TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086314
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2024090502
出願日
2024-06-04
発明の名称
二次電池の製造方法及び二次電池
出願人
トヨタバッテリー株式会社
代理人
個人
主分類
H01M
10/0587 20100101AFI20250530BHJP(基本的電気素子)
要約
【課題】より好適に蓋部材の溶接を行う。
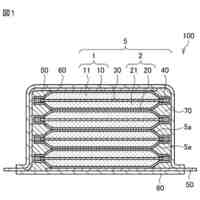
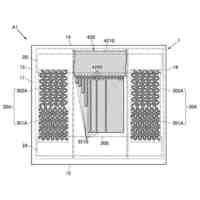
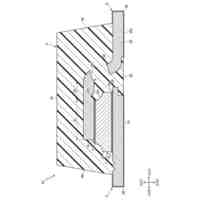
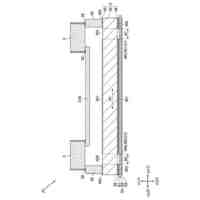
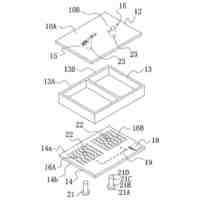
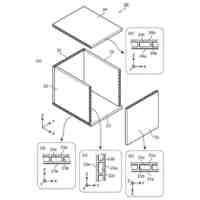
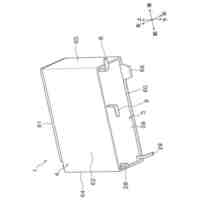
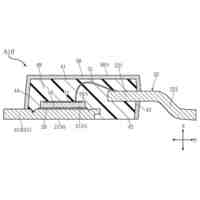
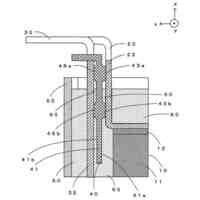
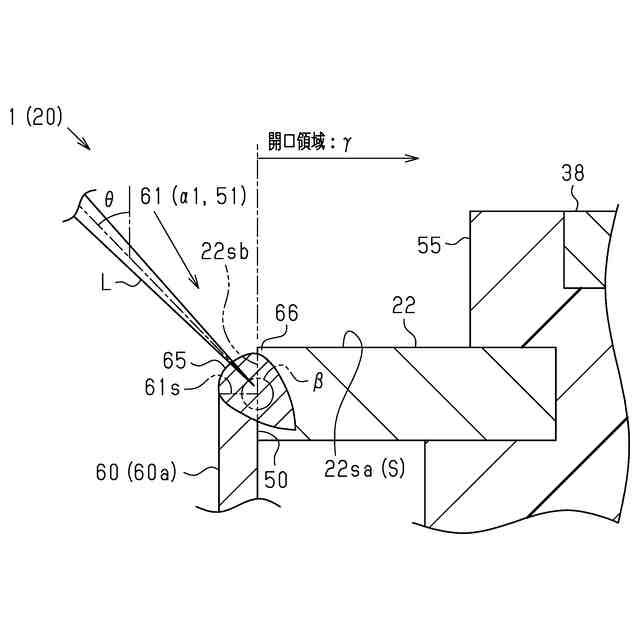
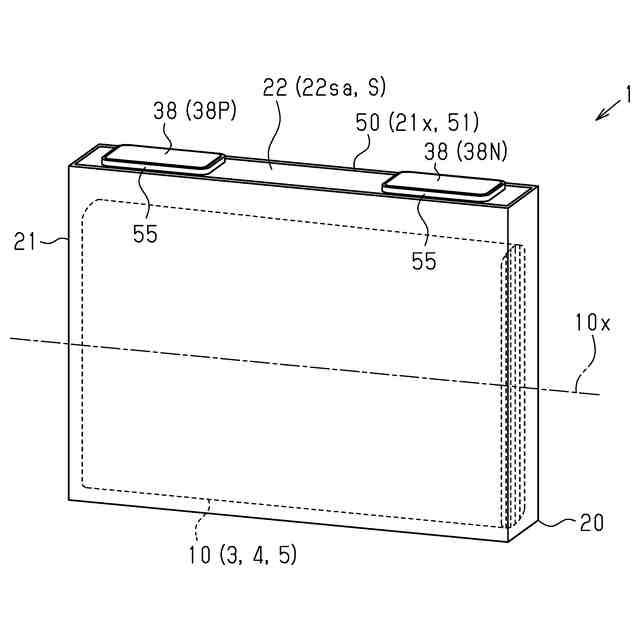
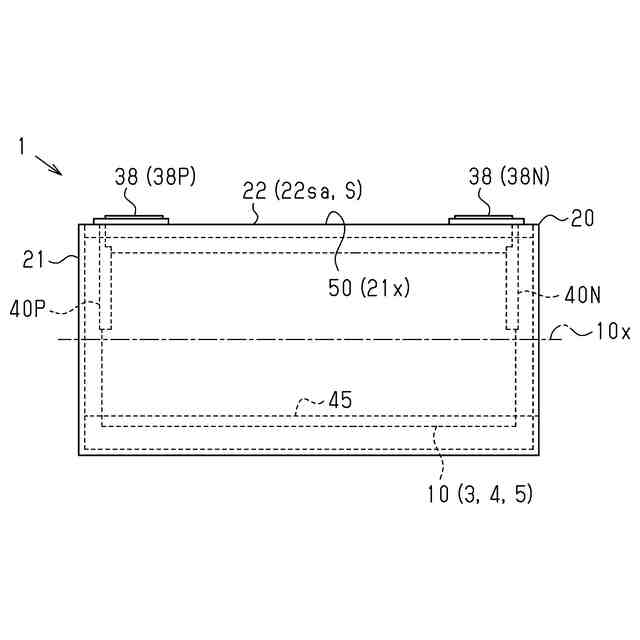
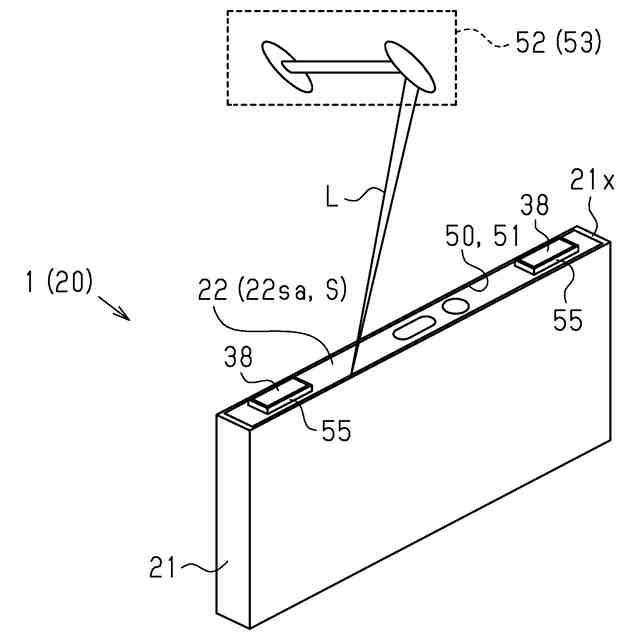
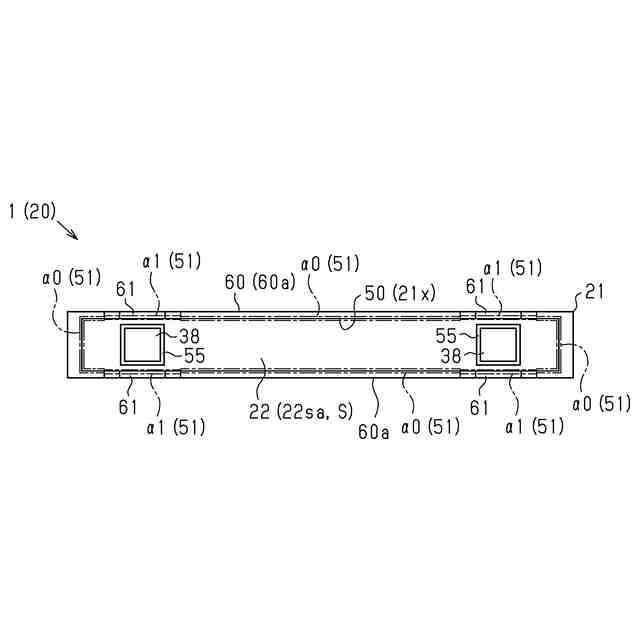
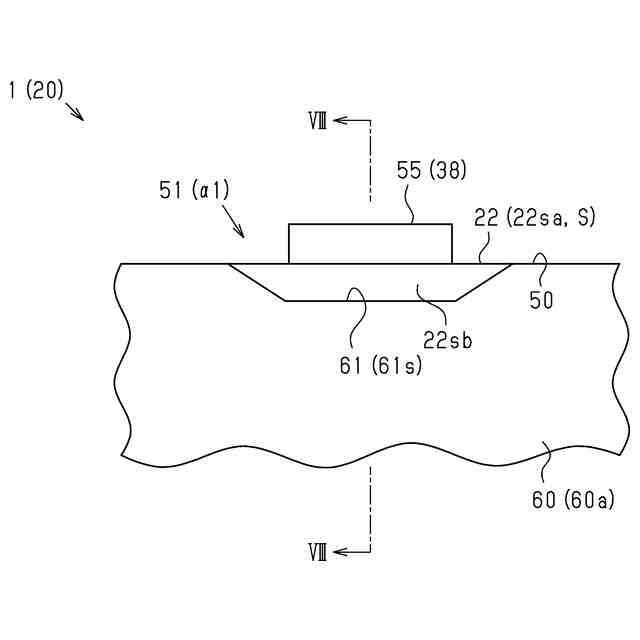
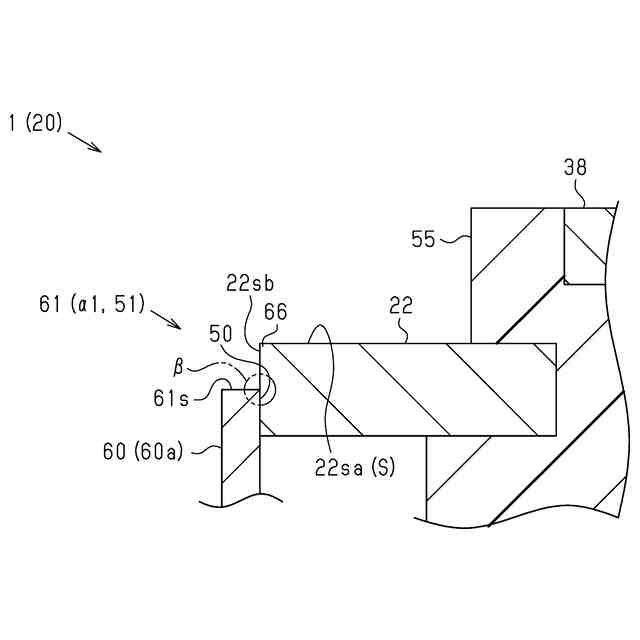
【解決手段】二次電池1は、電極体を収容するケース20の開口部50内に挿入された状態で、この開口部50に嵌合した蓋部材22が溶接されることにより、その開口部50が封止される。蓋部材22には、ケース20外に臨む電極端子38の絶縁部55が設けられる。また、開口部50を形成するケース20の周壁60には、蓋部材22が嵌合した状態で絶縁部55の周辺領域α1となる位置に切欠き部61が設けられる。更に、開口部50に対する蓋部材22の挿入方向から開口部50及び蓋部材22の嵌合部51に対してレーザー光Lを照射することにより、周辺領域α1以外を溶接する。そして、周辺領域α1については、切欠き部61内に露出した蓋部材22の外周面22sbと切欠き部61の端面61sとの境界部βに対し、蓋部材22の挿入方向に対して傾斜した角度θでレーザー光Lを照射することにより、その溶接を行う。
【選択図】図9
特許請求の範囲
【請求項1】
電極体を収容するケースの開口部内に挿入された状態で該開口部に嵌合した蓋部材を溶接することにより前記開口部を封止するとともに、前記蓋部材には、前記ケース外に臨む電極端子の絶縁部が設けられた二次電池の製造方法であって、
前記開口部を形成する前記ケースの周壁には、前記蓋部材が前記嵌合した状態で前記絶縁部の周辺領域となる位置に切欠き部が設けられ、
前記開口部に対する前記蓋部材の挿入方向から前記開口部及び前記蓋部材の嵌合部に対してレーザー光を照射することにより、前記周辺領域以外の前記溶接を行うとともに、
前記切欠き部内に露出した前記蓋部材の外周面と前記切欠き部の端面との境界部に対し、前記蓋部材の挿入方向に対して傾斜した角度で前記レーザー光を照射することにより、前記周辺領域の前記溶接を行う
二次電池の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記蓋部材は、矩形の平面形状を有して前記開口部内に挿入されるとともに、
前記切欠き部は、前記開口部に嵌合した前記蓋部材の短手方向において、前記絶縁部に並ぶ位置に設けられる
請求項1に記載の二次電池の製造方法。
【請求項3】
前記蓋部材の上方に配置されたレーザー照射部を用いて前記周辺領域以外の前記溶接を行う第1の溶接工程と、
前記ケースの上方において前記蓋部材を短手方向に挟む第1側方位置及び第2側方位置に配置された一対の前記レーザー照射部を用いて前記周辺領域の前記溶接を行う第2の溶接工程と、を備える
請求項2に記載の二次電池の製造方法。
【請求項4】
前記周辺領域の前記溶接を行う際、前記周辺領域に対し、前記ケースの上方における前記絶縁部側から不活性ガスを吹き付ける
請求項1~請求項3の何れか一項に記載の二次電池の製造方法。
【請求項5】
前記切欠き部内に露出した前記蓋部材の外周面と前記絶縁部が突出した前記蓋部材の外表面との角部を溶融させない
請求項1~請求項3の何れか一項に記載の二次電池の製造方法。
【請求項6】
電極体を収容するケースの開口部内に挿入された状態で該開口部に嵌合した蓋部材を溶接することにより前記開口部を封止するとともに、前記蓋部材には、前記ケース外に臨む電極端子の絶縁部が設けられた二次電池の製造方法であって、
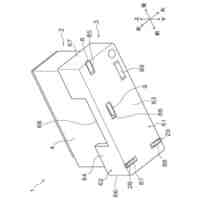
前記開口部を形成する前記ケースの周壁には、前記蓋部材が前記嵌合した状態で前記絶縁部の周辺領域となる位置に前記蓋部材の挿入方向において延出した延出部が設けられ、
前記開口部に対する前記蓋部材の挿入方向から前記開口部及び前記蓋部材の嵌合部に対してレーザー光を照射することにより、前記周辺領域以外の前記溶接を行うとともに、
前記ケースの前記延出部を有する部分の外面に対し、前記蓋部材の挿入方向に対して傾斜した角度で前記レーザー光を照射して前記ケースと前記蓋部材とを貫通溶接することにより、前記周辺領域の前記溶接を行う
二次電池の製造方法。
【請求項7】
前記蓋部材は、矩形の平面形状を有して前記開口部内に挿入されるとともに、
前記延出部は、前記開口部に嵌合した前記蓋部材の短手方向において、前記絶縁部に並ぶ位置に設けられる
請求項6に記載の二次電池の製造方法。
【請求項8】
前記蓋部材の上方に配置されたレーザー照射部を用いて前記周辺領域以外の前記溶接を行う第1の溶接工程と、
前記ケースの上方において前記蓋部材を短手方向に挟む第1側方位置及び第2側方位置に配置された一対の前記レーザー照射部を用いて前記周辺領域の前記溶接を行う第2の溶接工程と、を備える
請求項7に記載の二次電池の製造方法。
【請求項9】
前記周辺領域の前記溶接を行う際、前記周辺領域に対し、前記ケースの外側の上方から不活性ガスを吹き付ける
請求項6~請求項8の何れか一項に記載の二次電池の製造方法。
【請求項10】
前記周辺領域に照射されるレーザー光は、前記ケースを貫通して前記蓋部材の厚さ方向において前記絶縁部寄りに照射される
請求項6~請求項8の何れか一項に記載の二次電池の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、二次電池の製造方法及び二次電池に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
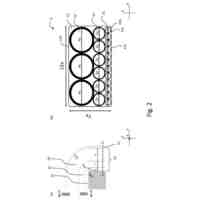
従来、電極体を収容するケースの開口部に対して蓋部材を溶接することにより、その開口部が封止された二次電池がある。例えば、特許文献1には、開口部内に挿入された蓋部材が、その開口部に嵌合した状態で、この蓋部材の挿入方向から、これらの開口部及び蓋部材の嵌合部に対してレーザー光を照射することにより、その溶接を行う方法が記載されている。そして、このような所謂縦打ちの溶接方法を採用することにより、効率的に、その蓋部材の溶接を行うことができる。
【0003】
また、特許文献1に記載の二次電池において、蓋部材には、ケース外に臨む電極端子の絶縁部が設けられている。更に、蓋部材は、この絶縁部の近傍において、その外表面に凹設された凹部を有している。そして、これにより、その溶接部と絶縁部との間に空間を形成することで、溶接時の熱により生じたプルーム、つまりは蒸発した金属の煙によって、その樹脂を用いて形成された絶縁部が損傷し難い構成となっている。
【先行技術文献】
【特許文献】
【0004】
特開2014-10887号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来技術の構成では、その溶接時の熱伝播を有効に阻害し得る空間を適切に設計することが難しいという問題がある。
【課題を解決するための手段】
【0006】
上記課題を解決する二次電池の製造方法及び二次電池の各態様を記載する。
態様1は、電極体を収容するケースの開口部内に挿入された状態で該開口部に嵌合した蓋部材を溶接することにより前記開口部を封止するとともに、前記蓋部材には、前記ケース外に臨む電極端子の絶縁部が設けられた二次電池の製造方法であって、前記開口部を形成する前記ケースの周壁には、前記蓋部材が前記嵌合した状態で前記絶縁部の周辺領域となる位置に切欠き部が設けられ、前記開口部に対する前記蓋部材の挿入方向から前記開口部及び前記蓋部材の嵌合部に対してレーザー光を照射することにより、前記周辺領域以外の前記溶接を行うとともに、前記切欠き部内に露出した前記蓋部材の外周面と前記切欠き部の端面との境界部に対し、前記蓋部材の挿入方向に対して傾斜した角度で前記レーザー光を照射することにより、前記周辺領域の前記溶接を行う二次電池の製造方法である。
【0007】
上記方法によれば、絶縁部の周辺領域を溶接する際、照射したレーザー光が、ケース外に突出した電極端子の絶縁部に向かって反射され難くなる。更に、溶接部位から立ち上るプルームが、その絶縁部が設けられた蓋部材の外表面側に向かい難くなる。そして、これにより、より効果的に、蓋部材に設けられた電極端子の絶縁部を保護しつつ、その蓋部材の溶接を行うことができる。
【0008】
態様2は、前記蓋部材は、矩形の平面形状を有して前記開口部内に挿入されるとともに、前記切欠き部は、前記開口部に嵌合した前記蓋部材の短手方向において、前記絶縁部に並ぶ位置に設けられる態様1の二次電池の製造方法である。
【0009】
上記方法によれば、集電池のセル等に多く用いられる扁平略四角箱状の外形を有した二次電池のケースについて、その蓋部材の平面形状と同じ矩形の開口形状を有した開口部に対し、より好適に蓋部材を溶接することができる。
【0010】
態様3は、前記蓋部材の上方に配置されたレーザー照射部を用いて前記周辺領域以外の前記溶接を行う第1の溶接工程と、前記ケースの上方において前記蓋部材を短手方向に挟む第1側方位置及び第2側方位置に配置された一対の前記レーザー照射部を用いて前記周辺領域の前記溶接を行う第2の溶接工程と、を備える態様2の二次電池の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
甲神電機株式会社
変流器
1か月前
APB株式会社
二次電池
27日前
株式会社電知
組電池の製造方法
6日前
株式会社東光高岳
変圧器
20日前
株式会社東光高岳
変圧器
20日前
ローム株式会社
チップ部品
23日前
ローム株式会社
半導体装置
今日
ローム株式会社
半導体装置
29日前
株式会社コロナ
タッチ式操作装置
9日前
株式会社GSユアサ
蓄電装置
6日前
株式会社GSユアサ
蓄電装置
1か月前
太陽誘電株式会社
コイル部品
今日
太陽誘電株式会社
全固体電池
28日前
オムロン株式会社
電磁継電器
1か月前
オムロン株式会社
電磁継電器
1か月前
トヨタ自動車株式会社
二次電池
12日前
株式会社村田製作所
電池
今日
トヨタ自動車株式会社
二次電池
28日前
トヨタ自動車株式会社
集合導線
29日前
トヨタ自動車株式会社
二次電池
1日前
CKD株式会社
倣い装置
16日前
株式会社高田製作所
電源切替器
今日
日本特殊陶業株式会社
保持装置
1か月前
APB株式会社
二次電池セルの製造方法
27日前
株式会社バンダイ
電池収容構造及び玩具
1か月前
株式会社不二越
ソレノイド
5日前
ローム株式会社
半導体装置
14日前
株式会社プロテリアル
シート状磁性部材
1か月前
株式会社ダイヘン
搬送装置
12日前
株式会社不二越
ソレノイド
15日前
株式会社ダイヘン
ヒューズ
9日前
矢崎総業株式会社
コネクタ
1日前
SMK株式会社
コネクタの取付構造
16日前
ニチコン株式会社
コンデンサ
22日前
株式会社AESCジャパン
二次電池
1か月前
新電元工業株式会社
磁性部品
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ