TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083292
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2024168618
出願日
2024-09-27
発明の名称
ガラス成形装置及びガラス物品の製造方法並びにエッジローラ
出願人
日本電気硝子株式会社
代理人
個人
,
個人
,
個人
主分類
C03B
17/06 20060101AFI20250523BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】レイアウトの問題や装置の大型化の問題を回避した上で、溶融ガラスの失透を抑制しつつ、十分な幅方向長さのガラスリボンを得る。
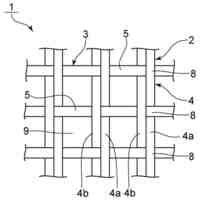
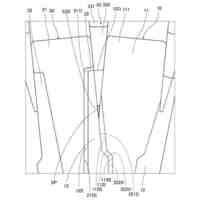
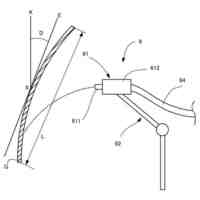
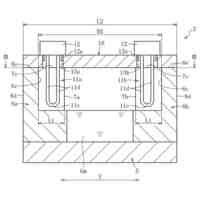
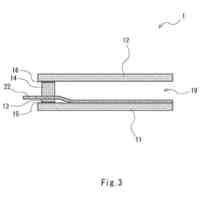
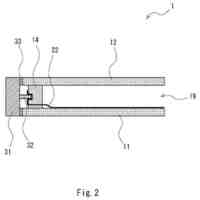
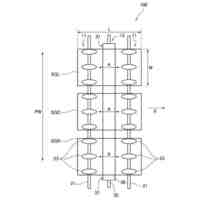
【解決手段】ダウンドロー法によって溶融ガラスGmからガラスリボンGrを成形するガラス成形装置1につき、成形体2と、成形体2から降下するガラスリボンGrの幅方向端部Graを挟持するエッジローラ3とを備える。エッジローラ3は、ガラスリボンGrに接触するローラ部3aと、ローラ部3aが取り付けられるシャフト部3bと、シャフト部3bの内部に設けられ且つローラ部3aの内部の冷却空間3axに対して冷媒を給排する流路3bxとを備える。シャフト部3bは、断熱部7を備えている。
【選択図】図3
特許請求の範囲
【請求項1】
ダウンドロー法によって溶融ガラスからガラスリボンを成形するガラス成形装置であって、
成形体と、前記成形体から降下するガラスリボンの幅方向端部を挟持するエッジローラと、を備え、
前記エッジローラは、前記ガラスリボンに接触するローラ部と、前記ローラ部が取り付けられるシャフト部と、前記シャフト部の内部に設けられ且つ前記ローラ部の内部の冷却空間に対して冷媒を給排する流路と、を備え、
前記シャフト部は、断熱部を備えていることを特徴とするガラス成形装置。
続きを表示(約 830 文字)
【請求項2】
前記断熱部は、前記シャフト部の外周面と前記流路との間に設けられた断熱層であることを特徴とする請求項1に記載のガラス成形装置。
【請求項3】
前記断熱層は、前記シャフト部の外周面と前記流路との間に形成された空間部に気体を貯留させて構成されていることを特徴とする請求項2に記載のガラス成形装置。
【請求項4】
前記気体は、空気であることを特徴とする請求項3に記載のガラス成形装置。
【請求項5】
前記断熱層は、前記シャフト部の中心軸線を含む断面において、軸方向に沿って長尺な細長形状をなすことを特徴とする請求項3に記載のガラス成形装置。
【請求項6】
前記断熱層は、前記シャフト部の中心軸線と直交する断面において、前記中心軸線を中心とする円に沿うように形成されていることを特徴とする請求項5に記載のガラス成形装置。
【請求項7】
前記断熱層と前記流路との径方向の離間距離は、前記断熱層と前記シャフト部の外周面との径方向の離間距離よりも短いことを特徴とする請求項6に記載のガラス成形装置。
【請求項8】
前記シャフト部は、軸方向における前記ローラ部側に位置する第一部分と、軸方向における前記ローラ部側と反対側に位置する第二部分とを接合して構成され、前記断熱層は、前記第一部分に設けられていることを特徴とする請求項2~7の何れかに記載のガラス成形装置。
【請求項9】
前記断熱層の軸方向一端部は、前記第一部分と前記第二部分との接合部に位置していることを特徴とする請求項2~7の何れかに記載のガラス成形装置。
【請求項10】
前記断熱部は、前記成形体を流下する溶融ガラスの幅方向端部の下方領域を幅方向に沿って延びていることを特徴とする請求項1~7の何れかに記載のガラス成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダウンドロー法によって溶融ガラスからガラスリボンを成形するガラス成形装置、及びこれを用いてガラス物品を製造する方法、並びにエッジローラに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
周知のように、ガラス板やガラスロールを製造する工程では、成形体を用いて溶融ガラスからガラスリボンを成形することが行われる。その一例として、特許文献1には、オーバーフローダウンドロー法によって溶融ガラスからガラスリボンを成形するように構成したガラス成形装置が開示されている。
【0003】
詳しくは、同文献に開示のガラス成形装置は、楔状をなす成形体の頂部に形成された溝から溢れ出させた溶融ガラスを、成形体の両側面に沿って流下させた後、成形体の下端部で融合させてガラスリボンを成形する。この場合、成形体から降下するガラスリボンの幅方向端部は、内部で冷媒が循環するエッジローラによって挟持される。
【0004】
このような構成に加えて、同文献に開示のガラス成形装置は、成形体の幅方向端部に装着されたエッジガイド(同文献ではエッジディレクタ)からエッジローラへの熱損失を低減させるために、エッジローラの上方で且つ成形体の下方に熱遮蔽体を配置している。
【0005】
このように熱遮蔽体を配置すれば、エッジローラによって成形体のエッジガイドが不当に冷却されるという問題が生じ難くなるため、成形体の下端部におけるエッジガイドの周辺で生じ得る溶融ガラスの失透を抑制することが期待できる。
【先行技術文献】
【特許文献】
【0006】
特開2011-178657号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、同文献に開示のガラス成形装置では、熱遮蔽体を配置するためのスペースが必要であるため、成形体とエッジローラとの上下方向の離間距離が長くなる。この場合、成形体から降下した直後のガラスリボンは、下方に移行するに連れて幅方向での収縮量が増加する。
【0008】
そのため、上記の離間距離が長いと、エッジローラは、ガラスリボンの幅方向長さが不当に短くなった位置で当該ガラスリボンを挟持しなければならず、成形後に十分な幅方向長さのガラスリボンを得ることが困難になる。
【0009】
さらに、同文献に開示のガラス成形装置では、エッジローラが回転している関係上、熱遮蔽体をエッジローラから離間させておく必要があり、そのためにレイアウトの問題や装置の大型化の問題が生じる。
【0010】
以上の観点から、本発明は、レイアウトの問題や装置の大型化の問題を回避した上で、溶融ガラスの失透を抑制しつつ、十分な幅方向長さのガラスリボンを得ることを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
光学膜及びバンドパスフィルタ
15日前
日本電気硝子株式会社
積層板
7日前
日本電気硝子株式会社
ガラス繊維用集束剤、ガラスストランド、及びセメント複合材
12日前
日本電気硝子株式会社
補強用メッシュ巻回体
5日前
日本電気硝子株式会社
宇宙太陽光発電用ガラス基板
12日前
日本電気硝子株式会社
検査装置、学習データ生成方法、学習モデル生成方法、及び対象物の製造方法
12日前
日本電気硝子株式会社
強化ガラス板及び強化用ガラス板
12日前
日本電気硝子株式会社
ガラス材
2か月前
個人
ガラス製品の製造方法
26日前
株式会社フジクラ
シール装置
2か月前
日本電気硝子株式会社
ガラスの製造方法
1か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本板硝子株式会社
自動車用窓ガラス
3か月前
株式会社オハラ
光学ガラス
2か月前
AGC株式会社
ガラス板の製造方法
2か月前
日東電工株式会社
ガラス樹脂複合体
3か月前
信越化学工業株式会社
ガラス母材の延伸方法
14日前
日本電気硝子株式会社
フィーダー
2か月前
AGC株式会社
ガラスペースト
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
5日前
白金科技股分有限公司
微小球およびその調製方法
12日前
株式会社オハラ
光学ガラスおよび光学素子
1か月前
日本板硝子株式会社
車両用合わせガラス体
15日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
AGC株式会社
洗浄部材の位置決め方法
1か月前
AGC株式会社
成形装置、及び成形方法
14日前
東洋ガラス株式会社
ガラス製造装置
2か月前
AGC株式会社
ガラス及びその製造方法
15日前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
1か月前
日本板硝子株式会社
車両用調光合わせガラス
12日前
日本電気硝子株式会社
ガラス物品の製造方法
3か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
3か月前
株式会社オハラ
結晶相を含むガラス
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ