TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085793
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2025046738,2023069135
出願日
2025-03-21,2019-02-26
発明の名称
研磨されるウェーハの上面から液体を除去する方法
出願人
株式会社荏原製作所
代理人
個人
主分類
B24B
37/30 20120101AFI20250529BHJP(研削;研磨)
要約
【課題】研磨されるウェーハの上面から液体を除去し、研磨ヘッドが適切な力をウェーハに加えることを可能とする方法を提供する。
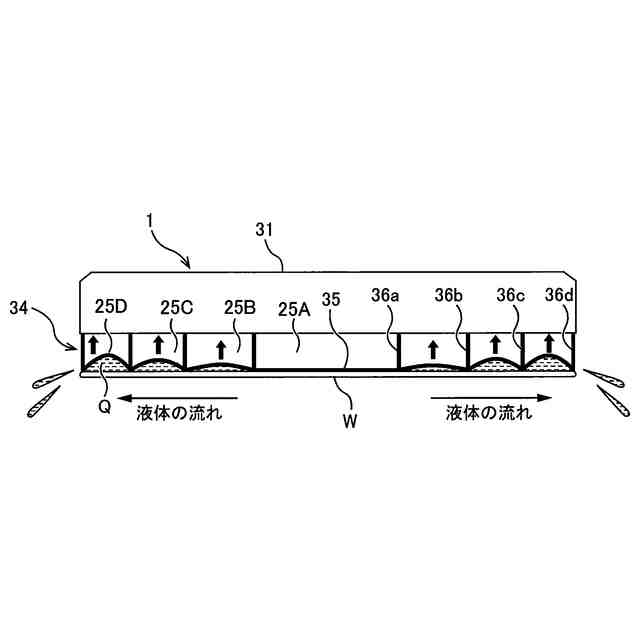
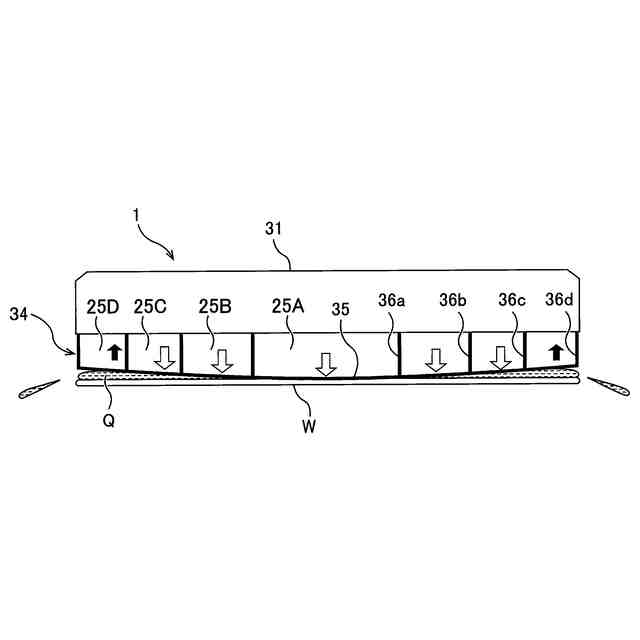
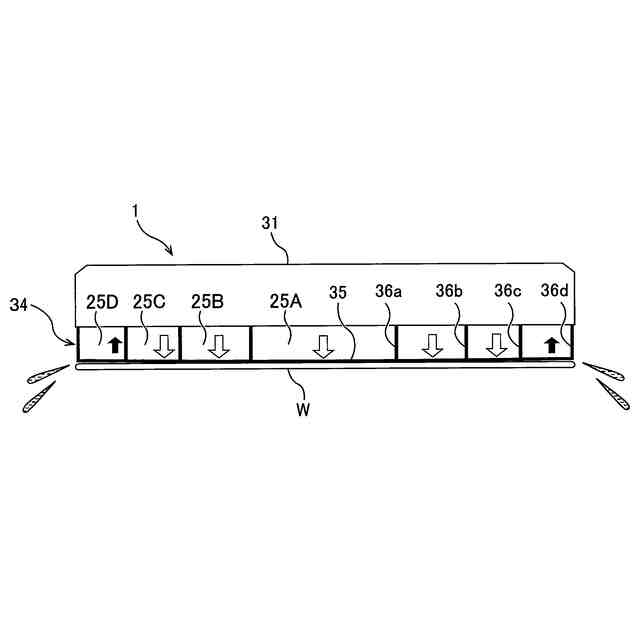
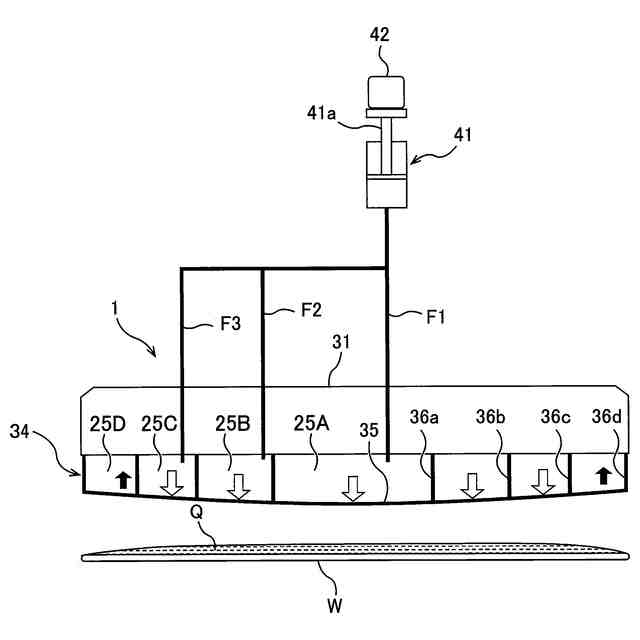
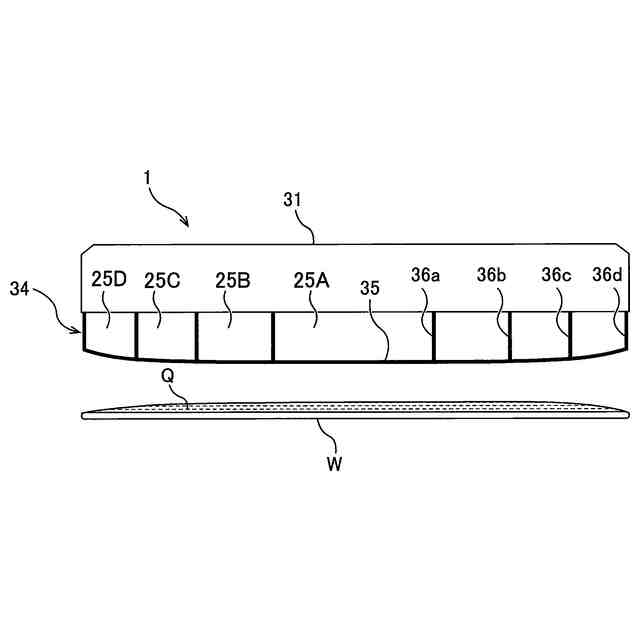
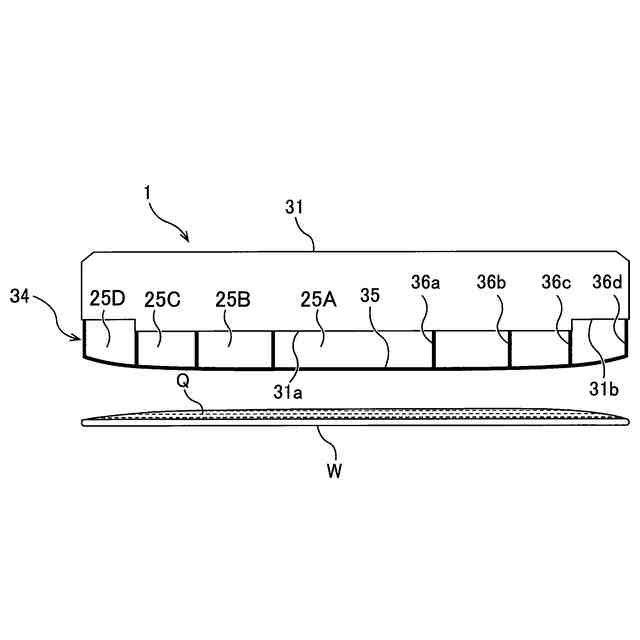
【解決手段】本方法は、弾性膜34をウェーハWの上面に接触させ、その後、弾性膜34によって形成された外側圧力室、中心側圧力室の順に外側圧力室および中心側圧力室内に真空を形成することで、ウェーハWの上面に存在する液体を外側に移動させ、その後、弾性膜34でウェーハWの下面を研磨面2aに押し付けて、ウェーハWの上面から液体を除去し、研磨ヘッド1でウェーハWの下面を研磨面2aに摺接させて、ウェーハWの下面を研磨する。
【選択図】図12
特許請求の範囲
【請求項1】
弾性膜によって形成された中心側圧力室と外側圧力室を有する研磨ヘッドを用いてウェーハを研磨する方法であって、
前記弾性膜を前記ウェーハの上面に接触させ、その後、
前記外側圧力室、前記中心側圧力室の順に前記外側圧力室および前記中心側圧力室内に真空を形成することで、前記ウェーハの上面に存在する液体を外側に移動させ、その後、
前記弾性膜で前記ウェーハの下面を研磨面に押し付けて、前記ウェーハの上面から液体を除去し、
前記研磨ヘッドで前記ウェーハの下面を前記研磨面に摺接させて、前記ウェーハの下面を研磨する方法。
続きを表示(約 340 文字)
【請求項2】
前記中心側圧力室、前記外側圧力室の順に前記中心側圧力室および前記外側圧力室内に圧縮気体を供給することで、前記弾性膜で前記ウェーハの下面を前記研磨面に押し付けて、前記ウェーハの上面から液体を除去する、請求項1に記載の方法。
【請求項3】
前記外側圧力室および前記中心側圧力室は、第1圧力室、第2圧力室、および第3圧力室を少なくとも含み、前記第2圧力室は前記第1圧力室の外側に位置し、前記第3圧力室は前記第2圧力室の外側に位置しており、
前記第3圧力室、前記第2圧力室、前記第1圧力室の順に前記第3圧力室、前記第2圧力室、前記第1圧力室内に真空を形成することで、前記ウェーハの上面に存在する液体を外側に移動させる、請求項1または2に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの研磨前または研磨中にウェーハの上面から液体を除去する技術に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
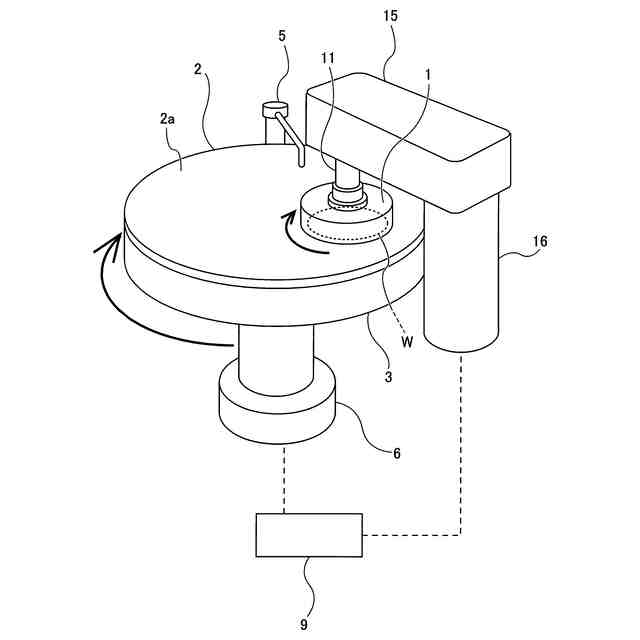
化学機械研磨(CMP)は、研磨面上にスラリーを供給しながら、ウェーハを研磨面に押し付け、スラリーの存在下でウェーハを研磨面に摺接させることで、ウェーハの表面を研磨する技術である。ウェーハの研磨中、ウェーハは研磨ヘッドによって研磨面に押し付けられる。ウェーハの表面は、スラリーの化学的作用と、スラリーに含まれる砥粒の機械的作用により平坦化される。
【0003】
図28は、研磨ヘッドを模式的に示す断面図である。研磨ヘッド600は、ウェーハW1の上面に接触する弾性膜610を有する。この弾性膜610は、複数の圧力室601~604を形成する形状を有しており、それぞれの圧力室601~604内の圧力は独立に調節することが可能である。したがって、研磨ヘッド600は、これら圧力室601~604に対応するウェーハW1の複数の領域を異なる力で押し付けることができ、ウェーハW1の所望の膜厚プロファイルを達成することができる。
【0004】
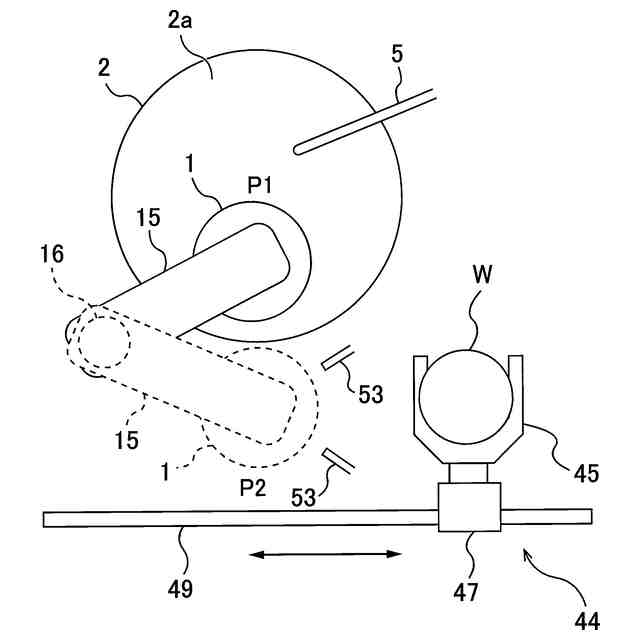
ウェーハW1の研磨が終了すると、研磨されたウェーハW1は搬送装置によって次工程に搬送される。図29に示すように、次のウェーハW2は、搬送装置によって研磨ヘッド600の下方の受け渡し位置に運ばれる。同時に、研磨ヘッド600は、液体(例えば純水)で洗浄され、研磨ヘッド600からスラリーや研磨屑が除去される。そして、次のウェーハW2は、研磨ヘッド600に保持され、研磨ヘッド600により研磨面の上方位置に搬送される。ウェーハW2は、研磨ヘッド600により研磨面に押し付けられ、スラリーの存在下で研磨される。
【先行技術文献】
【特許文献】
【0005】
特開2003-11056号公報
特開2005-313312号公報
特開2007-242655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、図30に示すように、ウェーハW2の上面と研磨ヘッド600の弾性膜610との間には、研磨ヘッド600の洗浄に使用された液体Qが存在していることがある。この液体Qが複数の圧力室にまたがって広がっていると、隣の圧力室内の圧力が液体Qに伝わり、意図しない力がウェーハW2に加わってしまう。図30に示す例では、ウェーハW2の中央部の研磨レートを下げるために、中央の圧力室601内の圧力を下げたにもかかわらず、隣の圧力室602の圧力が液体Qを介してウェーハW2の中央部に加わる。結果として、ウェーハWの中央部の研磨レートを下げることができない。このように、ウェーハW2と研磨ヘッド600との間に存在する液体Qは、研磨ヘッド600が適切な力をウェーハW2に加えることを妨げてしまう。
【0007】
そこで、本発明は、研磨されるウェーハの上面から液体を除去し、研磨ヘッドが適切な力をウェーハに加えることを可能とする方法を提供する。
【課題を解決するための手段】
【0008】
一態様では、弾性膜によって形成された中心側圧力室と外側圧力室を有する研磨ヘッドを用いてウェーハを研磨する方法であって、前記弾性膜を前記ウェーハの上面に接触させ、その後、前記外側圧力室、前記中心側圧力室の順に前記外側圧力室および前記中心側圧力室内に真空を形成することで、前記ウェーハの上面に存在する液体を外側に移動させ、その後、前記弾性膜で前記ウェーハの下面を研磨面に押し付けて、前記ウェーハの上面から液体を除去し、前記研磨ヘッドで前記ウェーハの下面を前記研磨面に摺接させて、前記ウェーハの下面を研磨する方法が提供される。
【0009】
一態様では、前記中心側圧力室、前記外側圧力室の順に前記中心側圧力室および前記外側圧力室内に圧縮気体を供給することで、前記弾性膜で前記ウェーハの下面を前記研磨面に押し付けて、前記ウェーハの上面から液体を除去する。
一態様では、前記外側圧力室および前記中心側圧力室は、第1圧力室、第2圧力室、および第3圧力室を少なくとも含み、前記第2圧力室は前記第1圧力室の外側に位置し、前記第3圧力室は前記第2圧力室の外側に位置しており、前記第3圧力室、前記第2圧力室、前記第1圧力室の順に前記第3圧力室、前記第2圧力室、前記第1圧力室内に真空を形成することで、前記ウェーハの上面に存在する液体を外側に移動させる。
【0010】
一態様では、研磨ヘッドを用いてウェーハを研磨する方法であって、搬送装置上の前記ウェーハの上面から液体を除去し、その後、前記研磨ヘッドで前記搬送装置上の前記ウェーハを保持し、前記研磨ヘッドで前記ウェーハの下面を研磨面に押し付けて、前記ウェーハの下面を研磨する方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
12日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
7日前
シンクス株式会社
ボード切断装置
26日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
不二空機株式会社
可搬型動力工具
7日前
株式会社IHI
ブラストガン
4か月前
株式会社ディスコ
砥石
5日前
トヨタ自動車株式会社
バリ取り装置
2か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
中村留精密工業株式会社
レンズ保持装置
21日前
株式会社ディスコ
加工方法
20日前
信越半導体株式会社
洗浄処理装置
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社ディスコ
加工装置
3か月前
嘉澤端子工業股分有限公司
グラインダー
26日前
NTN株式会社
加工装置
3か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
リックス株式会社
ドライアイス噴射装置
4か月前
株式会社荏原製作所
研磨装置
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社マキタ
サンダ
3か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
4か月前
株式会社荏原製作所
研磨装置
4か月前
セイコーインスツル株式会社
研削盤
20日前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
株式会社IHI
加工方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ