TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080856
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194199
出願日
2023-11-15
発明の名称
雌端子および端子ユニット
出願人
株式会社オートネットワーク技術研究所
,
住友電装株式会社
,
住友電気工業株式会社
代理人
弁理士法人笠井中根国際特許事務所
,
個人
,
個人
主分類
H01R
13/11 20060101AFI20250520BHJP(基本的電気素子)
要約
【課題】雌端子の大型化を抑制しつつ大電流化への対応が可能であり、接点ばね部の製造時の変形リスクも抑制できる、雌端子を開示する。
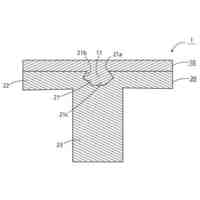
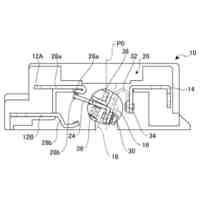
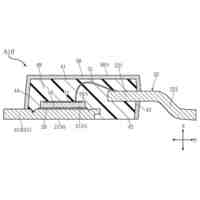
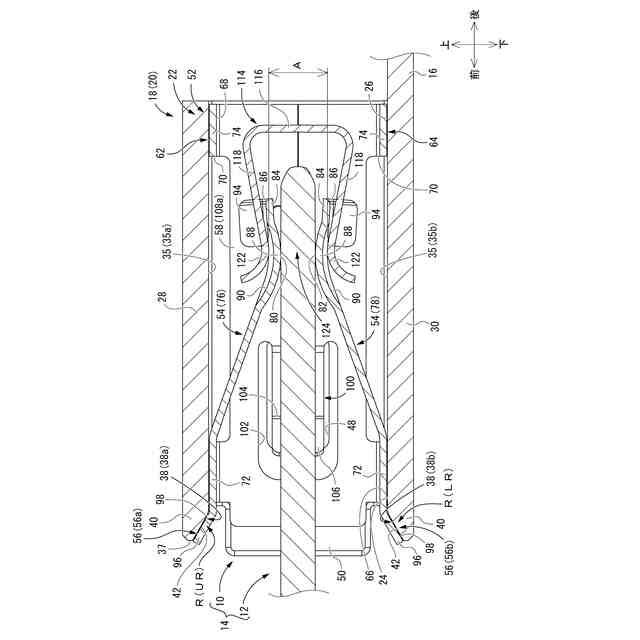
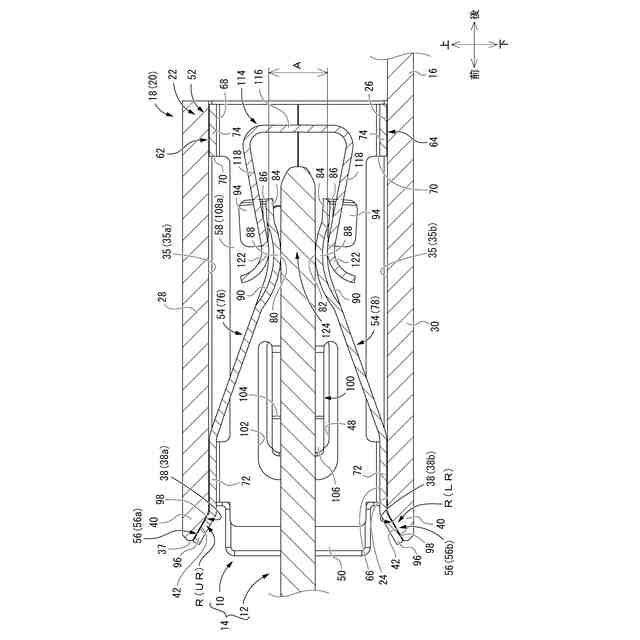
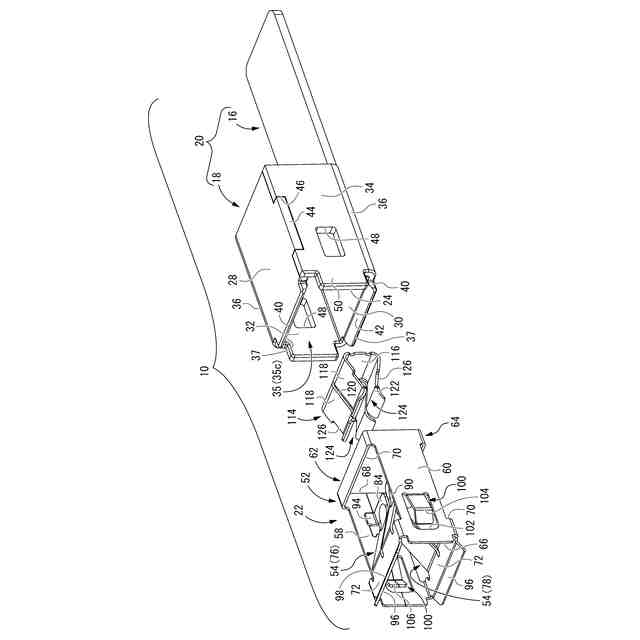
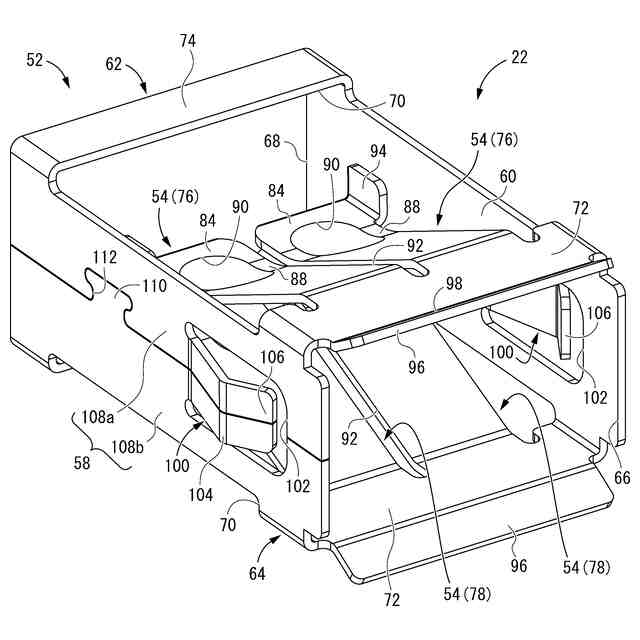
【解決手段】雌端子10が、接続部16と筒状導体部18とを有する本体部20と筒状導体部18に組み付けられている接点形成金具22とを備え、筒状導体部18は、雄端子挿入口24と、後方開口窓26と、雄端子挿入口24または後方開口窓26側の端面37の内周縁部に設けられた面取り部によって構成された被溶接部38と、を有し、接点形成金具22は、筒状導体部18の壁部の内面35に組み付けられる枠体部52と、枠体部52の内方に向かって突出して雄端子挿入口24から挿入される雄端子12に圧接される接点ばね部54と、枠体部52の雄端子挿入口24または後方開口窓26側の縁部を面取り部の傾斜に沿って屈曲させて設けた溶接部56と、を有し、溶接部56と被溶接部38が相互に重ね合わされて溶接されている。
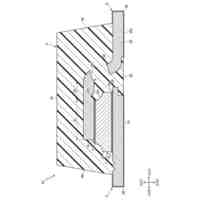
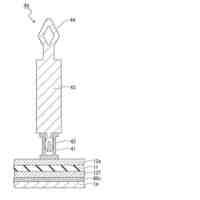
【選択図】図3
特許請求の範囲
【請求項1】
第1金属平板のプレス加工品であって、他部材に導通接続される接続部と中空の筒状導体部とを有する本体部と、
前記第1金属平板よりも板厚が薄い第2金属平板のプレス加工品であって、前記筒状導体部に導通可能に組み付けられている接点形成金具と、を備え、
前記筒状導体部は、一端側に向かって開口する雄端子挿入口と、他端側に向かって開口する後方開口窓と、前記雄端子挿入口側または前記後方開口窓側の端面の内周縁部に設けられた面取り部によって構成された被溶接部と、を有し、
前記接点形成金具は、前記筒状導体部の壁部の内面に組み付けられる枠体部と、前記枠体部に保持されて前記枠体部の内方に向かって突出して前記雄端子挿入口から挿入される雄端子に圧接される接点ばね部と、前記枠体部の前記雄端子挿入口側または前記後方開口窓側の縁部を前記面取り部の傾斜に沿って屈曲させて設けた溶接部と、を有し、
前記溶接部と前記被溶接部が相互に重ね合わされて溶接されている、雌端子。
続きを表示(約 1,600 文字)
【請求項2】
前記溶接部と前記被溶接部は、前記筒状導体部の軸方向であるX方向の外方に向かうに従って前記X方向に直交するZ方向の外方に広がっており、前記溶接部と前記被溶接部の前記X方向に対する傾斜角度が同じである、請求項1に記載の雌端子。
【請求項3】
前記溶接部を前記被溶接部に押圧する押圧部を有する、請求項1または請求項2に記載の雌端子。
【請求項4】
前記接点形成金具は、前記筒状導体部の前記一端側の前記雄端子挿入口から前記他端側に向かって挿入されて前記筒状導体部に組み付けられており、
前記筒状導体部は、前記壁部の前記内面に開口するロック穴を有し、
前記接点形成金具の前記枠体部は、前記ロック穴に嵌合されて前記押圧部を構成するロック爪を有し、
前記ロック爪が弾性変形することにより前記接点形成金具の前記他端側への挿入が許容され、前記ロック爪が弾性復帰して前記ロック穴に係合することにより、前記ロック爪の弾性復元力により、前記溶接部が前記被溶接部に押圧される、請求項3に記載の雌端子。
【請求項5】
前記筒状導体部は、一対の側壁と前記一対の側壁によって連結された上壁および下壁とを有する矩形筒状を有しており、
前記接点形成金具の前記枠体部は、前記筒状導体部の前記一対の側壁のそれぞれに重ね合わされる一対の側部と、前記筒状導体部の前記上壁および前記下壁のそれぞれに重ね合わされる上部および下部を有する矩形枠状を有しており、
前記枠体部の前記上部および前記下部の少なくとも一方を部分的に前記内方に切り起こすことにより、片持ち梁状の前記接点ばね部が構成されている一方、
前記上壁と前記下壁のそれぞれの前記雄端子挿入口側の前記端面に一対の前記面取り部によって構成された一対の前記被溶接部が設けられており、
前記枠体部の前記上部と前記下部の前記雄端子挿入口側の端部にそれぞれ一対の前記溶接部が設けられており、前記一対の溶接部が前記一対の被溶接部にそれぞれ溶接されており、
前記一対の側壁にそれぞれ前記ロック穴が設けられ、前記一対の側部にそれぞれ前記ロック爪が設けられている、請求項4に記載の雌端子。
【請求項6】
前記接点形成金具は、前記筒状導体部の前記一端側の前記雄端子挿入口から前記他端側に向かって挿入されて前記筒状導体部に組み付けられており、
前記接点形成金具の前記溶接部が、前記筒状導体部の前記雄端子挿入口側の前記端面における前記面取り部によって構成された前記被溶接部に重ね合わされることで、前記接点形成金具の前記筒状導体部への挿入端が規定されている、請求項1または請求項2に記載の雌端子。
【請求項7】
前記接点形成金具は、前記筒状導体部の前記他端側に後方開口部を有しており、
前記接点ばね部は、第1接点ばね部と第2接点ばね部とを含み、
前記枠体部の前記上部および前記下部は、前記一端側で前記枠体部に保持されつつ前記他端側に向かって前記内方に突出して片持ち梁状に延び出した前記第1接点ばね部と前記第2接点ばね部とを上下一対で有しており、
前記第1接点ばね部および前記第2接点ばね部のそれぞれの突出端部を挟み込むように配置されるとともに前記後方開口部を挿通可能な大きさを有する接圧付与ばねをさらに備え、
前記第1接点ばね部と前記第2接点ばね部の対向面間への前記雄端子の圧入に伴って前記接圧付与ばねにより前記それぞれの突出端部が相互に接近する方向に付勢されて、前記雄端子に対して前記第1接点ばね部と前記第2接点ばね部とが圧接される、請求項5に記載の雌端子。
【請求項8】
雌端子と、前記雌端子に接続される雄端子とを備えた端子ユニットであって、
前記雌端子が、請求項1または請求項2に記載の雌端子である、端子ユニット。
発明の詳細な説明
【技術分野】
【0001】
本開示は、雌端子および端子ユニットに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、金属平板をプレス加工して形成される雌端子が提案されている。雌端子の基端側には、一対の平板部を重ね合わせて構成された電線接続部が設けられており、雌端子の先端側には、平タブ形状の雄端子が挿入される雄端子装着筒部が設けられており、雌端子と雄端子による端子ユニットとして提供されている。そして、雄端子装着筒部は、各平板部から重ね合わせ方向の反対側に突出した後に先端側に向かって突出するL字形状の一対の支持板部を有している。さらに、雄端子装着筒部は、一対の支持板部の突出端部に半円弧状の湾曲部を介して片持ち梁状に連結されて基端側に向かって突出する一対の接点ばね部も有している。一対の接点ばね部は、雄端子挿入隙間を隔てて対向配置されており、一対の接点ばね部の先端部には、別体の接圧付与ばねが装着されている。この接圧付与ばねにより、一対の接点ばね部の雄端子への接圧が付加されて、安定した雌雄端子の接続状態を保持できるようになっている。
【先行技術文献】
【特許文献】
【0003】
特開2022-83287号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、特許文献1の雌端子は、金属平板をプレス加工して形成していることから、接点ばね部も電流容量に応じた厚さが必要となる。それゆえ、大電流を流す必要がある場合には、接点ばね部の板厚も厚くなる。その結果、接点ばね部の雄端子への追従性を確保するためには、接点ばね部を長くすることで対応せざるを得ず、雌端子が大型化する傾向がある。また、接点ばね部は、側方に開放されていることから、雌端子の製造段階で他部材や工具に接触しやすく、変形するおそれもあった。
【0005】
そこで、雌端子の大型化を抑制しつつ大電流化への対応が可能であり、接点ばね部の製造時の変形リスクも抑制できる、雌端子および端子ユニットを開示する。
【課題を解決するための手段】
【0006】
本開示の雌端子は、第1金属平板のプレス加工品であって、他部材に導通接続される接続部と中空の筒状導体部とを有する本体部と、前記第1金属平板よりも板厚が薄い第2金属平板のプレス加工品であって、前記筒状導体部に導通可能に組み付けられている接点形成金具と、を備え、前記筒状導体部は、一端側に向かって開口する雄端子挿入口と、他端側に向かって開口する後方開口窓と、前記雄端子挿入口側または前記後方開口窓側の端面の内周縁部に設けられた面取り部によって構成された被溶接部と、を有し、前記接点形成金具は、前記筒状導体部の壁部の内面に組み付けられる枠体部と、前記枠体部に保持されて前記枠体部の内方に向かって突出して前記雄端子挿入口から挿入される雄端子に圧接される接点ばね部と、前記枠体部の前記雄端子挿入口側または前記後方開口窓側の縁部を前記面取り部の傾斜に沿って屈曲させて設けた溶接部と、を有し、前記溶接部と前記被溶接部が相互に重ね合わされて溶接されている、ものである。
【0007】
本開示の端子ユニットは、雌端子と、前記雌端子に接続される雄端子を備えた端子ユニットであって、前記雌端子が、本開示に記載の雌端子である、ものである。
【発明の効果】
【0008】
本開示によれば、雌端子の大型化を抑制しつつ大電流化への対応が可能であり、接点ばね部の製造時の変形リスクも抑制できる、雌端子および端子ユニットを提供することができる。
【図面の簡単な説明】
【0009】
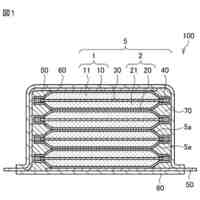
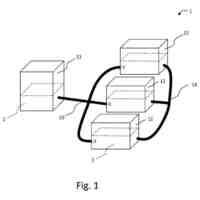
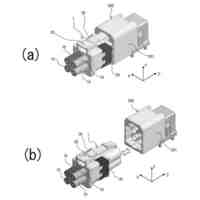
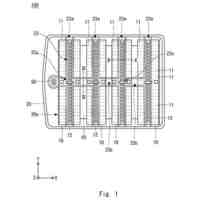
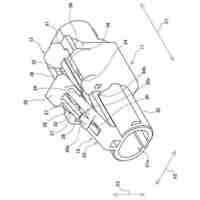
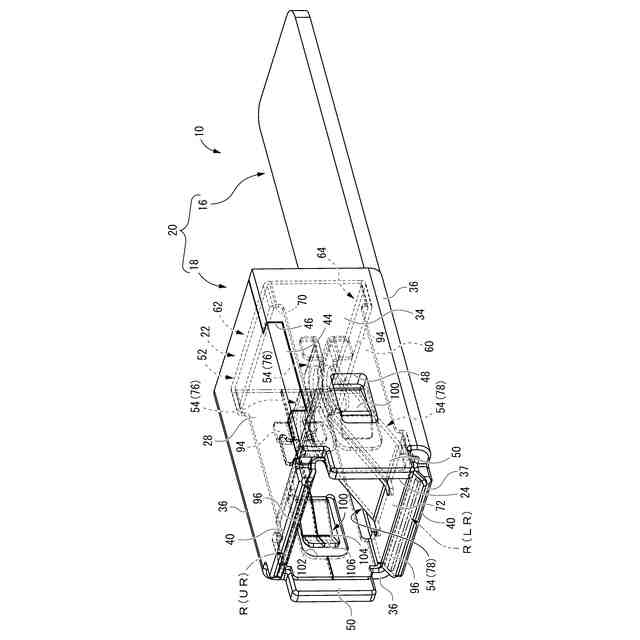
図1は、実施形態1に係る雌端子を雄端子との接続状態で示す斜視図である。
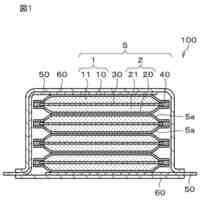
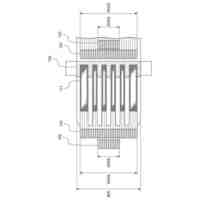
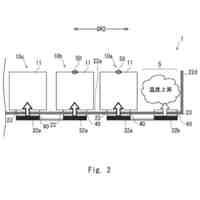
図2は、図1に示された雌端子における平面図である。
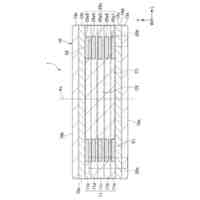
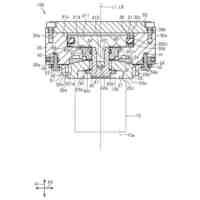
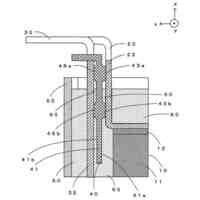
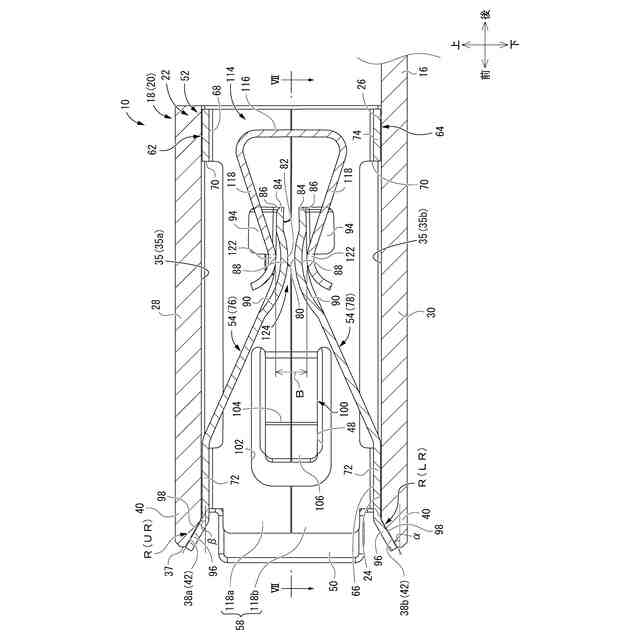
図3は、図2におけるIII-III断面図である。
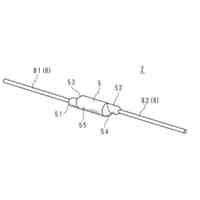
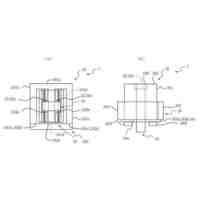
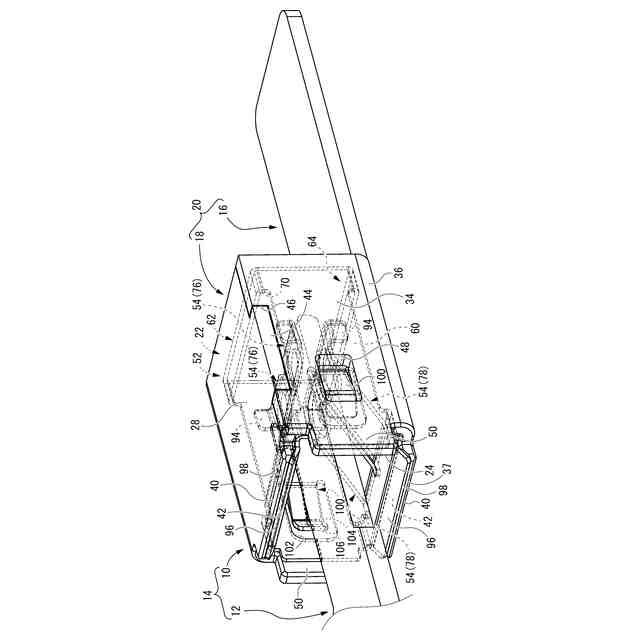
図4は、図1に示された雌端子を雄端子との非接続状態で示す斜視図である。
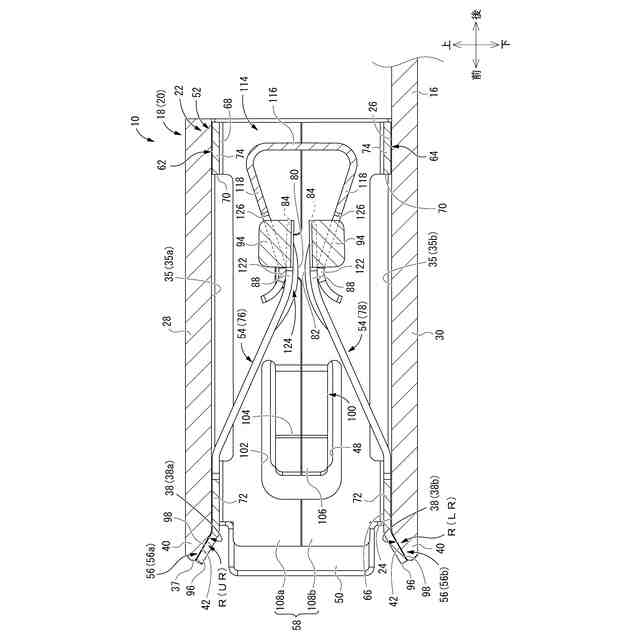
図5は、図4に示された雌端子における縦断面図であって、図3に対応する図である。
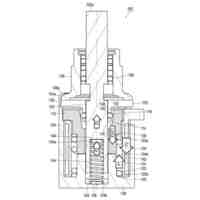
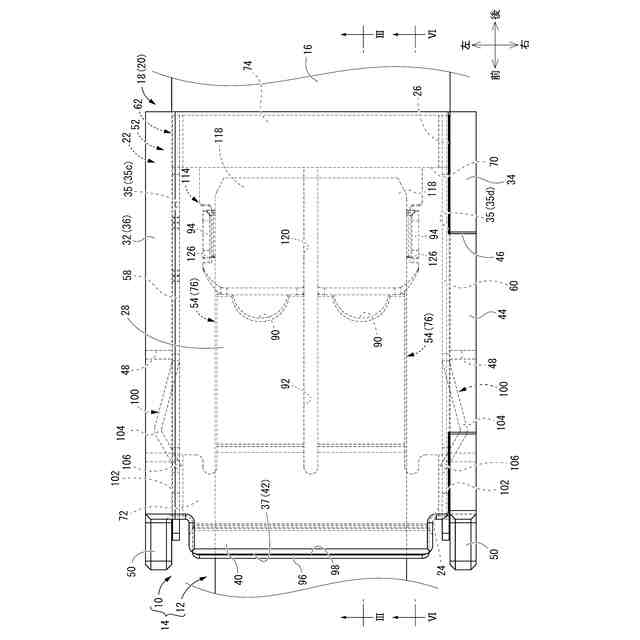
図6は、図4に示された雌端子における縦断面図であって、図2におけるVI-VI断面に相当する図である。
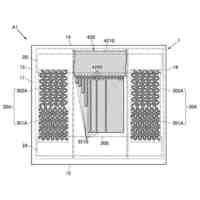
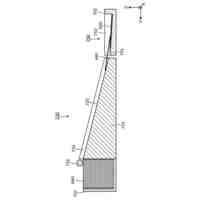
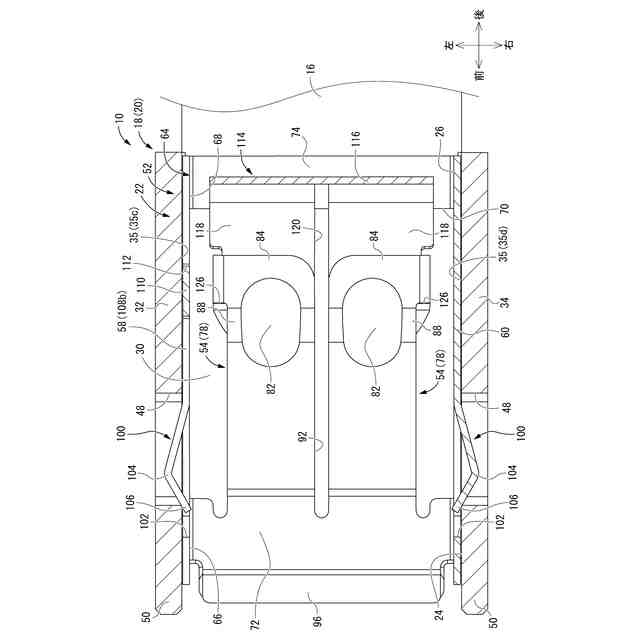
図7は、図5におけるVII-VII断面図である。
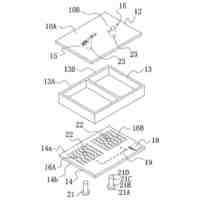
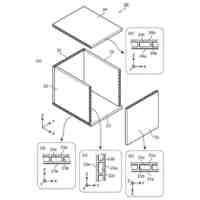
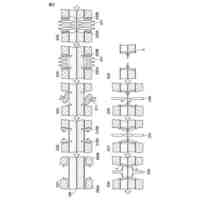
図8は、図4に示された雌端子における分解斜視図である。
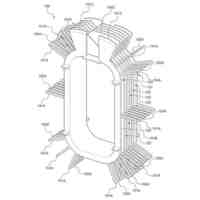
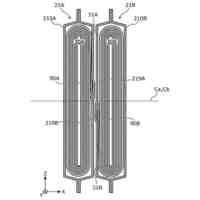
図9は、図4に示された雌端子を構成する接点形成金具を筒状導体部に組み付けられる前の単品状態で示す斜視図である。
【発明を実施するための形態】
【0010】
<本開示の実施形態の説明>
最初に、本開示の実施態様を列記して説明する。
本開示の雌端子は、
(1)第1金属平板のプレス加工品であって、他部材に導通接続される接続部と中空の筒状導体部とを有する本体部と、前記第1金属平板よりも板厚が薄い第2金属平板のプレス加工品であって、前記筒状導体部に導通可能に組み付けられている接点形成金具と、を備え、前記筒状導体部は、一端側に向かって開口する雄端子挿入口と、他端側に向かって開口する後方開口窓と、前記雄端子挿入口側または前記後方開口窓側の端面の内周縁部に設けられた面取り部によって構成された被溶接部と、を有し、前記接点形成金具は、前記筒状導体部の壁部の内面に組み付けられる枠体部と、前記枠体部に保持されて前記枠体部の内方に向かって突出して前記雄端子挿入口から挿入される雄端子に圧接される接点ばね部と、前記枠体部の前記雄端子挿入口側または前記後方開口窓側の縁部を前記面取り部の傾斜に沿って屈曲させて設けた溶接部と、を有し、前記溶接部と前記被溶接部が相互に重ね合わされて溶接されている、ものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
1か月前
APB株式会社
二次電池
10日前
日東精工株式会社
端子部品
4日前
株式会社東光高岳
変圧器
1か月前
株式会社電知
組電池の製造方法
17日前
株式会社東光高岳
変圧器
1か月前
ローム株式会社
半導体装置
11日前
ローム株式会社
チップ部品
1か月前
株式会社コロナ
タッチ式操作装置
20日前
株式会社GSユアサ
蓄電装置
5日前
太陽誘電株式会社
コイル部品
11日前
株式会社GSユアサ
蓄電装置
17日前
三菱電機株式会社
漏電遮断器
3日前
三洲電線株式会社
撚線
3日前
トヨタ自動車株式会社
二次電池
12日前
株式会社村田製作所
電池
11日前
株式会社高田製作所
電源切替器
11日前
CKD株式会社
倣い装置
27日前
トヨタ自動車株式会社
二次電池
23日前
株式会社ダイヘン
ヒューズ
20日前
APB株式会社
二次電池セルの製造方法
1か月前
株式会社不二越
ソレノイド
16日前
矢崎総業株式会社
コネクタ
12日前
ローム株式会社
半導体装置
25日前
株式会社ダイヘン
搬送装置
23日前
株式会社不二越
ソレノイド
26日前
株式会社GSユアサ
極板積層装置
5日前
トヨタ自動車株式会社
電池パック
6日前
トヨタ自動車株式会社
電池パック
4日前
富士電機株式会社
半導体装置
27日前
トヨタ自動車株式会社
電池昇温装置
27日前
新電元工業株式会社
磁性部品
1か月前
株式会社半導体エネルギー研究所
二次電池
17日前
新電元工業株式会社
磁性部品
1か月前
日本圧着端子製造株式会社
コネクタ
1か月前
ニチコン株式会社
コンデンサ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ