TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054996
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164268
出願日
2023-09-27
発明の名称
希土類系焼結磁石の製造方法
出願人
株式会社プロテリアル
代理人
個人
,
個人
主分類
H01F
41/02 20060101AFI20250401BHJP(基本的電気素子)
要約
【課題】形状およびサイズが異なる複数のワークに対して同時に処理を行う工程を実行することが可能な希土類焼結磁石の製造方法を提供する。
【解決手段】本発明の希土類系焼結磁石の製造方法は、複数の第1ワーク、および前記複数の第1ワークのそれぞれよりもサイズが小さな複数の第2ワークを含む複数のワークに対して同時に処理を行う工程と、処理が行われた複数のワークをパーツフィーダに供給し、パーツフィーダから複数の第1ワークと複数の第2ワークとを分離する工程とを含む。パーツフィーダは、複数のワークを搬送する搬送路と、搬送路の片側に配置されたガイド部材とを備える。搬送路は、ガイド部材が配置される側が相対的に低くなるように傾斜しており、搬送中における複数の第1ワークのそれぞれを通過させ、かつ複数の第2ワークのそれぞれを通過させない大きさの開口部を有している。
【選択図】図1
特許請求の範囲
【請求項1】
複数の第1ワーク、および前記複数の第1ワークのそれぞれよりもサイズが小さな複数の第2ワークを含む複数のワークに対して同時に処理を行う工程と、
前記処理が行われた前記複数のワークをパーツフィーダに供給し、前記パーツフィーダから前記複数の第1ワークと前記複数の第2ワークとを分離する工程と、
を含み、
前記パーツフィーダは、前記複数のワークを搬送する搬送路と、前記搬送路の片側に配置されたガイド部材と、を備え、
前記搬送路は、
前記ガイド部材が配置される側が相対的に低くなるように傾斜しており、
搬送中における前記複数の第1ワークのそれぞれを通過させ、かつ前記複数の第2ワークのそれぞれを通過させない大きさの開口部を有している、希土類系焼結磁石の製造方法。
続きを表示(約 840 文字)
【請求項2】
水平面に対する前記搬送路の傾斜角は、搬送中における前記複数のワークのそれぞれを前記ガイド部材に接触させる大きさを有している、請求項1に記載の希土類系焼結磁石の製造方法。
【請求項3】
前記傾斜角は、5度以上40度以下の範囲にある請求項2に記載の希土類系焼結磁石の製造方法。
【請求項4】
前記搬送路および前記ガイド部材は、上面視において、曲線に沿って延びており、
前記ガイド部材は、前記搬送路の中心線に関して、前記曲線における曲率の中心側に配置されている、請求項3に記載の希土類系焼結磁石の製造方法。
【請求項5】
前記開口部は、前記上面視において、前記曲線に沿って延びている、請求項4に記載の希土類系焼結磁石の製造方法。
【請求項6】
前記開口部は、前記ガイド部材から1mm以上離れている、請求項5に記載の希土類系焼結磁石の製造方法。
【請求項7】
搬送方向に直交する幅方向における前記開口部のサイズは、前記開口部を通過するときの前記複数の第1ワークのそれぞれの前記幅方向におけるサイズよりも小さく、かつ前記開口部を通過するときの前記複数の第2ワークのそれぞれの前記幅方向におけるサイズよりも大きい、請求項1から6のいずれか1項に記載の希土類系焼結磁石の製造方法。
【請求項8】
前記上面視において、前記複数の第1ワークのそれぞれは第1長方形の形状を有し、かつ前記複数の第2ワークのそれぞれは第2長方形の形状を有する、請求項4に記載の希土類系焼結磁石の製造方法。
【請求項9】
前記複数のワークのそれぞれは、製造途中における希土類系合金粉末の焼結体である、請求項1に記載の希土類系焼結磁石の製造方法。
【請求項10】
前記処理は、前記複数のワークに対する洗浄またはバレル研磨である、請求項1に記載の希土類系焼結磁石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、希土類系焼結磁石の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
R-T-B系焼結磁石(Rは希土類元素であり、TはFe又はFeとCoであり、Bはホウ素である)などの希土類焼結磁石の製造分野では、形状および寸法が異なる多様な品種の製品が同一工場内で生産され得る。また、同一品種の製品であっても、製造工程の各段階において、希土類焼結磁石(以下、「ワーク」と称する場合がある)の形状および寸法が機械的な加工などによって多様に変化していく。規格に応じて量産されるネジなどの機械部品、または半導体チップなどの電子部品に比べると、希土類焼結磁石では、ワークの形状および寸法の自由度が高く、製造工程におけるハンドリングおよび搬送の際、ワークの形状および寸法に合った取り扱いが必要になる。
【0003】
機械部品の搬送については、異なる大きさのナット部品を選別するパーツフィーダが例えば特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0004】
実開昭57-95284号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
希土類焼結磁石の製造工程中、切断または研磨などの機械的加工が行われたワークは、研削スラッジや研削液を取り除くため、洗浄工程に供される。従来、ある形状および寸法を有する第1のグループに属するワーク(第1品種)と、他の形状および寸法を有する第2のグループに属するワーク(第2品種)とを機械的に加工する場合、機械加工の工程は、それぞれのグループごとに異なる加工装置を用いて異なる場所で実行されることが多かった。その場合、第1のグループに属するワークと第2のグループに属するワークは、別々の洗浄装置によって洗浄されるか、あるいは、同一の洗浄装置によって別々のタイミングにグループ単位で洗浄されることになる。この理由は、異なる品種のワークを一つの洗浄装置に同時に投入して洗浄工程を実行すると、洗浄工程中に異なる品種のワークが混ざり合うからである。従来、希土類焼結磁石の製造を行う場合は、異なる品種のワークが製造工程中に混ざり合うことが無いように工程フローを決定することが行われてきた。
【0006】
本開示の実施形態は、形状およびサイズが異なる複数のワークに対して同時に処理を行う工程を含む希土類焼結磁石の製造方法を提供する。
【課題を解決するための手段】
【0007】
本開示の希土類系焼結磁石の製造方法は、ある実施形態において、複数の第1ワーク、および前記複数の第1ワークのそれぞれよりもサイズが小さな複数の第2ワークを含む複数のワークに対して同時に処理を行う工程と、前記処理が行われた前記複数のワークをパーツフィーダに供給し、前記パーツフィーダから前記複数の第1ワークと前記複数の第2ワークとを分離する工程と、を含む。前記パーツフィーダは、前記複数のワークを搬送する搬送路と、前記搬送路の片側に配置されたガイド部材と、を備える。前記搬送路は、前記ガイド部材が配置される側が相対的に低くなるように傾斜しており、搬送中における前記複数の第1ワークのそれぞれを通過させ、かつ前記複数の第2ワークのそれぞれを通過させない大きさの開口部を有している。
【発明の効果】
【0008】
本開示の希土類焼結磁石の実施形態によれば、形状およびサイズが異なる複数のワークに対して同時に処理を行う工程を実行することが可能になる。
【図面の簡単な説明】
【0009】
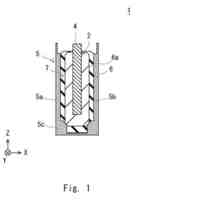
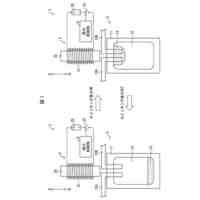
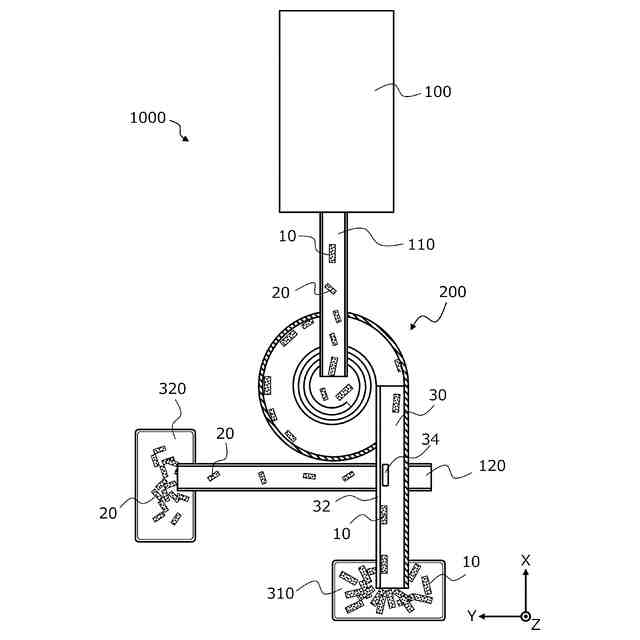
本開示による希土類焼結磁石の製造方法の実施形態における搬送工程の例を説明するための上面模式図である。
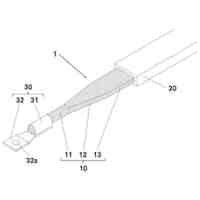
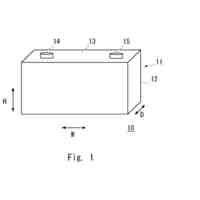
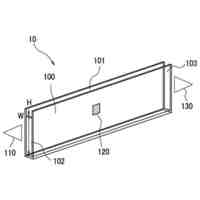
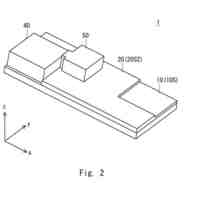
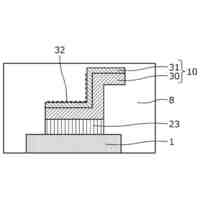
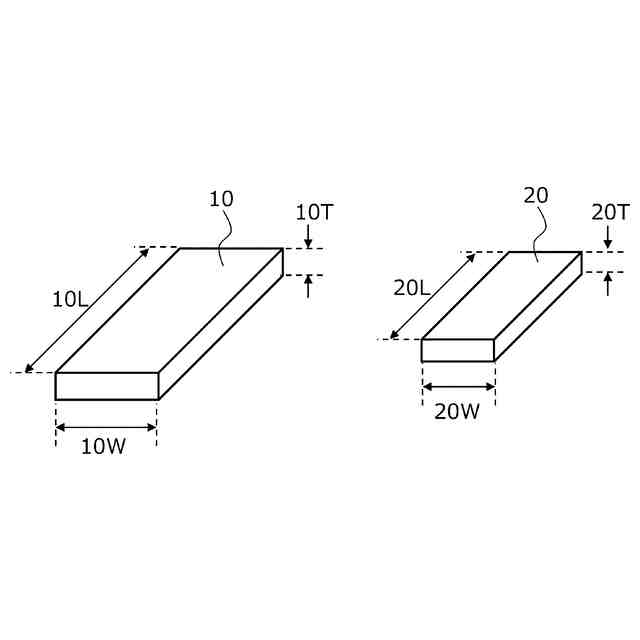
第1ワークおよび第2ワークの形状の例およびサイズを模式的に示す斜視図である。
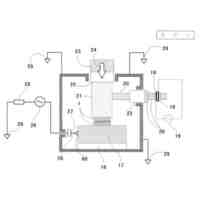
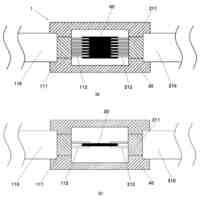
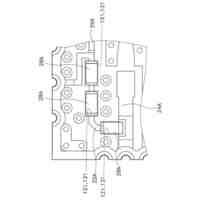
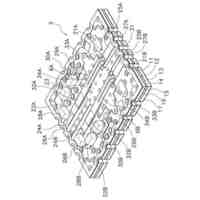
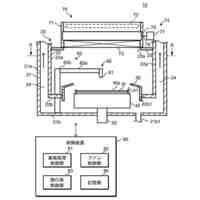
本開示の実施形態に用いられ得る混合洗浄システムの構成例を模式的に示す上面図である。
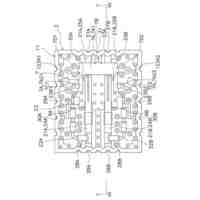
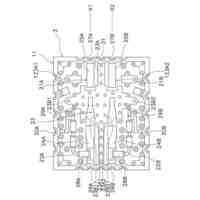
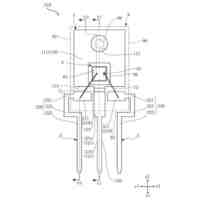
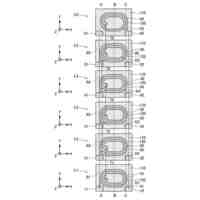
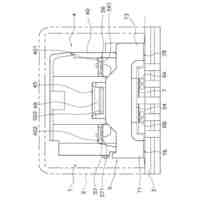
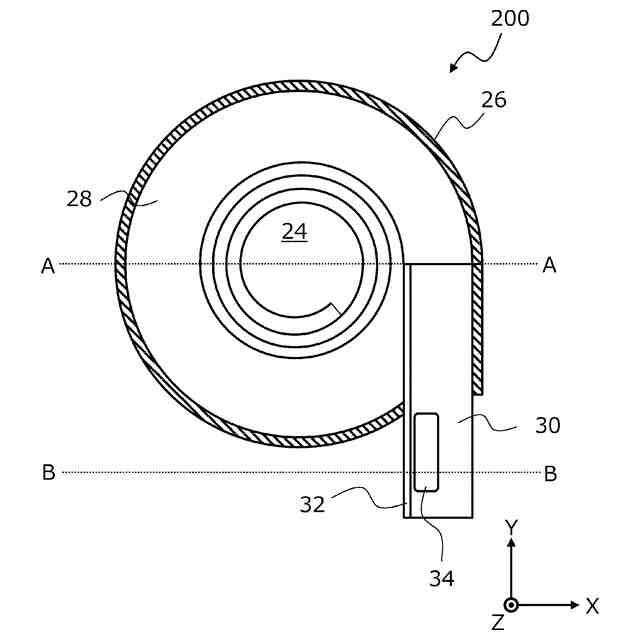
上記の混合洗浄システムに含まれるパーツフィーダを模式的に示す上面図である。
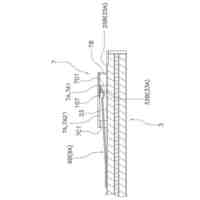
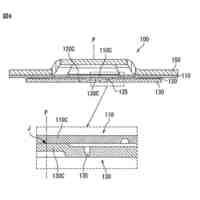
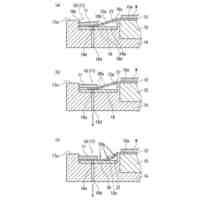
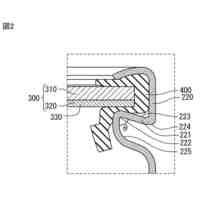
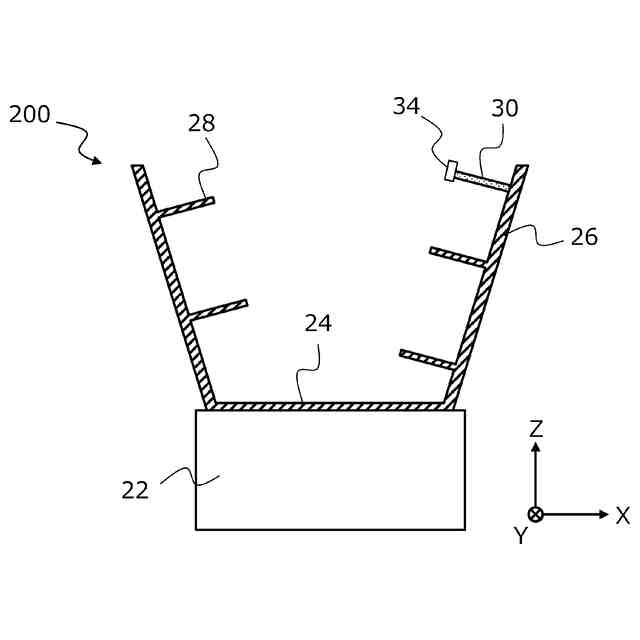
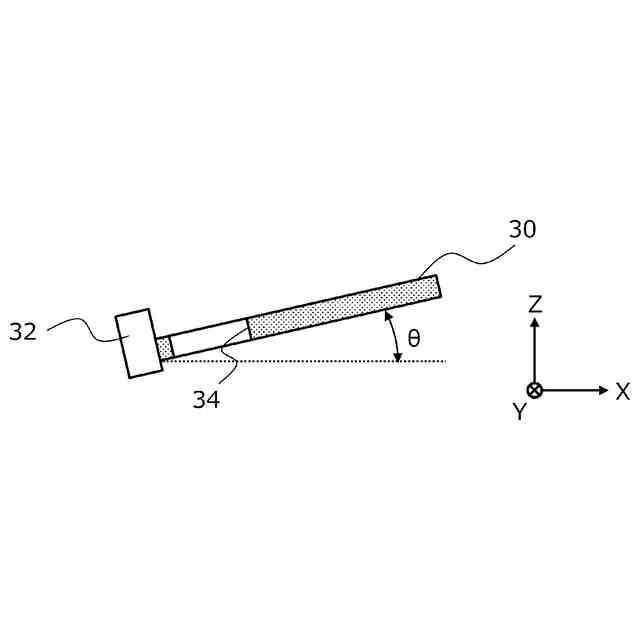
図4におけるパーツフィーダのA-A線断面を示す模式図である。
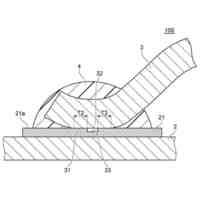
図4におけるパーツフィーダのB-B線断面を拡大して示す模式図である。
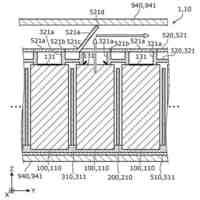
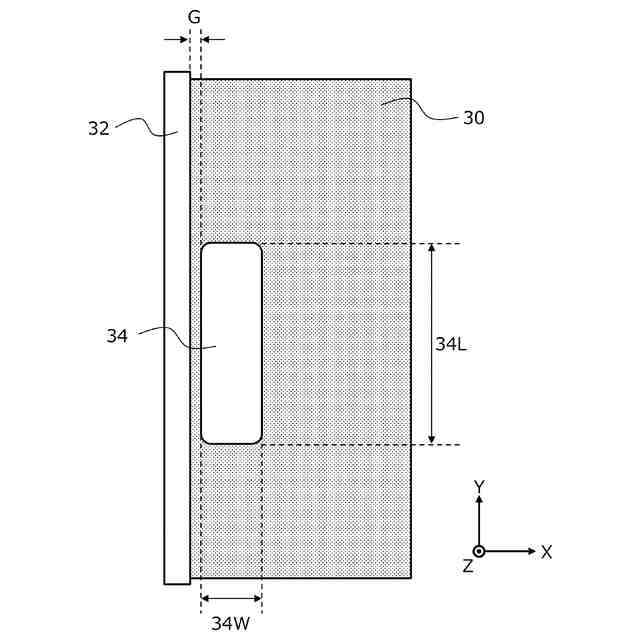
本開示の実施形態におけるパーツフィーダにおける搬送路の平面構成を拡大して示す上面図である。
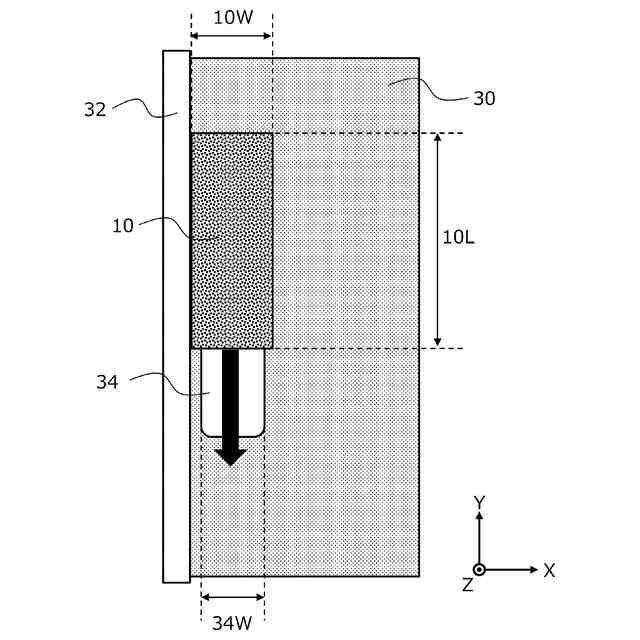
パーツフィーダにおける搬送路上を移動する第1ワークを模式的に示す上面図である。
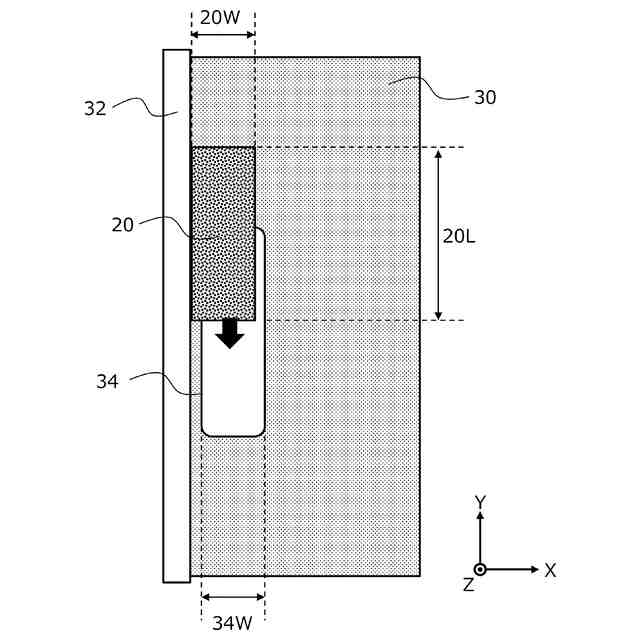
パーツフィーダにおける搬送路上を移動する第2ワークを模式的に示す上面図である。
パーツフィーダにおける搬送路上を移動する第1ワークを模式的に示す断面図である。
パーツフィーダにおける搬送路上を移動する第2ワークを模式的に示す断面図である。
パーツフィーダの他の例における搬送路を模式的に示す断面図である。
パーツフィーダの他の例における搬送路上を移動する第1ワークを模式的に示す断面図である。
パーツフィーダの他の例における搬送路上を移動する第2ワークを模式的に示す断面図である。
本開示の実施形態におけるパーツフィーダにおける更に他の搬送路の平面構成を拡大して示す上面図である。
本開示の実施形態におけるパーツフィーダにおける更に他の搬送路の平面構成を拡大して示す上面図である。
【発明を実施するための形態】
【0010】
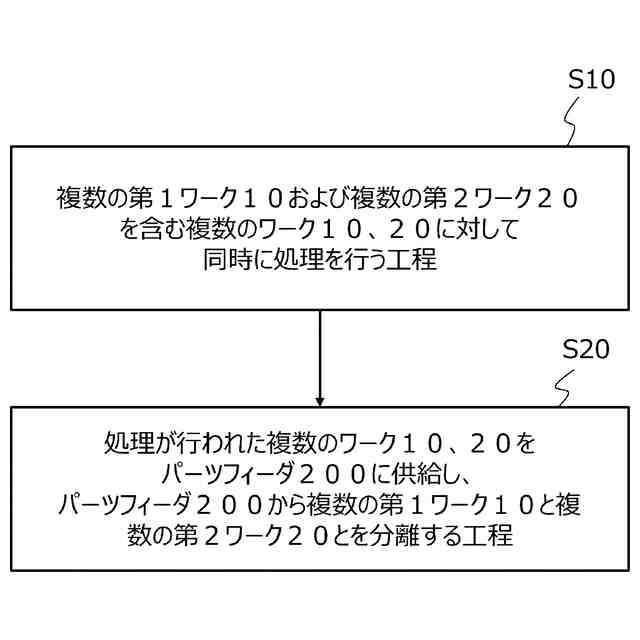
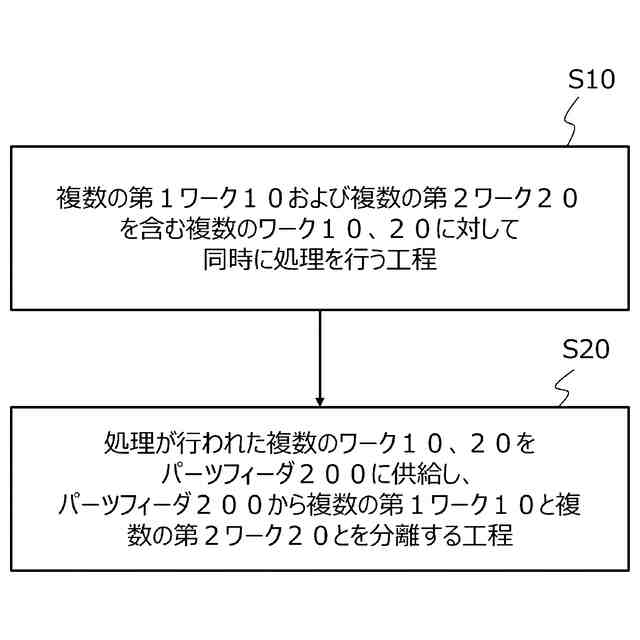
本開示による希土類焼結磁石の製造方法の実施形態は、図1に示されるように、複数の第1ワーク10、および複数の第1ワーク10のそれぞれよりもサイズが小さな複数の第2ワーク20を含む複数のワーク10、20に対して同時に処理を行う工程(S10)と、処理が行われた複数のワーク10、20をパーツフィーダ200に供給し、パーツフィーダ200から複数の第1ワーク10と複数の第2ワーク20とを分離する工程(S20)と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
5日前
日星電気株式会社
平型電線
14日前
キヤノン株式会社
通信装置
18日前
オムロン株式会社
電磁継電器
19日前
オムロン株式会社
電磁継電器
19日前
株式会社FLOSFIA
半導体装置
11日前
株式会社GSユアサ
蓄電設備
13日前
オムロン株式会社
電磁継電器
19日前
オムロン株式会社
電磁継電器
19日前
オムロン株式会社
電磁継電器
19日前
トヨタ自動車株式会社
二次電池
13日前
日星電気株式会社
ケーブルの接続構造
11日前
シチズン電子株式会社
発光装置
4日前
株式会社村田製作所
電池
11日前
トヨタ自動車株式会社
二次電池
4日前
株式会社村田製作所
電池
11日前
株式会社村田製作所
電池
11日前
キヤノン株式会社
無線通信装置
6日前
株式会社村田製作所
電池
12日前
住友電装株式会社
コネクタ
12日前
住友電装株式会社
コネクタ
11日前
オムロン株式会社
回路部品
19日前
ローム株式会社
半導体装置
12日前
日本電気株式会社
光学モジュール
18日前
株式会社東京精密
ワーク保持装置
17日前
TDK株式会社
コイル部品
18日前
オムロン株式会社
電磁継電器
19日前
オムロン株式会社
電磁継電器
19日前
オムロン株式会社
スイッチング素子
12日前
オムロン株式会社
電磁継電器
19日前
株式会社東芝
半導体装置
17日前
KDDI株式会社
伸展マスト
13日前
富士電機株式会社
半導体モジュール
12日前
株式会社村田製作所
二次電池
12日前
オムロン株式会社
電磁継電器
19日前
芝浦メカトロニクス株式会社
基板処理装置
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ