TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082960
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2023196549
出願日
2023-11-20
発明の名称
電池の製造方法、及び、電池
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
10/0585 20100101AFI20250523BHJP(基本的電気素子)
要約
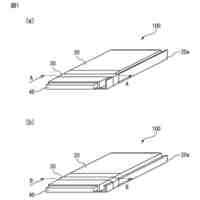
【課題】電池の注液口から電解液を注液する際に変形や破損が生じることを抑制することができる電池の製造方法、および電池を提供する。
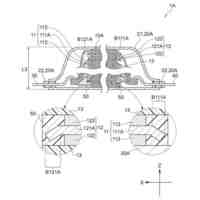
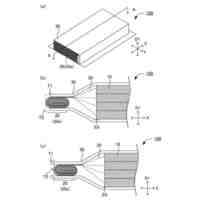
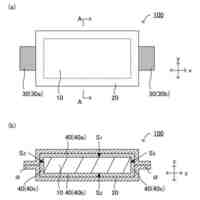
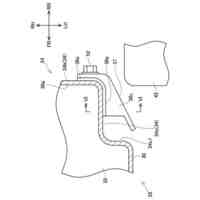
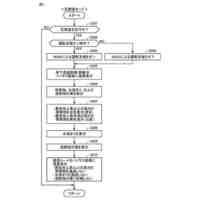
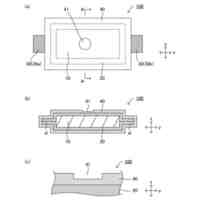
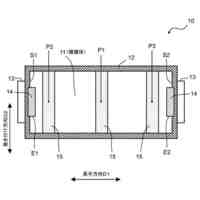
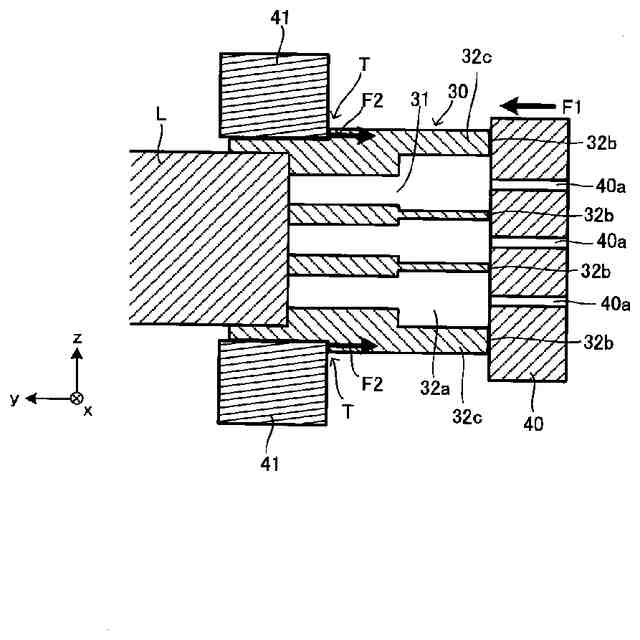
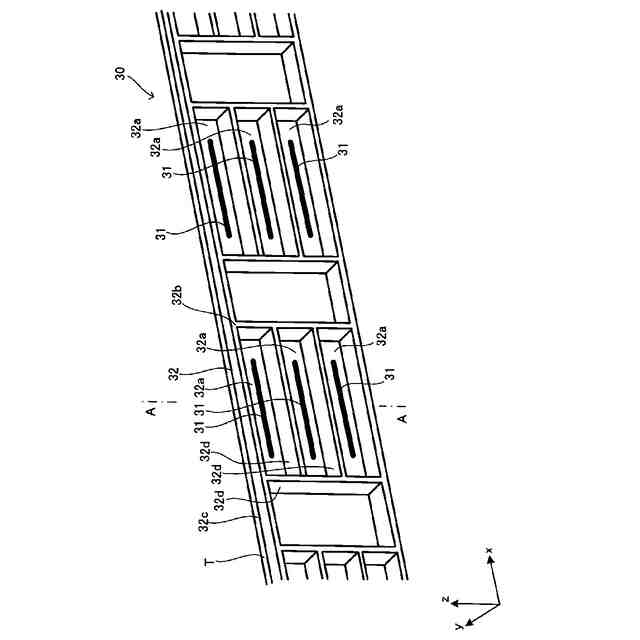
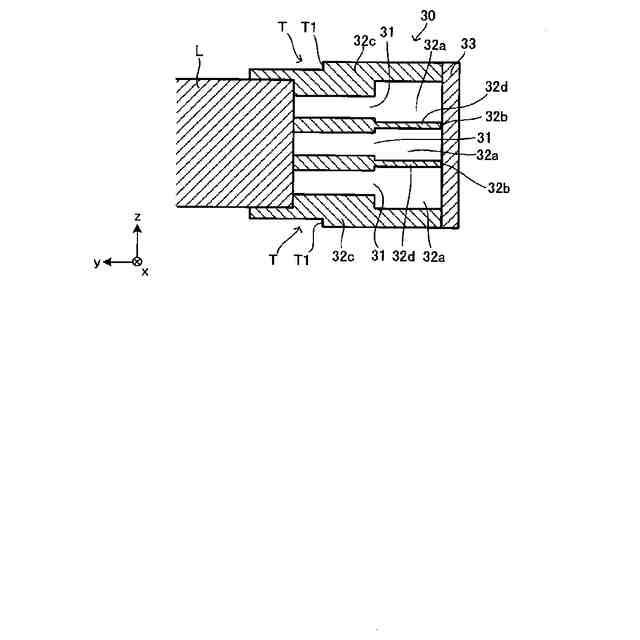
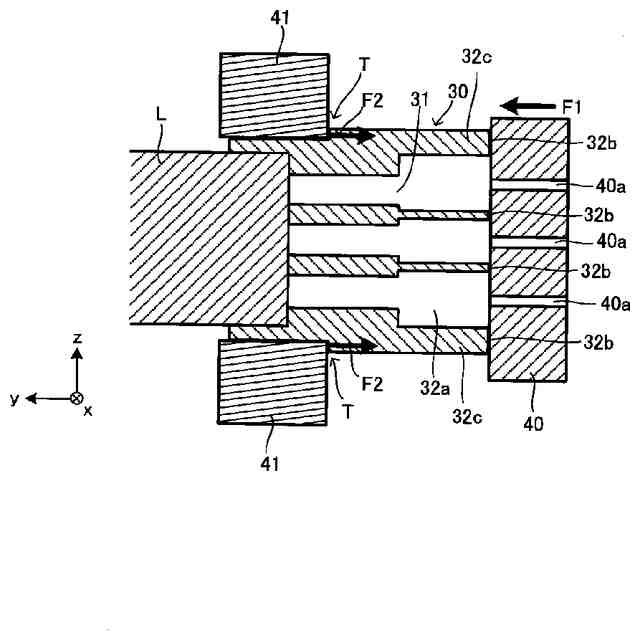
【解決手段】複数の電極が積層された電池であって、電極に対して電解液を注入するための注液口31と、注液口を囲うように形成された注液枠と、を有し、注液枠のうち、複数の電極の積層方向の端面には段差Tが形成されている、電池である。電池の製造方法であって、電極に対して電解液を注入する注液口を囲むように形成された注液枠を介して電解液を供給する注液工程を有し、注液枠のうち、複数の電極の積層方向端面には段差が形成されており、注液工程では、注液枠の開口を覆うように押圧して第1の治具40を配置し、段差に第2の治具41を配置して、注液枠に対して、第1の治具と第2の治具とで対向する力を生じさせつつ電解液を注液口に供給する、電池の製造方法である。
【選択図】図6
特許請求の範囲
【請求項1】
複数の電極が積層された電池の製造方法であって、
前記電極に対して前記電解液を注入する注液口を囲むように形成された注液枠を介して前記電解液を供給する注液工程を有し、
前記注液枠のうち、複数の前記電極の積層方向端面には段差が形成されており、
前記注液工程では、前記注液枠の開口を覆うように押圧して第1の治具を配置し、前記段差に第2の治具を配置して、前記注液枠に対して、前記第1の治具と前記第2の治具とで対向する力を生じさせつつ前記電解液を前記注液口に供給する、
電池の製造方法。
続きを表示(約 190 文字)
【請求項2】
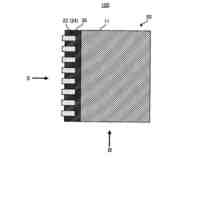
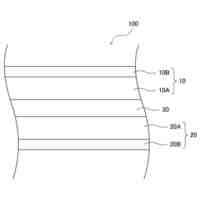
複数の電極が積層された電池であって、
前記電極に対して電解液を注入するための注液口と、
前記注液口を囲うように形成された注液枠と、を有し、
前記注液枠のうち、複数の前記電極の積層方向の端面には段差が形成されている、
電池。
【請求項3】
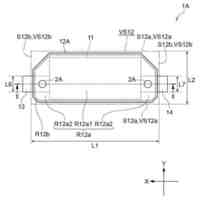
前記段差の高低差が0.5mm以上である、請求項2に記載の電池。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法、及び、電池に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1にはバイポーラ電池の端部に射出成型で注液口が設けられたことが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-120718号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
注液口からの電解液の注液の際に注液口を囲うように形成された注液枠を押さえる必要があるが、注液枠に力がかかりすぎると注液枠に破損や変形の虞がある。
【0005】
そこで本開示は、電池の注液口から電解液の注液をする際に変形や破損が生じることを抑制することができる電池の製造方法を提供することを目的とする。また、そのための電池を提供する。
【課題を解決するための手段】
【0006】
詳細は後で説明するが、発明者は鋭意検討の結果、電解液の注液時における電解液のシール性を確保するために、注液の際に注液枠に対して電池の積層方向と交差する方向から押圧するため、座屈や変形が懸念されることから、注液枠に対して電池の積層方向からも拘束力を付加することで、押圧による力をキャンセルするが、拘束力が大きくなると注液枠に破損や変形が生じる知見を得た。これに対して発明者は拘束力を小さくしても押圧力を減殺することができる手段を具体化した。
【0007】
本願は、複数の電極が積層された電池の製造方法であって、電極に対して電解液を注入する注液口を囲むように形成された注液枠を介して電解液を供給する注液工程を有し、注液枠のうち、複数の電極の積層方向端面には段差が形成されており、注液工程では、注液枠の開口を覆うように押圧して第1の治具を配置し、段差に第2の治具を配置して、注液枠に対して、第1の治具と第2の治具とで対向する力を生じさせつつ電解液を注液口に供給する、電池の製造方法を開示する。
【0008】
本願は、複数の電極が積層された電池であって、電極に対して電解液を注入するための注液口と、注液口を囲うように形成された注液枠と、を有し、注液枠のうち、複数の電極の積層方向の端面には段差が形成されている、電池を開示する。
【0009】
上記段差の高低差は0.5mm以上とすることができる。
【発明の効果】
【0010】
本開示によれば、段差に配置された第2の治具と、注液枠の開口を押圧する第1の治具とで対向する力が働いているため、第1の治具によるシール性を得るための押圧力を減殺させることができ、シール性を確保しつつ注液枠の変形や破損の発生を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
金型
17日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電動車
22日前
トヨタ自動車株式会社
電動車
29日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
表示装置
29日前
トヨタ自動車株式会社
ステータ
17日前
トヨタ自動車株式会社
二次電池
3日前
トヨタ自動車株式会社
電動車両
19日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
予測方法
3日前
トヨタ自動車株式会社
ステータ
16日前
トヨタ自動車株式会社
充電装置
29日前
トヨタ自動車株式会社
正極合材
12日前
トヨタ自動車株式会社
配車装置
29日前
トヨタ自動車株式会社
関節機構
3日前
トヨタ自動車株式会社
集合導線
18日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
電動車両
12日前
トヨタ自動車株式会社
ステータ
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ