TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070013
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180019
出願日
2023-10-19
発明の名称
鋳型造型方法及び鋳型造型方法に用いられるプラグ
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B22C
9/02 20060101AFI20250424BHJP(鋳造;粉末冶金)
要約
【課題】金型の曲面部分にプラグを設置してキャビティから外部にガスを排出する。
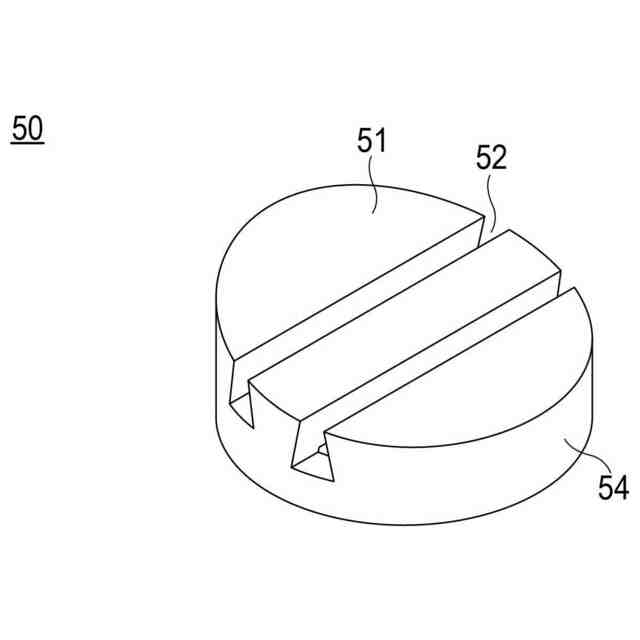
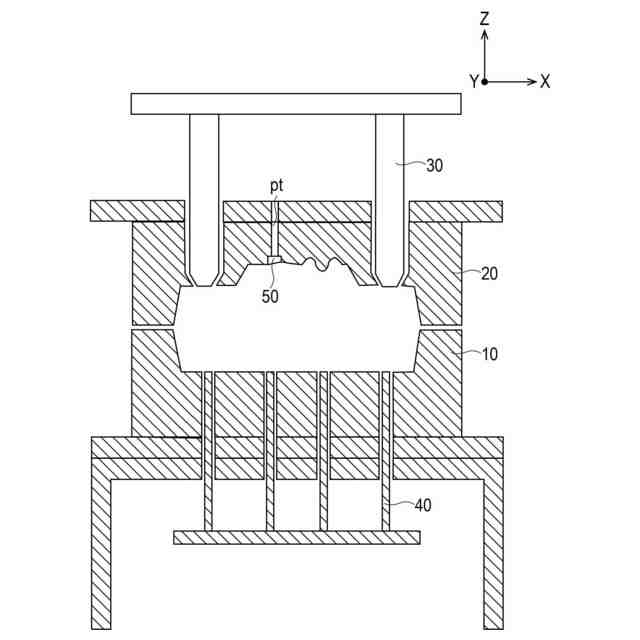
【解決手段】本発明は、金型にキャビティから外部に排出する流体が流通可能な流路ptが設けられ、流路には流体を流通可能なスリット52を設けたベントプラグ50を設置しており、ベントプラグにおけるスリットは曲面51に形成され、ワイヤーカット法によって形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
金型によって形成したキャビティに製品となる砂を流し固めることによって形成する鋳型造型方法であって、
前記金型には、前記キャビティから外部に排出する流体が流通可能な流路が設けられ、
前記流路には、前記流体を流通可能なスリットを設けたプラグを設置しており、
前記プラグにおける前記スリットの設置部位は少なくとも一部が曲面に形成され、
前記プラグにおける前記スリットは、ワイヤーカット法によって形成されている鋳型造型方法。
続きを表示(約 230 文字)
【請求項2】
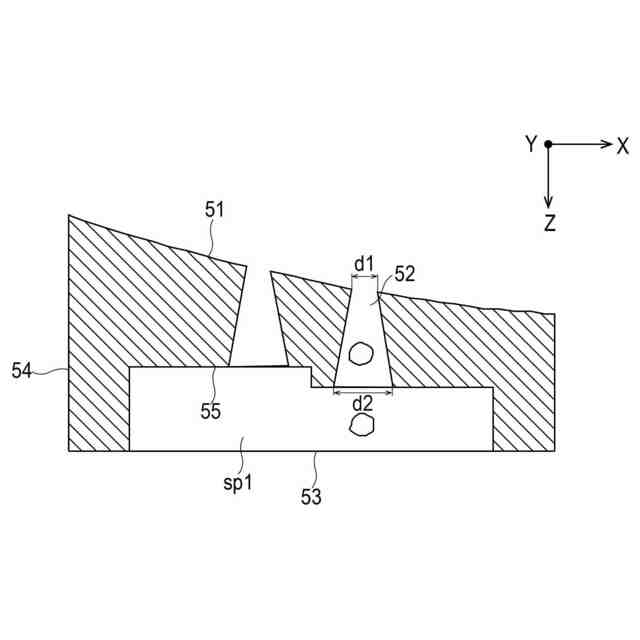
前記スリットは、前記キャビティの側から前記金型の背面に向かってテーパ形状に形成されている請求項1に記載の鋳型造型方法。
【請求項3】
前記スリットは、前記テーパ形状における小さい側の寸法を粒径と同程度に形成するとともに、大きい側の寸法を前記粒径の2倍以上に形成している請求項2に記載の鋳型造型方法。
【請求項4】
請求項1~3のいずれか1項に記載の鋳型造型方法に用いられ、前記スリットを備えるプラグ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳型造型方法及び鋳型造型方法に用いられるプラグに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、鋳造に関する数多くの技術が知られている。鋳型の造型では鋳型となるキャビティに砂等の材料を流し込むが、その際にキャビティ内のガスを排出する必要がある。キャビティ内のガスの排出に関する技術には、第1の金型と第2の金型を用いて鋳造を行う場合に第1の金型と第2の金型の押し合わせ面には微小隙間を設けるようにしたものがある。
【先行技術文献】
【特許文献】
【0003】
特開2020-131269号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
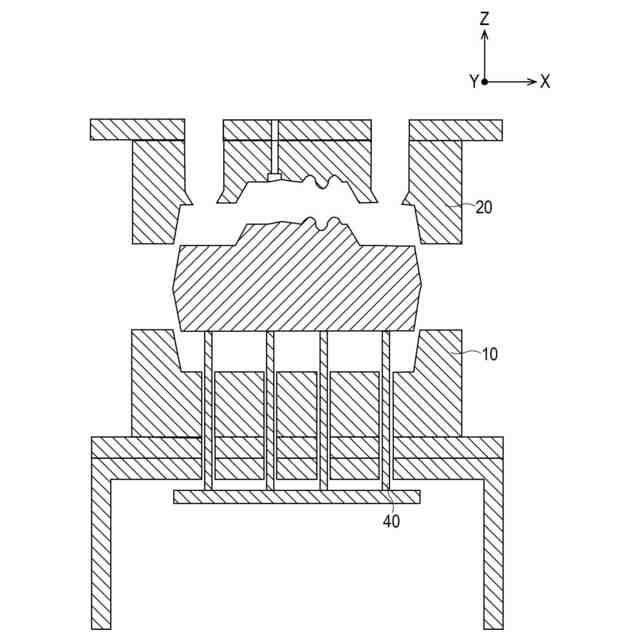
金型のキャビティに砂等の材料を流し込む際には型の一部にキャビティ内のガスを外部に排出する流路を設け、当該流路の一部にプラグを設置することがある。本発明者らは、従来におけるプラグの設置位置が従来、型の平坦な部分であるのに対して、曲面部分にプラグを設置することにつき鋭意検討している。
【0005】
本発明の目的は、金型の曲面部分にプラグを設置してキャビティから外部にガスを排出することである。
【課題を解決するための手段】
【0006】
本発明の一態様は、金型によって形成したキャビティに製品となる砂を流し込むことによって形成する鋳型造型方法である。金型には、キャビティから外部に排出する流体が流通可能な流路が設けられる。流路には、流体を流通可能なスリットを設けたプラグを設置している。プラグにおけるスリットの設置部位は少なくとも一部を曲面に形成している。プラグにおけるスリットは、ワイヤーカット法によって形成している。また、本発明の一態様は前記鋳型造型方法に用いられ、前記スリットを備えるプラグである。
【発明の効果】
【0007】
上記鋳型造型方法及びプラグによれば、金型の曲面部分にプラグを設置してキャビティから外部にガスを排出することができる。
【図面の簡単な説明】
【0008】
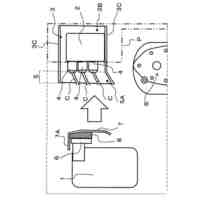
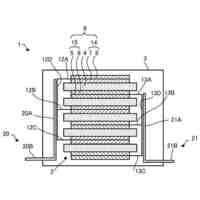
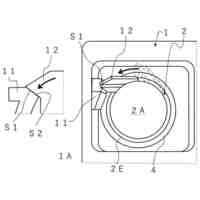
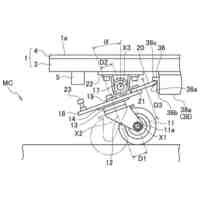
実施形態に係る鋳型造型装置を用いて中子を造形する様子を示す図である。
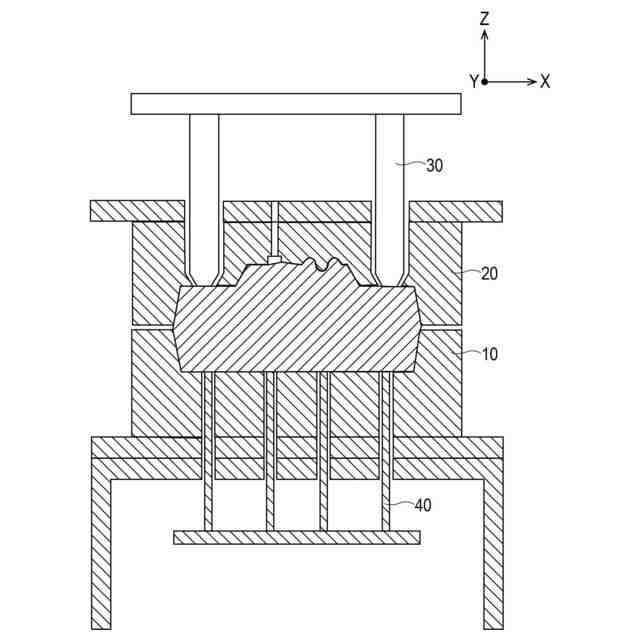
実施形態に係る鋳型造型装置を用いて中子を造形する様子を示す図である。
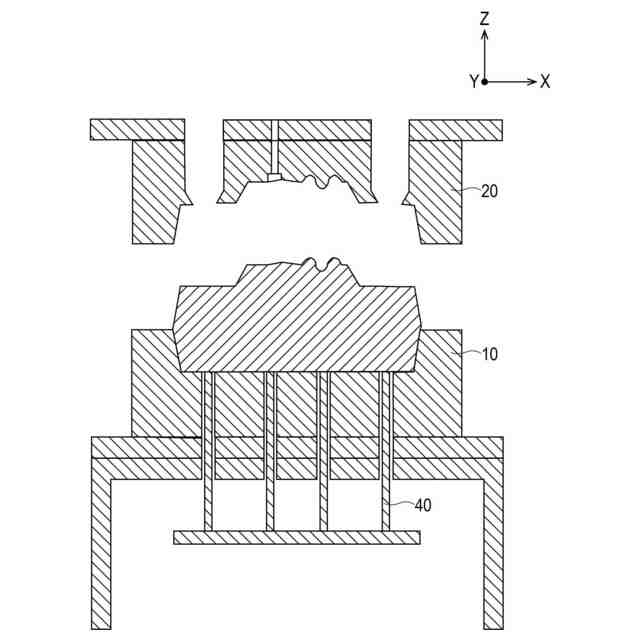
実施形態に係る鋳型造型装置を用いて中子を造形する様子を示す図である。
実施形態に係る鋳型造型装置を用いて中子を造形する様子を示す図である。
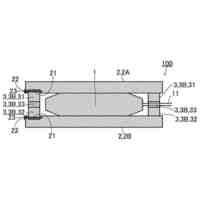
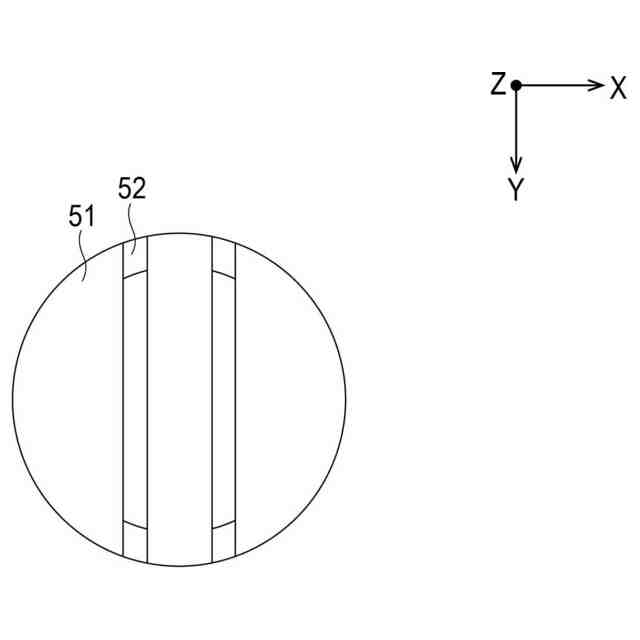
鋳型造形装置を構成するベントプラグを示す斜視図である。
図5に示すベントプラグを示す平面図である。
図5に示すベントプラグの中心を通る軸方向に沿う断面図である。
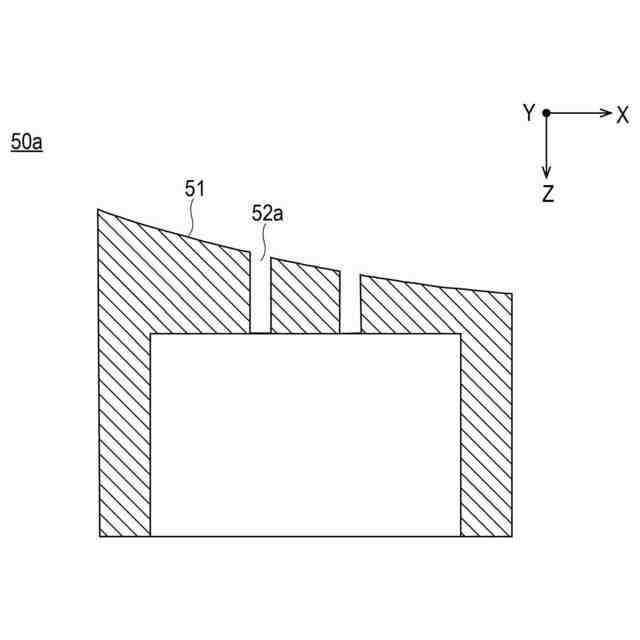
変形例に係るベントプラグを示す断面図である。
【発明を実施するための形態】
【0009】
以下、添付した図面を参照しながら、本発明の実施形態を説明する。図面において、同一の部材には同一の符号を付し、重複する説明を省略する。図面において、各部材の大きさや比率は、実施形態の理解を容易にするために誇張し、実際の大きさや比率とは異なる場合がある。
【0010】
各図において、X、Y、およびZで表す矢印を用いて、実施形態に係る型構造を構成する部材の方位を示している。Xは型の幅方向を示し、幅方向Xと表記する。Yは型の奥行方向を示し、奥行方向Yと表記する。Zは型の高さ方向を示し、高さ方向Zと表記する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
車両構造
4日前
日産自動車株式会社
二次電池
今日
日産自動車株式会社
車両用シート
7日前
日産自動車株式会社
電池モジュール
今日
日産自動車株式会社
全固体電池の製造方法
7日前
日産自動車株式会社
ウォッシャタンク構造
1日前
日産自動車株式会社
情報処理装置及び情報処理方法
7日前
日産自動車株式会社
情報処理方法及び情報処理装置
8日前
日産自動車株式会社
内燃機関の制御方法および制御装置
2日前
日産自動車株式会社
内燃機関の制御方法および制御装置
2日前
日産自動車株式会社
モータ制御方法及びモータシステム
7日前
日産自動車株式会社
情報提供方法及び情報提供システム
7日前
日産自動車株式会社
可動旋回キャスタ及びこれを備えた台車
7日前
日産自動車株式会社
エンジンの失火検出・表示方法および装置
8日前
日産自動車株式会社
車両の故障事前体験制御装置及び車両の故障事前体験制御方法
4日前
日産自動車株式会社
バッテリ冷却方法、バッテリ冷却回路、及び、バッテリ冷却制御装置
8日前
日産自動車株式会社
MECアーキテクチャにおけるジオサービスへ加入する方法
3日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社エスアールシー
インゴット
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
17日前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ