TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086717
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200935
出願日
2023-11-28
発明の名称
モータの製造方法
出願人
株式会社デンソー
代理人
弁理士法人服部国際特許事務所
主分類
H02K
15/035 20250101AFI20250602BHJP(電力の発電,変換,配電)
要約
【課題】着磁後の磁石をロータキャリアに高精度に組み付けるモータ用ロータの製造方法を提供する。
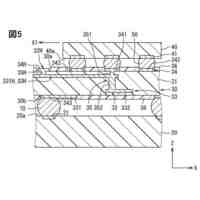
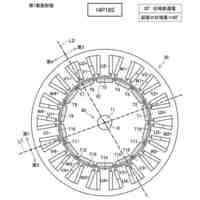
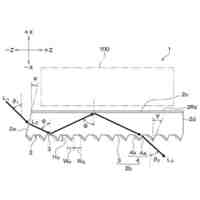
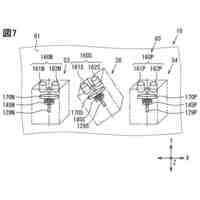
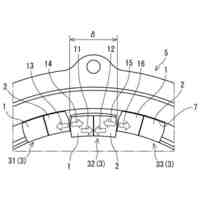
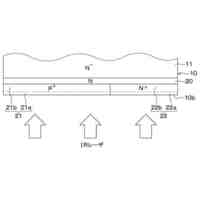
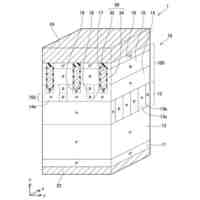
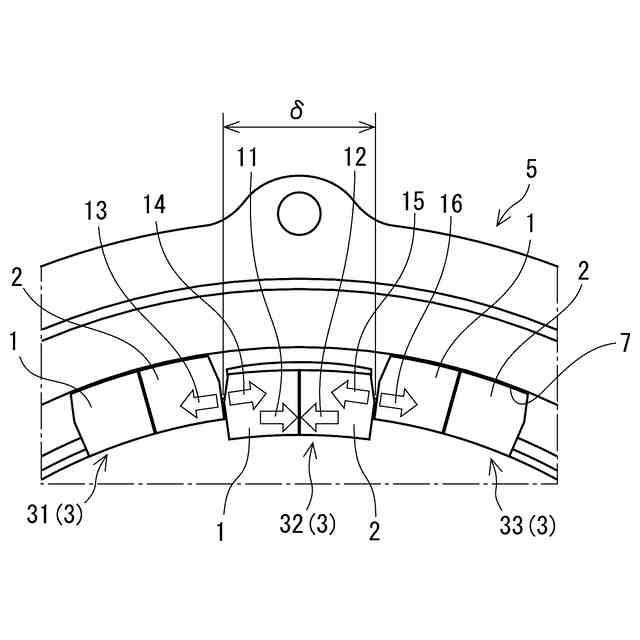
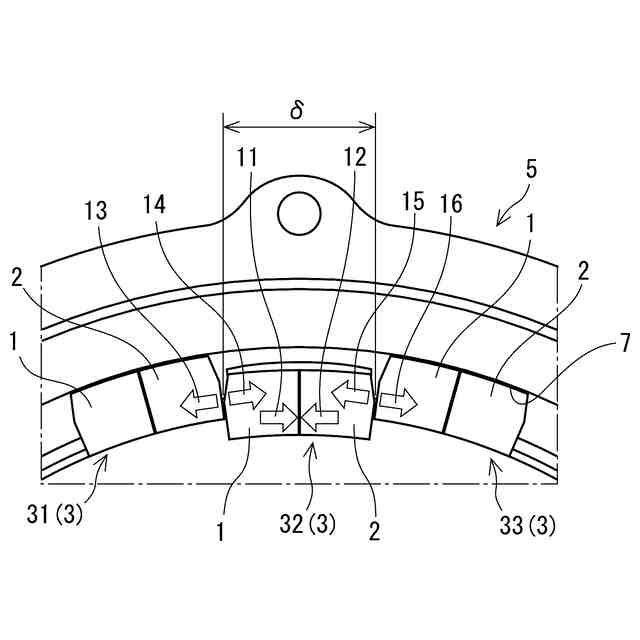
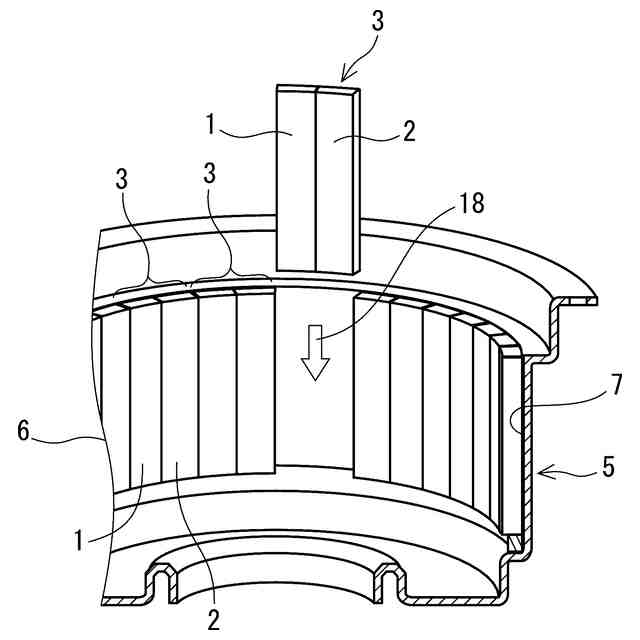
【解決手段】 ロータキャリア5の内壁7に間隔をおいて隣り合う一組の磁石対31、33を貼付し、第1周目に狭い隙間δを形成する。次に、ロータキャリア5の隙間δに第2周目の各磁石対32を貼付するとき、前記間隔に相当する隙間δに第2周目の磁石対3を周方向に貼付する。一組の磁石1、2間には引力11、12が作用して引き合い、一組の磁石対32の両外側には、両側で隣り合う別の二組の磁石対31、33との間の周方向両側で作用する斥力13、14、15、16が釣り合う関係にある。したがって、各磁石の引力と斥力が及ぼす精度阻害要因を抑制しながら、相対的に小さな把持力と小さな加圧保持力でもって、ロータキャリア5の内壁7の所定位置に高精度に磁石1、2を全周に組付けることができる。
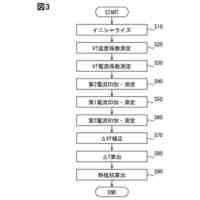
【選択図】 図3
特許請求の範囲
【請求項1】
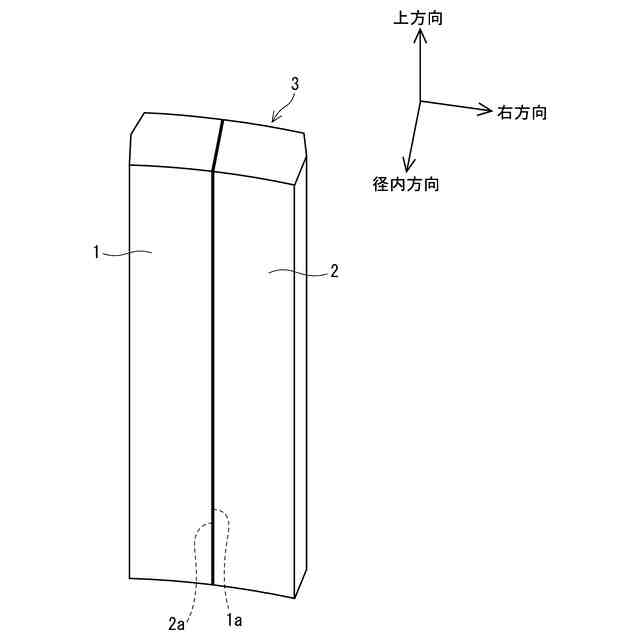
磁石(1、2、3、36)の長手方向が筒状のロータキャリア(5)の中心軸線(51)方向に沿うように前記ロータキャリアの内壁(7)に前記磁石を貼付する工程と、
前記ロータキャリアの内壁に前記磁石を貼付するとき、前記ロータキャリアの内壁に貼付された隣り合う前記磁石(31、33)の間に、前記磁石の周方向長さ相当の隙間(δ)を形成する工程と、
前記隙間に前記磁石(32)を挿入し、前記ロータキャリアの内壁に前記磁石を貼付する工程と、を含むモータの製造方法。
続きを表示(約 850 文字)
【請求項2】
長板状の磁石素材と長板状の磁石素材を貼り合わせて着磁することにより、前記磁石を形成する工程を含む請求項1記載のモータの製造方法。
【請求項3】
前記磁石の周方向長さ相当の前記隙間に、前記磁石を挿入し、加圧保持し、前記ロータキャリアの周方向の全周に磁石を貼付する工程を含む請求項1記載のモータの製造方法。
【請求項4】
前記ロータキャリアの内壁に代えて前記ロータキャリアの外壁である請求項1記載のモータの製造方法。
【請求項5】
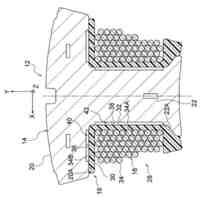
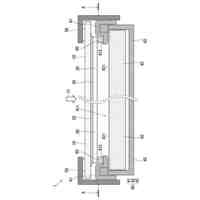
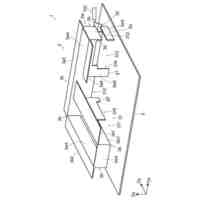
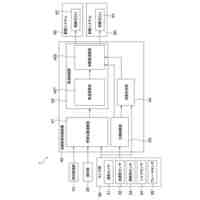
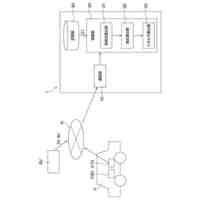
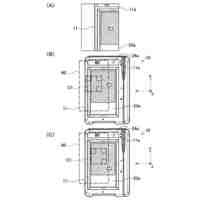
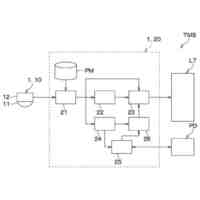
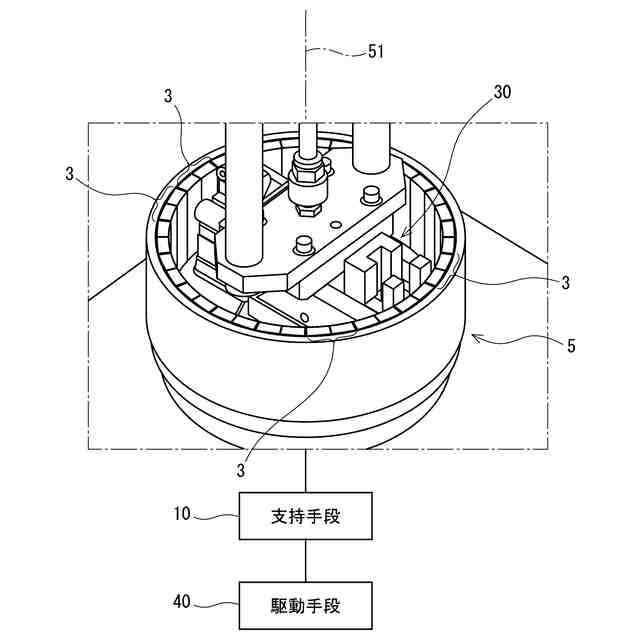
ロータキャリア(5)を回転可能に支持する支持手段(10)と、
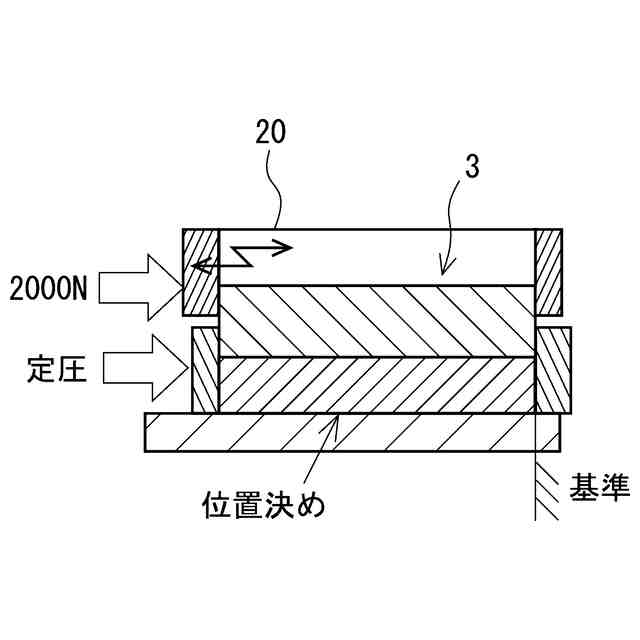
磁石(1、2、3、36)を把持する把持手段(20)と、
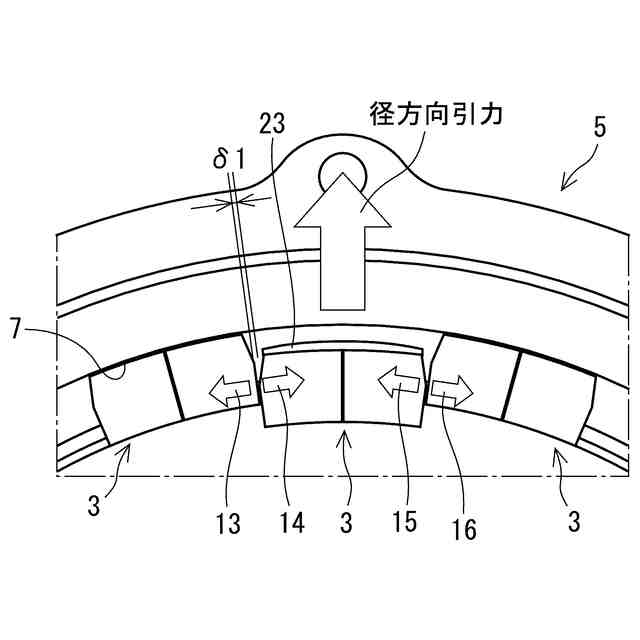
前記磁石の外面又は筒状のロータキャリアの内壁(7)に接着剤(23)を塗布する接着剤供給手段と、
前記ロータキャリアの内壁と前記磁石との間に接着剤を挟んで加圧保持する加圧保持手段(30)と、
前記加圧保持手段の周囲で前記ロータキャリアの中心軸線(51)の周りに前記ロータキャリアを回転駆動する駆動手段(40)とを備えたモータの製造装置。
【請求項6】
前記ロータキャリアの内壁に周方向に複数の磁石を貼付するとき、貼付した前記磁石に対し前記内壁周方向に前記磁石の周方向長さと同等の間隔を隔てて他の磁石を貼付する請求項5記載のモータの製造装置。
【請求項7】
前記ロータキャリアの内壁に、一個の磁石の周方向長さと同一長さ空間と、貼付した前記磁石とが、交互に周方向に繰り返されている状態を形成する請求項5又は6記載のモータの製造装置。
【請求項8】
前記加圧保持手段は、前記ロータキャリアの内壁側の中央部の一か所に設けられ、前記把持手段により把持された磁石がロータキャリアの内部に挿入される毎に、前記ロータキャリアの内壁に接着剤を介して前記磁石を貼付するために前記磁石を加圧保持する請求項6記載のモータの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータとステータとからなるモータの製造方法及び製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
モータのステータに対し相対回転するロータは、モータの高出力トルク化に伴い、高透磁率材料からなるロータキャリアに配設する永久磁石の数量を増加させたり、永久磁石により発生する磁束量を増加させる傾向にある。
【0003】
従来より、モータの製造方法として、ロータキャリアに磁石素材を固定した後に当該磁石素材を着磁コイルにより着磁して永久磁石にするアッセンブリ着磁工法が知られているが、このアッセンブリ着磁工法を用いたモータの製造方法は、着磁時の磁力衝撃を抑えるための構造をもつ設備を造ることが困難であった。
【0004】
他方、モータの別の製造方法として、例えば特許文献1は、着磁したM個の第1の永久磁石を形成したロータ上体と、着磁した別のM個の第2の永久磁石を形成したロータ下体とを組立てた後、ロータ本体を形成してロータを形成するモータの製造方法を開示している。
【先行技術文献】
【特許文献】
【0005】
特開2000-197288号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般に、モータを製造する際に、アウタロータであれば、ロータキャリアの内壁の周方向に単品着磁済磁石を組付する工程において、隣接する単品着磁済磁石の引力及び斥力の影響を受けやすいため、単品着磁済磁石を狙いの位置に組み付ける精度が悪化する問題があった。同様に、インナロータであれば、ロータキャリアの外壁の周方向に単品着磁済磁石を組付する工程において、隣接する単品着磁済磁石の引力及び斥力の影響を受けやすいため、単品着磁済磁石を狙いの位置に組み付ける精度が悪化する問題があった。
【0007】
本発明は、上述の課題に鑑みてなされたものであり、その目的は、着磁後の磁石をロータキャリアに高精度に組み付けるモータの製造方法及び製造装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明に係るモータの製造方法は、磁石(1、2、3、36)の長手方向が筒状のロータキャリア(5)の中心軸線(51)方向に沿うように前記ロータキャリアの内壁(7)に貼付する工程と、前記ロータキャリアの内壁に前記磁石を貼付するとき、前記ロータキャリアの内壁に貼付された隣り合う前記磁石(31、33)の間に、前記磁石の周方向長さ相当の隙間(δ)を形成する工程と、前記隙間に前記磁石(32)を挿入し、前記ロータキャリアの内壁に前記磁石を貼付する工程と、を含む。
【0009】
本発明に係るモータの製造装置は、ロータキャリア(5)を回転可能に支持する支持手段(10)と、磁石(1、2、3、36)を把持する把持手段(20)と、前記磁石の外面又は筒状のロータキャリアの内壁(7)に接着剤(23)を塗布する接着剤供給手段と、前記ロータキャリアの内壁と前記磁石との間に接着剤を挟んで加圧保持する加圧保持手段(30)と、前記加圧保持手段の周囲で前記ロータキャリアの中心軸線(51)の周りに前記ロータキャリアを回転駆動する駆動手段(40)とを備えた構成を採用する。
【0010】
本発明に係るモータの製造方法及び製造装置によると、ロータキャリアの内壁に磁石を貼付した後に、貼付した磁石に周方向に間隔をおいて別の磁石を貼付するから、周方向に間隔をおいて相互に隣り合う磁石の引力及び斥力の影響を受けない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
熱交換器
14日前
株式会社デンソー
ステータ
3日前
株式会社デンソー
電子装置
4日前
株式会社デンソー
ステータ
8日前
株式会社デンソーテン
表示装置
11日前
株式会社デンソー
ステータ
3日前
株式会社デンソー
回転電機
16日前
株式会社デンソー
光学部材
9日前
株式会社デンソー
半導体素子
10日前
株式会社デンソー
半導体素子
8日前
株式会社デンソー
半導体装置
14日前
株式会社デンソー
半導体装置
7日前
株式会社デンソーテン
アンテナ装置
10日前
株式会社デンソー
熱抵抗測定方法
18日前
株式会社デンソー
機器モジュール
15日前
株式会社デンソーウェーブ
三次元計測装置
7日前
株式会社デンソー
車両用制御装置
10日前
株式会社デンソー
車両用制御装置
10日前
株式会社デンソーウェーブ
レーザレーダ装置
18日前
株式会社デンソー
アンテナデバイス
9日前
株式会社デンソー
モータの製造方法
4日前
株式会社デンソーエレクトロニクス
車載用電装ユニット
14日前
株式会社デンソー
消費エネルギ推定装置
14日前
株式会社デンソー
半導体装置の製造方法
9日前
株式会社デンソー
二酸化炭素回収システム
3日前
株式会社デンソーウェーブ
情報コード読取システム
3日前
株式会社デンソー
配線基板および電池装置
21日前
株式会社デンソー
半導体装置とその製造方法
4日前
株式会社デンソーテン
制御装置、および制御方法
8日前
株式会社デンソーウェーブ
産業用ロボット及び吸着装置
10日前
株式会社SOKEN
導波管
1日前
株式会社SOKEN
監視装置
11日前
株式会社デンソー
機器モジュールおよび蓄電装置
15日前
株式会社デンソーテン
充電制御装置およびプログラム
10日前
株式会社SOKEN
レーダ装置
8日前
株式会社デンソー
電子制御装置および通信システム
3日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ