高さを可変させる高さ調整機構(50)と、を備える、刃研ぎ装置。
続きを表示(約 1,000 文字)
【請求項2】
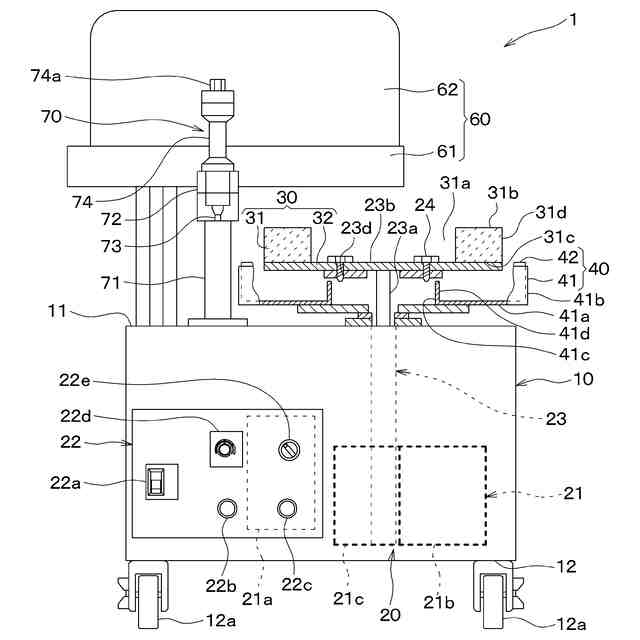
前記カバー部は、前記中心軸を中心として配置される円筒状部材で構成されており、前記設置台に対して固定される第1カバー(41)と、前記第1カバーの内側もしくは外側に配置される第2カバー(42)と、を有し、
前記第2カバーが前記第1カバーに対して前記中心軸に沿う方向へ相対移動させられることで、前記カバー部の前記設置台からの高さを可変させる、請求項1に記載の刃研ぎ装置。
【請求項3】
前記高さ調整機構は、前記カバー部のうちの3箇所に設置されており、該3箇所それぞれにおいて、前記第1カバーにおける前記設置台と反対側の端部から前記第2カバーにおける前記設置台と反対側の端部までの距離を調整することにより、前記高さの可変に加えて、前記第2カバーを前記中心軸に対して傾斜させることを可能とする、請求項2に記載の刃研ぎ装置。
【請求項4】
前記高さ調整機構は、前記中心軸を中心として径方向の一方向と前記カバー部とが交差する2箇所と、前記径方向のうち前記一方向に対して直交する方向と前記カバー部とが交差する2箇所とによる4箇所のうちの3箇所に設定されている、請求項3に記載の刃研ぎ装置。
【請求項5】
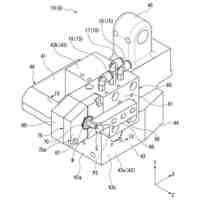
前記カバー部の中央には、前記砥石を搭載すると共に前記砥石と共に回転させられる台座(23b)が備えられ、
前記砥石は、中空部(31a)を有する円筒状とされていると共に、前記研磨面と反対側の端面となる底面(31c)に対して前記台座に固定される固定治具(32)が固定されており、
前記台座と前記固定治具とには、互いに対応する形状の凹部(32a)および凸部(23c)の一方と他方が備えられ、前記凸部が前記凹部に嵌め込まれることで、前記台座に対する前記砥石の位置決めが行われる、請求項1ないし4のいずれか1つに記載の刃研ぎ装置。
【請求項6】
前記研磨面を研削して前記砥石の面直しを行う面直し部(70)を有し、
前記面直し部は、
前記設置台に立設された支持部(71)と、
前記支持部を回転軸として回転可能とされたアーム部(72)と、
前記研磨面の研削を行う研削部(73)と、
前記アーム部に取付けられ、前記研削部を上下方向に移動させることで前記研磨面からの前記研削部の距離を調整する距離調整部(74)と、を有している、請求項1ないし4のいずれか1つに記載の刃研ぎ装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、刃物を研ぐことに用いる刃研ぎ装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
刃物の刃研ぎには、一般的に長方体のブロック状の砥石が用いられる。砥石を作業台に固定しておき、ユーザが刃物を持った自身の手を前後に動かし、刃物を砥石表面に摺動させることで刃研ぎが行われる。しかしながら、長方体のブロック状の砥石を用いた刃研ぎでは作業時間が掛るため、作業効率の向上が図れる装置として、例えば非特許文献1、2の刃研ぎ装置が販売されている。
【0003】
非特許文献1、2の刃研ぎ装置は、円環状の砥石と砥石を回転させる回転装置とを備えており、砥石の研磨面に水を供給しつつ回転装置によって砥石を回転させ、ユーザが回転する砥石の研磨面に刃物を押し付けることで刃研ぎを行う。砥石の周囲には円筒状のスポンジ製のカバー部が配置され、砥石に供給した水や研磨カスが混じった水などの水分の外側への飛散が抑制されている。また、非特許文献2の刃研ぎ装置については、アタッチメントとして、砥石の研磨面の上方にダイヤモンド砥石が取付け可能とされ、摩耗した砥石表面を研削することで面直しが行えるようになっている。
【先行技術文献】
【非特許文献】
【0004】
京セラ インダストリアルツールズ株式会社、研磨機、FG-18、インターネット<https://www.kyocera-industrialtools.co.jp/products/home/items/1078>
株式会社清水製作所、ラクダ水研機RS-265型、インターネット <shimizu-factory.co.jp/publics/index/146/>
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、非特許文献1、2の刃研ぎ装置では、砥石の周囲を囲むカバー部がスポンジ製であるため、耐久性が低く、交換頻度が高くなる。また、水分の飛散を抑制するためにはカバー部をある程度高くする必要があるが、砥石が摩耗した際に砥石表面がカバー部よりも低くなり得る。スポンジ製のため、刃物で押してカバー部を変形させることで砥石の摩耗に対応し得るが、刃物でカバー部を傷つけやすく、より交換頻度を高めてしまう。
【0006】
また、非特許文献2の刃研ぎ装置では、ダイヤモンド砥石による面直しが可能になっているが、面直しの度に面直し用の専用パーツを装着しなければならない。
【0007】
本開示は、砥石の摩耗に対応でき、かつ、耐久性があって交換頻度を低下させられるカバー部を有する刃研ぎ装置を提供することを第1の目的とする。加えて、面直しの度に面直し用の専用パーツを装着する手間を無くすことが可能な刃研ぎ装置を提供することを第2の目的とする。
【課題を解決するための手段】
【0008】
本開示の第1の観点は、刃物(100)における刃(101)を研ぐ刃研ぎ装置であって、中心軸(C1)を有し、前記中心軸に沿う方向の寸法となる厚みを有すると共に、前記中心軸を法線方向とする端面が刃を研ぐ研磨面(31b)とされ、外側面(31d)が円柱状とされた砥石(31)と、砥石が設置される設置台(10)と、設置台上において、前記中心軸を回転中心として砥石を回転させる回転装置(20)と、砥石に対して水を供給する水供給部(60)と、砥石の外側面を囲み、砥石からの水分の飛散を止めるカバー部(40)と、カバー部を前記中心軸に沿う方向へ移動させることで、設置台からのカバー部の高さを可変させる高さ調整機構(50)と、を備える。
【0009】
このように、カバー部にて砥石の外周面を覆うようにしている。このため、刃研ぎの際に、カバー部にて水分の飛散を抑制することが可能となる。また、高さ調整機構を備えてカバー部の高さ調整を可能にしているため、摩耗による砥石の高さの変化に対応してカバー部の高さを調整できる。これにより、摩耗によって砥石の高さが低くなったとしても、刃研ぎの際に、カバー部の上端が刃物や作業者の手に当たって邪魔になることを抑制することが可能となる。そして、高さ調整機構を備えることでカバー部の高さ調整を行うことができるため、カバー部をスポンジ製などの柔らかい材料ではなく金属製などの硬質な材料によって構成でき、耐久性を持たせることができて、交換頻度も低下させられる。したがって、砥石の摩耗に対応でき、かつ、耐久性があって交換頻度を低下させられるカバー部を有する刃研ぎ装置とすることが可能となる。
【0010】
本開示の第2の観点における刃研ぎ装置では、カバー部は、前記中心軸を中心として配置される円筒状部材で構成されており、設置台に対して固定される第1カバー(41)と、第1カバーの内側もしくは外側に配置される第2カバー(42)と、を有し、第2カバーが第1カバーに対して前記中心軸に沿う方向へ相対移動させられることで、カバー部の設置台からの高さを可変させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
5か月前
個人
研磨体
8日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
3日前
トヨタ自動車株式会社
外径測定方法
5か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
不二空機株式会社
可搬型動力工具
3日前
株式会社リブラ
ブラスト加工装置
2か月前
シンクス株式会社
ボード切断装置
22日前
株式会社精工技研
研磨装置および研磨方法
2か月前
株式会社ディスコ
砥石
1日前
株式会社IHI
ブラストガン
3か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
トヨタ自動車株式会社
バリ取り装置
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
中村留精密工業株式会社
レンズ保持装置
17日前
株式会社ディスコ
加工方法
16日前
株式会社ディスコ
加工装置
3か月前
嘉澤端子工業股分有限公司
グラインダー
22日前
リックス株式会社
ドライアイス噴射装置
4か月前
株式会社東京精密
ワーク加工装置
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
NTN株式会社
加工装置
3か月前
信越半導体株式会社
洗浄処理装置
4か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社荏原製作所
研磨装置
1か月前
セイコーインスツル株式会社
研削盤
16日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
5か月前
株式会社マキタ
サンダ
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社荏原製作所
研磨装置
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ