TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051596
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2024100601
出願日
2024-06-21
発明の名称
被覆金型
出願人
株式会社神戸製鋼所
,
株式会社和田山コーティングセンター
代理人
弁理士法人三協国際特許事務所
主分類
C23C
14/06 20060101AFI20250327BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】優れた耐久性を有する被覆金型を提供する。
【解決手段】被覆金型は、金型と、前記金型の外側表面の少なくとも一部に形成された硬質皮膜と、を有し、前記硬質皮膜は、金属元素の窒化物、炭窒化物、酸化物または酸窒化物を含み、前記硬質皮膜に含有される前記金属元素の総量において、Al含有量は65原子%以上であり、Cr含有量は15原子%以上であり、かつ、AlとCrの合計含有量は80原子%以上100原子%以下であり、前記硬質皮膜の表面粗さRaが0.05μm以下であり、前記硬質皮膜の面心立方格子の(111)面に起因するd値が2.25Å以上2.45Å以下である。
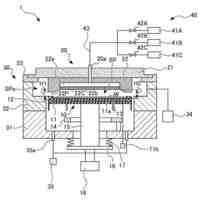
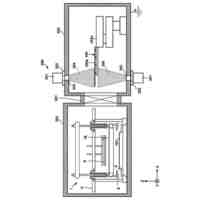
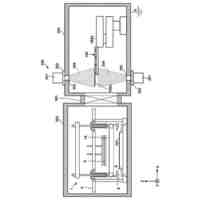
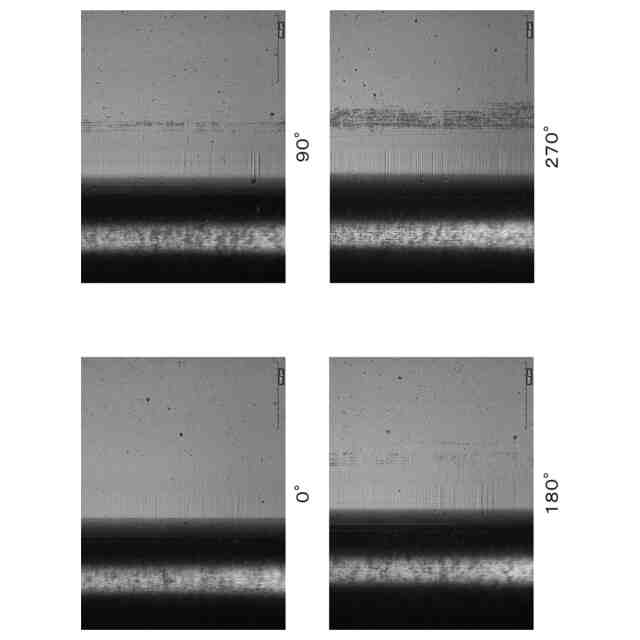
【選択図】図4
特許請求の範囲
【請求項1】
金型と、前記金型の外側表面の少なくとも一部に形成された硬質皮膜と、を有し、
前記硬質皮膜は、金属元素の窒化物、炭窒化物、酸化物または酸窒化物を含み、
前記硬質皮膜に含有される前記金属元素の総量において、Al含有量は65原子%以上であり、Cr含有量は15原子%以上であり、かつ、AlとCrの合計含有量は80原子%以上100原子%以下であり、
前記硬質皮膜の表面粗さRaが0.05μm以下であり、
前記硬質皮膜の面心立方格子の(111)面に起因するd値が2.25Å以上2.45Å以下である、被覆金型。
続きを表示(約 400 文字)
【請求項2】
前記硬質皮膜の表面粗さRaが0.02μm以下である、請求項1に記載の被覆金型。
【請求項3】
前記硬質皮膜は、金属元素の窒化物からなり、
前記硬質皮膜に含有される前記金属元素の総量において、Al含有量は65原子%以上80原子%以下であり、Cr含有量は20原子%以上35原子%以下であり、AlとCrの合計含有量は100原子%である、請求項1に記載の被覆金型。
【請求項4】
前記金型は冷間塑性加工用である、請求項1に記載の被覆金型。
【請求項5】
前記金型は、被加工物と衝突することにより前記被加工物を塑性加工するためのパンチである、請求項1に記載の被覆金型。
【請求項6】
前記金型の材質が鉄基合金または高速度工具鋼であり、
前記金型と前記硬質皮膜との間に下地層を有する、請求項1に記載の被覆金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型と、硬質皮膜とを有する被覆金型に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鍛造、プレス加工等において使用されるパンチ等の金型には、当該金型の長寿命化のために、硬度だけでなく、耐摩耗性が必要とされる。そのため、金型の耐摩耗性を向上させるために、例えば、AlCr、AlCrSi等の窒化物または炭窒化物からなる硬質皮膜を物理蒸着法や化学蒸着法によって金型に被覆し、同時に硬質皮膜に良好な表面平滑性を付与することが行われている。
【0003】
例えば、特許文献1には、金型基材の表面に、Al
x
Cr
y
Si
z
の窒化物からなる硬質皮膜を被覆したことを特徴とする塑性加工用被覆金型が記載されている。具体的には、特許文献1に記載の塑性加工用被覆金型では、スパッタリング法によって金型の作業面になるべく平滑な硬質皮膜を成膜することによって、被覆金型の耐摩耗性を向上させることが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2010-284710号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法のように、スパッタリング法によって硬質皮膜を形成すると、成膜時にイオン化されていないコーティングの原料が、基材である金型表面にそのまま到達してしまうことがある。このように皮膜が形成された被覆金型は、金型と硬質皮膜との間に密着性不良が生じてしまう。密着性不良を有する被覆金型を例えば冷間鍛造のような高負荷な加工条件下で使用すると、たとえ硬質皮膜が良好な表面平滑性を有していても、耐久性(すなわち、金型寿命)において問題がある。そのため、硬質皮膜を備える被覆金型には、耐久性においてさらなる改善が求められる。
【0006】
そこで、本発明は、優れた耐久性を有する被覆金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、上記課題を解決すべく鋭意検討を行った結果、本発明に到達した。すなわち、本発明は以下の好適な態様を包含する。
【0008】
本発明の第1の態様に係る被覆金型は、金型と、前記金型の外側表面の少なくとも一部に形成された硬質皮膜と、を有し、
前記硬質皮膜は、金属元素の窒化物、炭窒化物、酸化物または酸窒化物を含み、
前記硬質皮膜に含有される前記金属元素の総量において、Al含有量は65原子%以上であり、Cr含有量は15原子%以上であり、かつ、AlとCrの合計含有量は80原子%以上100原子%以下であり、
前記硬質皮膜の表面粗さRaが0.05μm以下であり、
前記硬質皮膜の面心立方格子の(111)面に起因するd値が2.25Å以上2.45Å以下である。
【0009】
本発明の第2の態様に係る被覆金型は、第1の態様に係る被覆金型であって、前記硬質皮膜の表面粗さRaが0.02μm以下である。
【0010】
本発明の第3の態様に係る被覆金型は、第1または第2の態様に係る被覆金型であって、前記硬質皮膜は、金属元素の窒化物からなり、
前記硬質皮膜に含有される前記金属元素の総量において、Al含有量は65原子%以上80原子%以下であり、Cr含有量は20原子%以上35原子%以下であり、AlとCrの合計含有量は100原子%である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
OLED青森株式会社
製膜装置
23日前
OLED青森株式会社
製膜装置
23日前
中外炉工業株式会社
真空浸炭装置
19日前
中外炉工業株式会社
真空浸炭装置
19日前
大阪富士工業株式会社
浴中軸部材の製造方法
1か月前
TOTO株式会社
構造部材
24日前
TOTO株式会社
構造部材
24日前
株式会社カネカ
製膜装置
1か月前
株式会社カワイ
無電解CoW鍍金処理方法
29日前
日本製鉄株式会社
スナウト装置
17日前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
1か月前
株式会社フジキン
気化装置およびガス供給方法
23日前
株式会社カネカ
製膜装置
23日前
日新電機株式会社
密閉処理装置
9日前
東京エレクトロン株式会社
パージ方法及び成膜装置
29日前
大日本印刷株式会社
マスク及びマスクの製造方法
23日前
国立大学法人島根大学
透明導電膜形成方法および粉末ターゲット
8日前
福田金属箔粉工業株式会社
銅系複合体膜及びその製造方法
15日前
ダイキン工業株式会社
金属錯体
29日前
株式会社SCREENホールディングス
スパッタリング装置
11日前
株式会社SCREENホールディングス
スパッタリング装置
12日前
株式会社SCREENホールディングス
スパッタリング装置
29日前
株式会社SUS
チタン材、チタン製の容器およびチタン材の製造方法
1か月前
東京エレクトロン株式会社
液体原料監視方法及びガス供給装置
22日前
富士通商株式会社
新規なSiOx/カーボンナノ繊維とその製造方法
1か月前
大日本印刷株式会社
メタルマスク及びその製造方法
22日前
株式会社アルバック
成膜装置及び成膜方法
1か月前
尾池工業株式会社
金属調加飾フィルムの製造方法
24日前
キヤノントッキ株式会社
成膜装置及び成膜方法
2日前
キヤノントッキ株式会社
成膜装置及び成膜方法
2日前
キヤノントッキ株式会社
成膜装置及び成膜方法
2日前
スズカファイン株式会社
既設鋼材の錆の除去方法
5日前
株式会社SCREENホールディングス
反応性スパッタリング方法
3日前
松川精密股ふん有限公司
継電器を掃除する操作方法
1か月前
ダイキン工業株式会社
薄膜の製造方法
29日前
ダイキン工業株式会社
薄膜の製造方法
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ