TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025078935
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191258
出願日
2023-11-09
発明の名称
縦型ブラインド用ルーバー、その製造方法及び縦型ブラインド
出願人
株式会社ニチベイ
代理人
弁理士法人南青山国際特許事務所
主分類
E06B
9/36 20060101AFI20250514BHJP(戸,窓,シャッタまたはローラブラインド一般;はしご)
要約
【課題】袋状部に破れや切れ目が生じない縦型ブラインド用ルーバー、その製造方法及び縦型ブラインドを提供する。
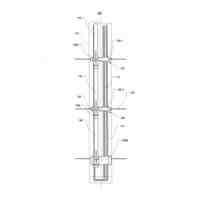
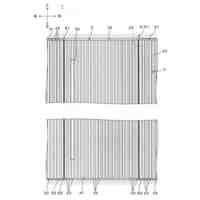
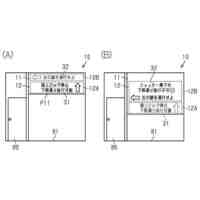
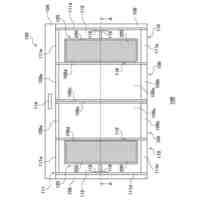
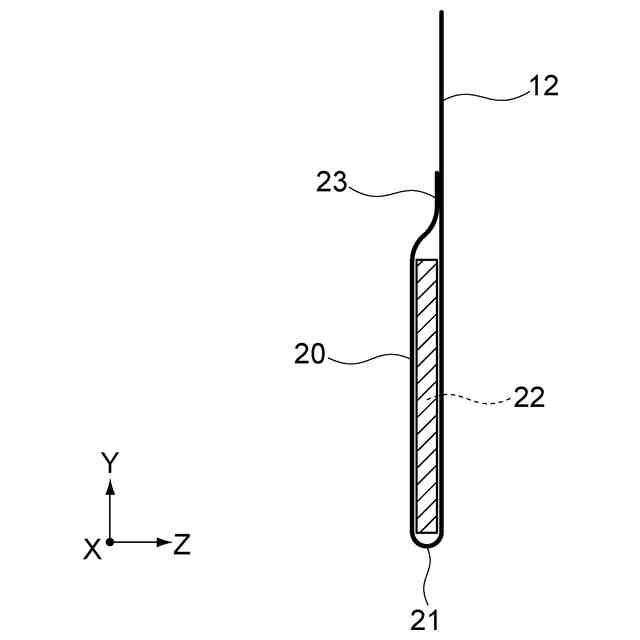
【解決手段】縦型ブラインド用ルーバーは、袋状部と収容部材とを備える。前記袋状部は、ルーバーの上下方向端部に形成され、当該ルーバーが折り返された折り返し部を有する。前記収容部材は、前記袋状部に収容される。前記袋状部は、少なくとも前記ルーバーの幅方向両端部において、対向する面が少なくとも前記折り返し部から前記上下方向に所定距離を置いた位置までの所定領域を除いて当該上下方向に沿って、互いに固着された固着部を有する。
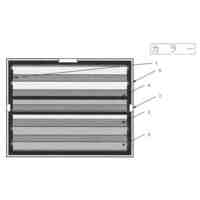
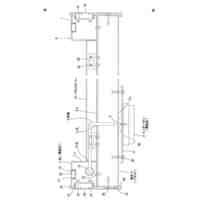
【選択図】図2
特許請求の範囲
【請求項1】
ルーバーの上下方向端部に形成され、当該ルーバーが折り返された折り返し部を有する袋状部と、
前記袋状部に収容された収容部材と、
を備え、
前記袋状部は、少なくとも前記ルーバーの幅方向両端部において、対向する面が、前記折り返し部から前記上下方向に所定距離を置いた位置までの所定領域を除いて、少なくとも当該上下方向に沿って互いに固着された固着部を有する、
縦型ブラインド用ルーバー。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の縦型ブラインド用ルーバーであって、
前記ルーバーは、熱可塑性樹脂であり、
前記固着部は、溶着により形成されている
縦型ブラインド用ルーバー。
【請求項3】
請求項2に記載の縦型ブラインド用ルーバーであって、
前記固着部は、ウェルダー溶着により形成されている
縦型ブラインド用ルーバー。
【請求項4】
請求項2または3に記載の縦型ブラインド用ルーバーであって、
前記固着部は、前記袋状部の、前記所定領域を除く三方の端部に形成される
縦型ブラインド用ルーバー。
【請求項5】
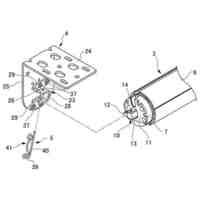
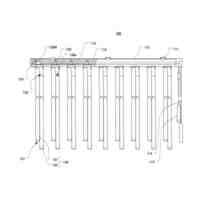
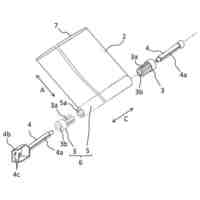
ヘッドレールと、
前記ヘッドレール内を移動可能な複数のキャリアと、
前記複数のキャリアの各々から吊下げられた、請求項1に記載の前記縦型ブラインド用ルーバーと、
を具備する縦型ブラインド。
【請求項6】
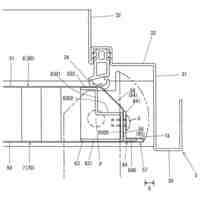
熱可塑性樹脂からなるルーバーの上下方向端部に形成される袋状部と、前記袋状部に収容される収容部材と、を備える縦型ブラインド用ルーバーの製造方法であって、
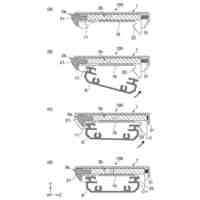
前記ルーバーの上下方向端部を、前記収容部材を挟み込むように折り返し部で折り返し、
少なくとも前記ルーバーの幅方向両端部において、対向する面を前記折り返し部から前記上下方向に所定距離を置いた位置までの所定領域を除いて少なくとも前記上下方向に沿って互いに溶着させることで前記袋状部を形成する、
縦型ブラインド用ルーバーの製造方法。
【請求項7】
請求項6に記載の縦型ブラインド用ルーバーの製造方法であって、
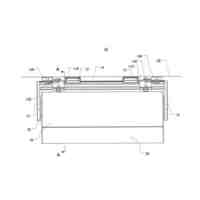
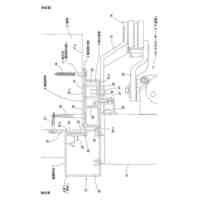
前記溶着は、金型を用いるウェルダー溶着であり、
前記金型は、前記所定領域と非当接となるように前記袋状部に押し当てられる
縦型ブラインド用ルーバーの製造方法。
【請求項8】
請求項7に記載の縦型ブラインド用ルーバーの製造方法であって、
前記金型は、その端部位置を前記折り返し部の位置に合わせた際に、前記所定領域と非当接となるように形成された傾斜部を有する
縦型ブラインド用ルーバーの製造方法。
【請求項9】
請求項8に記載の縦型ブラインド用ルーバーの製造方法であって、
前記傾斜部は、R状に形成される
縦型ブラインド用ルーバーの製造方法。
【請求項10】
請求項7乃至9のいずれかに記載の縦型ブラインド用ルーバーの製造方法であって、
前記金型は、前記袋状部に当接する面が略コ字状に形成される
縦型ブラインド用ルーバーの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、縦型ブラインド用ルーバー、その製造方法及び縦型ブラインドに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来の縦型ブラインドとして、下記特許文献1に記載のものが知られている。同文献に示される縦型ブラインドは、ウエイトを収容可能な袋状部が下端に形成されたルーバーを備えている。袋状部は、ルーバー下端を折り返して周囲を縫製することにより形成されている。このようにして、ルーバー下端に意匠性よくウエイトを収容することができる。
【先行技術文献】
【特許文献】
【0003】
特開2007-231673号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、袋状部は、ルーバーの素材がポリエステル等である場合には縫製により形成可能であるが、遮光性の高いPVC等を素材に選択した場合には縫製孔から光漏れが生じるため縫製による形成が困難である。そのため、ルーバーの素材としてPVC等を選択した場合には、溶着によって袋状部を形成することが求められる。
【0005】
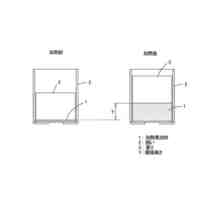
しかしながら、溶着の手法として広く知られているウェルダー加工を利用して袋状部を形成した場合、ウェルダー加工の特性により折り返し部近傍の幅方向端部において破れや切れ目が生じる場合があるという課題があった。
【0006】
また、袋状部を形成した後においても、ウエイトとの干渉等による経時的なダメージによって折り返し部近傍の幅方向端部に破れや切れ目が生じる場合があるという課題があった。これは、袋状部を縫製によって形成した場合であっても、溶着によって形成した場合であっても同様に言えることである。
【0007】
したがって、形成時においても形成後においても、袋状部に破れや切れ目が生じない縦型ブラインド用ルーバーが望まれていた。
【0008】
本発明は上記課題に鑑みてなされたものであり、袋状部に破れや切れ目が生じない縦型ブラインド用ルーバー、その製造方法及び縦型ブラインドを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明の一形態に係る縦型ブラインド用ルーバーは、袋状部と収容部材とを備える。前記袋状部は、ルーバーの上下方向端部に形成され、当該ルーバーが折り返された折り返し部を有する。前記収容部材は、前記袋状部に収容される。前記袋状部は、少なくとも前記ルーバーの幅方向両端部において、対向する面が、前記折り返し部から前記上下方向に所定距離を置いた位置までの所定領域を除いて、少なくとも当該上下方向に沿って互いに固着された固着部を有する。
【0010】
この構成によれば、折り返し部近傍を非固着とすることで、袋状部の形成時においても形成後においても、固着の影響により折り返し部の幅方向両端部に破れや切れ目が生じることを抑止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニチベイ
縦型ブラインド
4日前
株式会社ニチベイ
ロールスクリーン
1か月前
株式会社ニチベイ
ロールスクリーン
1か月前
株式会社ニチベイ
ブラインド用取付ブラケット
1か月前
株式会社ニチベイ
ブラインド用取付ブラケット
1か月前
株式会社ニチベイ
ブラインド用支持装置及びブラインド
1か月前
個人
網戸
2か月前
個人
脚立の転落防止ポール
2か月前
三協立山株式会社
建具
2か月前
三協立山株式会社
構造体
1か月前
三協立山株式会社
構造体
1か月前
三協立山株式会社
開口部建材
2か月前
三協立山株式会社
開口部装置
3か月前
三協立山株式会社
改装サッシ
2か月前
三協立山株式会社
開口部装置
2か月前
三協立山株式会社
開口部装置
2か月前
株式会社ニチベイ
ブラインド
2か月前
三協立山株式会社
開口部装置
1か月前
三協立山株式会社
開口部装置
2か月前
三協立山株式会社
開口部装置
3か月前
株式会社ウッドワン
ルーバー扉
2か月前
株式会社大奉金属
止水構造
2か月前
個人
窓用パネルの取付部材
2か月前
株式会社TJMデザイン
脚立用ホルダー
1か月前
株式会社ニチベイ
縦型ブラインド
4日前
永大産業株式会社
開閉構造体
1か月前
株式会社LIXIL
建具
10日前
株式会社LIXIL
建具
10日前
林テレンプ株式会社
シート機構
3か月前
株式会社大林組
シャッター装置
4日前
ナブテスコ株式会社
建具及び表示装置
1か月前
三和シヤッター工業株式会社
ドア
1か月前
昭和フロント株式会社
建具
2か月前
株式会社ニチベイ
ロールスクリーン
1か月前
株式会社ニチベイ
ロールスクリーン
1か月前
株式会社LIXIL
ロールスクリーン装置
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ