TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065985
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175539
出願日
2023-10-10
発明の名称
集電箔の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
4/64 20060101AFI20250415BHJP(基本的電気素子)
要約
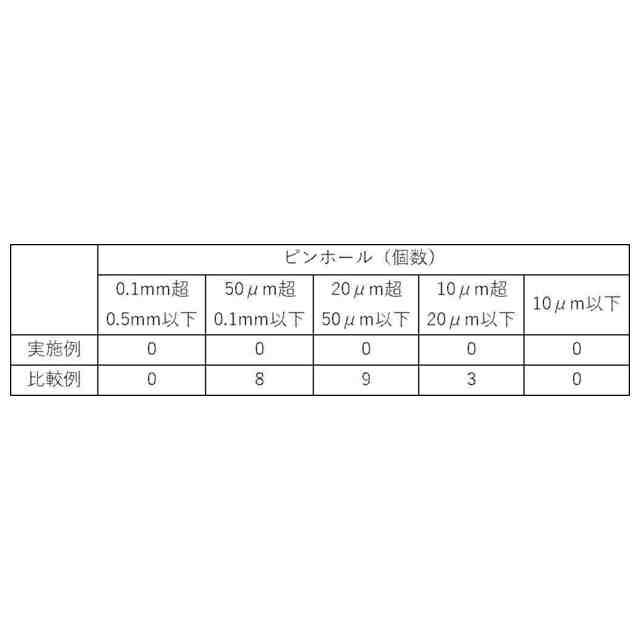
【課題】集電箔におけるピンホールの個数を低減することができる集電箔の製造方法の提供。
【解決手段】ピンホールを有する第1電極箔と、第2電極箔と、を貼り合わせて液系電池用の集電箔を得る集電箔の製造方法であって、第1電極箔及び第2電極箔は、一方が正極箔であり、もう一方が負極箔であり、第1電極箔に接着剤を塗布する塗布工程と、第1電極箔における接着剤が塗布された面と反対側の面側から吸引を行い、ピンホールに接着剤を含浸させる吸引工程と、接着剤を乾燥させる乾燥工程と、第1電極箔における接着剤が塗布された面に第2電極箔を貼り合わせて熱溶着する熱溶着工程と、を有する、集電箔の製造方法。
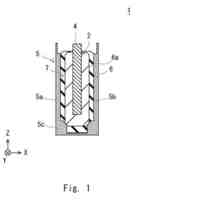
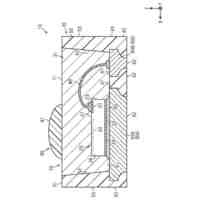
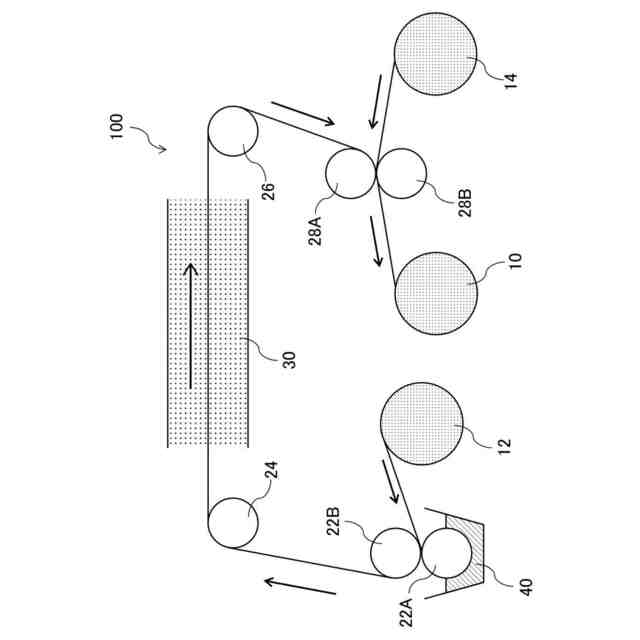
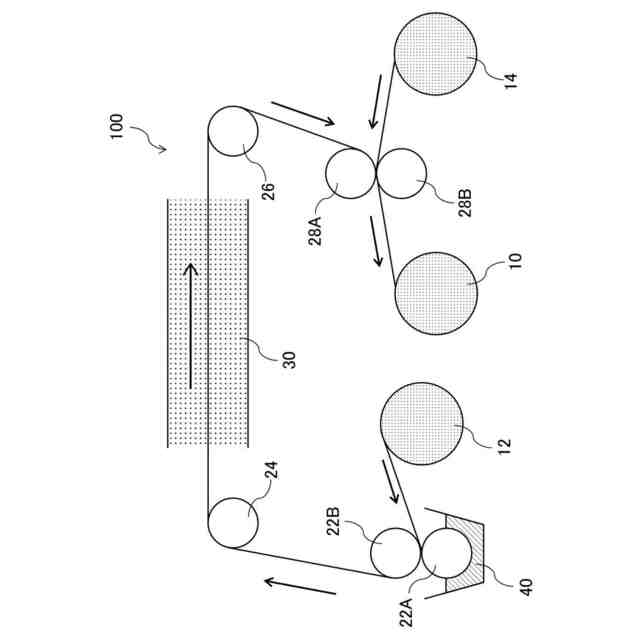
【選択図】図1
特許請求の範囲
【請求項1】
ピンホールを有する第1電極箔と、第2電極箔と、を貼り合わせて液系電池用の集電箔を得る集電箔の製造方法であって、
前記第1電極箔及び前記第2電極箔は、一方が正極箔であり、もう一方が負極箔であり、
前記第1電極箔に接着剤を塗布する塗布工程と、
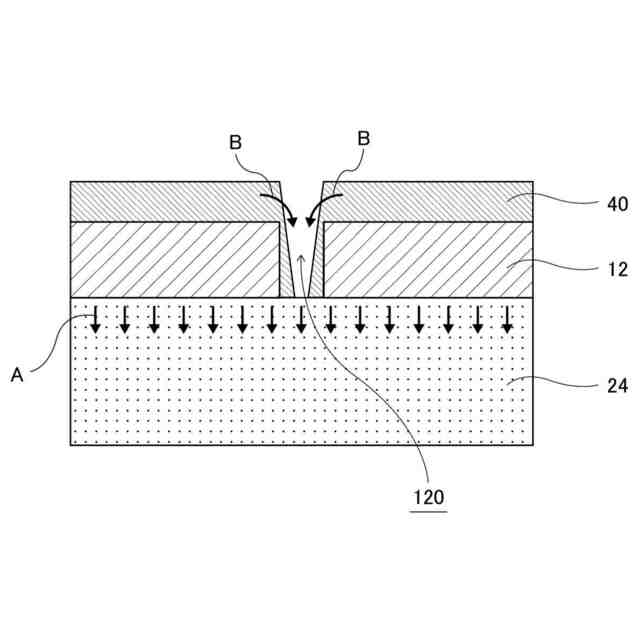
前記第1電極箔における前記接着剤が塗布された面と反対側の面側から吸引を行い、前記ピンホールに前記接着剤を含浸させる吸引工程と、
前記接着剤を乾燥させる乾燥工程と、
前記第1電極箔における前記接着剤が塗布された面に前記第2電極箔を貼り合わせて熱溶着する熱溶着工程と、
を有する、集電箔の製造方法。
続きを表示(約 280 文字)
【請求項2】
前記吸引工程は、前記第1電極箔における前記接着剤が塗布された面と反対側の面側に、表面に吸引穴を有する吸引部材を接触させて吸引を行う工程である、請求項1に記載の集電箔の製造方法。
【請求項3】
前記吸引穴の直径が0.5mm以上15mm以下である、請求項2に記載の集電箔の製造方法。
【請求項4】
前記吸引穴の間隔が1.0mm以上20mm以下である、請求項2に記載の集電箔の製造方法。
【請求項5】
前記吸引穴からの吸引圧力が5kPa以上40kPa以下である、請求項2に記載の集電箔の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、集電箔の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、正極箔と負極箔とを貼り合わせた液系電池用の集電箔が用いられている。
【0003】
例えば、特許文献1には、アルミニウム層を有する正極集電体と、銅層を有する負極集電体と、アルミニウム層と銅層との間に介在する介在層とを有し、銅層の厚みは3~10μmであり、介在層は、多孔質のアルマイト部と、アルマイト部の細孔内に存在するニッケル部とを有する、バイポーラ集電体、が開示されている。
【0004】
また、特許文献2には、正極、固体電解質層、および負極が積層されることで、並列電極体内で電気的な並列接続が構成され、バイポーラ電極を介して、複数の並列電極体が電気的に直列接続され、バイポーラ電極は、正極および負極に対向して配置されており、バイポーラ電極集電箔と、バイポーラ電極に対向して配置されている正極の正極集電箔および負極の負極集電箔と、は、分離されている積層型全固体二次電池、が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2023-053669号公報
特開2018-037247号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来から、液系電池用の集電箔として、正極箔と負極箔とを接着剤を介して貼り合わせた集電箔が用いられている。しかし、正極箔及び負極箔に用いる金属箔では、その製造過程でピンホールが生じることがある。そして、正極箔及び負極箔の少なくとも一方にピンホールを有する集電箔を液系電池に用いた場合、正極箔、接着剤層、及び負極箔を貫通する貫通穴が生じ、液系電池においてこの貫通穴を通じて液絡が発生することがあった。
【0007】
本開示は、上記の事情に鑑みて成されたものであり、集電箔におけるピンホールの個数を低減することができる集電箔の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段は、以下の態様を含む。
<1> ピンホールを有する第1電極箔と、第2電極箔と、を貼り合わせて液系電池用の集電箔を得る集電箔の製造方法であって、
前記第1電極箔及び前記第2電極箔は、一方が正極箔であり、もう一方が負極箔であり、
前記第1電極箔に接着剤を塗布する塗布工程と、
前記第1電極箔における前記接着剤が塗布された面と反対側の面側から吸引を行い、前記ピンホールに前記接着剤を含浸させる吸引工程と、
前記接着剤を乾燥させる乾燥工程と、
前記第1電極箔における前記接着剤が塗布された面に前記第2電極箔を貼り合わせて熱溶着する熱溶着工程と、
を有する、集電箔の製造方法。
<2> 前記吸引工程は、前記第1電極箔における前記接着剤が塗布された面と反対側の面側に、表面に吸引穴を有する吸引部材を接触させて吸引を行う工程である、<1>に記載の集電箔の製造方法。
<3> 前記吸引穴の直径が0.5mm以上15mm以下である、<2>に記載の集電箔の製造方法。
<4> 前記吸引穴の間隔が1.0mm以上20mm以下である、<2>に記載の集電箔の製造方法。
<5> 前記吸引穴からの吸引圧力が5kPa以上40kPa以下である、<2>に記載の集電箔の製造方法。
【発明の効果】
【0009】
本開示によれば、集電箔におけるピンホールの個数を低減することができる集電箔の製造方法が提供される。
【図面の簡単な説明】
【0010】
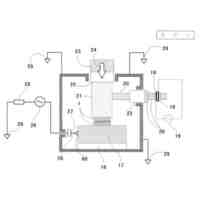
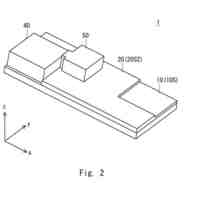
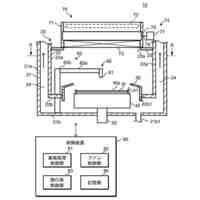
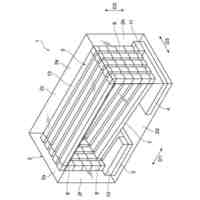
本開示の実施形態に係る集電箔の製造方法を実施する集電箔製造装置を示す概略図である。
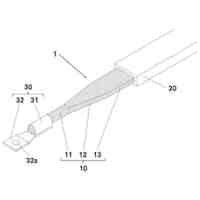
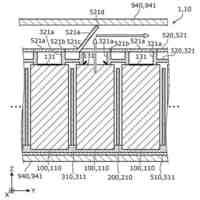
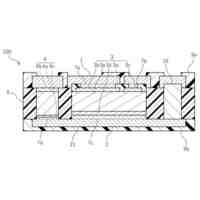
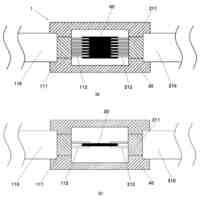
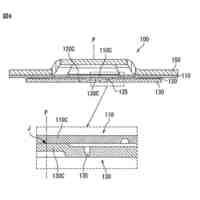
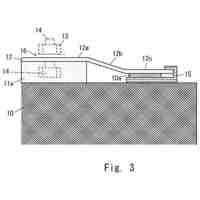
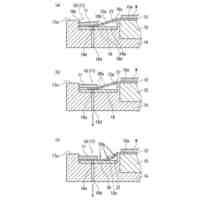
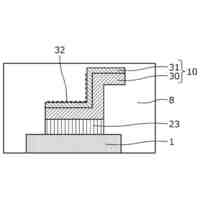
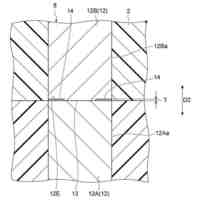
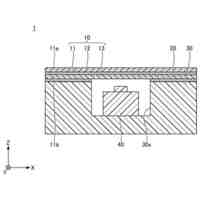
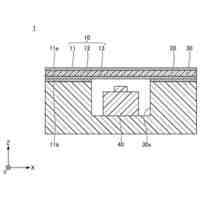
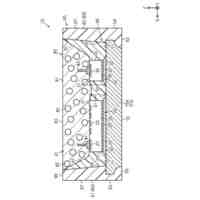
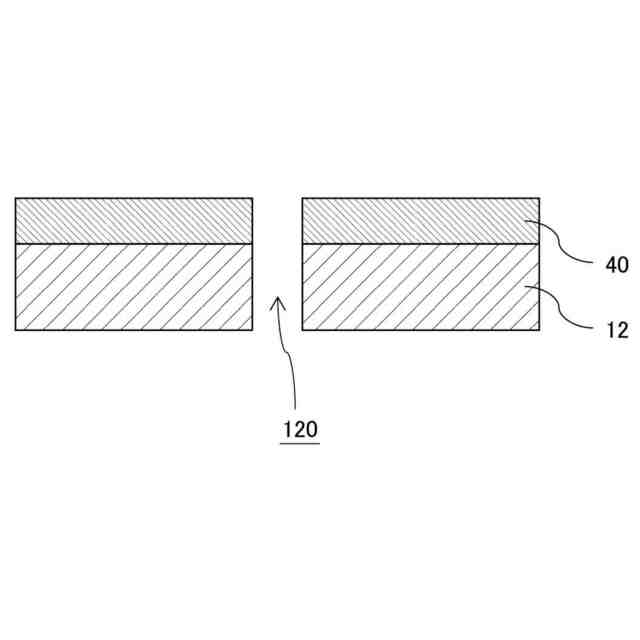
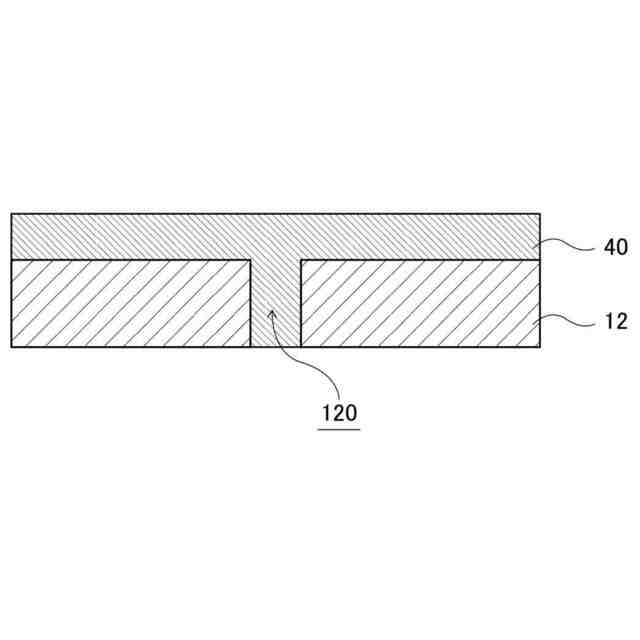
本開示の実施形態に係る電池用負極の製造方法における吸引工程において、ピンホールに接着剤が含浸する様子を示した概略断面図である。
本開示の実施形態に係る電池用負極の製造方法における吸引工程において、ピンホールに接着剤が含浸する様子を示した概略断面図である。
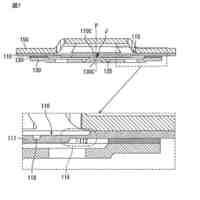
本開示の実施形態に係る電池用負極の製造方法における吸引工程において、ピンホールに接着剤が含浸する様子を示した概略断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
7日前
日星電気株式会社
平型電線
16日前
株式会社GSユアサ
蓄電設備
15日前
株式会社FLOSFIA
半導体装置
13日前
トヨタ自動車株式会社
二次電池
15日前
日星電気株式会社
ケーブルの接続構造
13日前
株式会社村田製作所
電池
13日前
シチズン電子株式会社
発光装置
6日前
キヤノン株式会社
無線通信装置
8日前
トヨタ自動車株式会社
二次電池
6日前
株式会社村田製作所
電池
13日前
株式会社村田製作所
電池
14日前
株式会社村田製作所
電池
13日前
住友電装株式会社
コネクタ
13日前
トヨタバッテリー株式会社
組電池
今日
住友電装株式会社
コネクタ
14日前
日本電気株式会社
光学モジュール
20日前
ローム株式会社
半導体装置
14日前
TDK株式会社
コイル部品
20日前
株式会社東京精密
ワーク保持装置
19日前
KDDI株式会社
伸展マスト
15日前
株式会社村田製作所
二次電池
14日前
芝浦メカトロニクス株式会社
基板処理装置
14日前
オムロン株式会社
スイッチング素子
14日前
富士電機株式会社
半導体モジュール
14日前
三菱電機株式会社
半導体装置
今日
株式会社アイシン
電池
6日前
株式会社東芝
半導体装置
19日前
TDK株式会社
電子部品
8日前
ローム株式会社
半導体発光装置
19日前
TDK株式会社
電子部品
13日前
三桜工業株式会社
冷却器
13日前
株式会社SUBARU
電池モジュール
15日前
日東電工株式会社
スイッチ装置
14日前
日東電工株式会社
スイッチ装置
14日前
ローム株式会社
半導体発光装置
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ