TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025051589
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2024089653
出願日
2024-06-03
発明の名称
包装装置
出願人
株式会社寺岡精工
代理人
弁理士法人英知国際特許商標事務所
主分類
B65B
11/52 20060101AFI20250327BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】
一つの装置本体に包装処理に関連した複数の手段を配置し、また、搬送手段を工夫することによって、省スペース化に大きく貢献できる包装装置を提供することを目的とする。
【解決手段】
容器にフィルムをシールする包装装置であって、前記容器の重量を計量する計量手段と、前記計量された容器をフィルムでシールする包装手段と、前記包装手段の下流側に配置される後段領域と、前記計量手段から前記包装手段へ前記容器を搬送する搬送手段と、を備え、前記搬送手段は、前記計量手段から前記包装手段へ前記容器を搬送すると共に、前記包装手段から前記後段領域へも前記容器を搬送することを特徴とする包装装置。
【選択図】 図5
特許請求の範囲
【請求項1】
容器にフィルムをシールする包装装置であって、
前記容器の重量を計量する計量手段と、
計量された容器をフィルムでシールする包装手段と、
前記包装手段の下流側に配置される後段領域と、
前記計量手段から前記包装手段へ前記容器を搬送する搬送手段と、を備え、
前記搬送手段は、前記計量手段から前記包装手段へ前記容器を搬送すると共に、前記包装手段から前記後段領域へも前記容器を搬送する
ことを特徴とする包装装置。
続きを表示(約 360 文字)
【請求項2】
前記搬送手段は、前記容器を前記包装手段へ搬送後に一度後退し、前記包装手段によるシールがされた後に前記後段領域へ前記容器を搬送する
ことを特徴とする請求項1に記載の包装装置。
【請求項3】
前記搬送手段は、前記計量手段の前端から前記包装手段の後端までに亘って駆動部に連結されている
ことを特徴とする請求項1に記載の包装装置。
【請求項4】
前記後段領域は、前記容器を移動させる移動手段であって、前記搬送手段と直交する向きに前記容器を移動させる
ことを特徴とする請求項1に記載の包装装置。
【請求項5】
前記後段領域は、前記容器にラベルを貼付するラベル貼付手段を有する
ことを特徴とする請求項1に記載の包装装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は被包装物を載せたトレイにフィルムを被せ、該フィルムを前記トレイの縁部に熱溶着する包装装置に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
従来の包装装置として、被包装物である食品を、計量はかりに載せ、次いでこれを、コンベア上に供給されるトレイ内に搬送し、トレイ上のフィルムの蓋にヒートシールするようにして、大量のトレイに対してトップシールを行う包装装置がある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特表2013-515654号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の包装装置は、包装手段が配置される機枠の外側に計量手段などの他の手段が生産ラインに沿って大きく張り出して配置されるものであり、省スペース化には全く目が向けられていない。具体的には、コンベアによって、被包装物が広い範囲で搬送されることで、複数手段から成る装置全体が大きな領域を占めるようになってしまっている。
そこで、本発明は、一つの装置本体に包装処理に関連した複数の手段を配置し、また、搬送手段を工夫することによって、省スペース化に大きく貢献できる包装装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の包装装置は、少なくとも以下の構成を具備するものである。
容器にフィルムをシールする包装装置であって、前記容器の重量を計量する計量手段と、計量された容器をフィルムでシールする包装手段と、前記包装手段の下流側に配置される後段領域と、前記計量手段から前記包装手段へ前記容器を搬送する搬送手段と、を備え、前記搬送手段は、前記計量手段から前記包装手段へ前記容器を搬送すると共に、前記包装手段から前記後段領域へも前記容器を搬送することを特徴とする。
【発明の効果】
【0006】
本発明によれば、計量手段から包装手段を経て後段領域まで、単一の搬送手段によって、被包装物の搬送を行うことができ、省スペース化及び省コスト化に大きく貢献できる。
【図面の簡単な説明】
【0007】
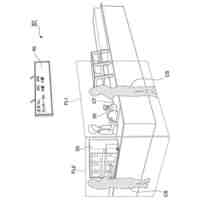
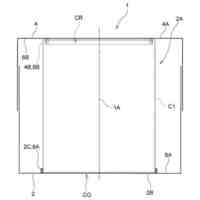
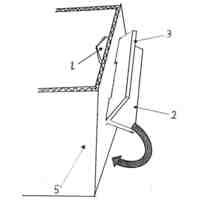
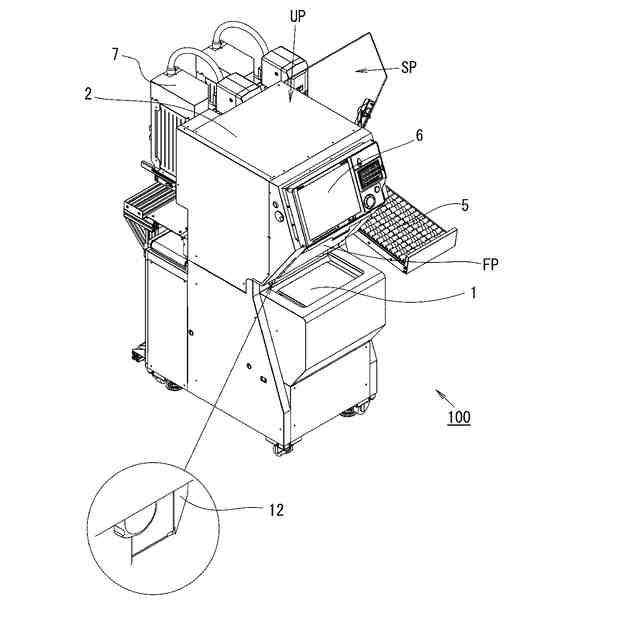
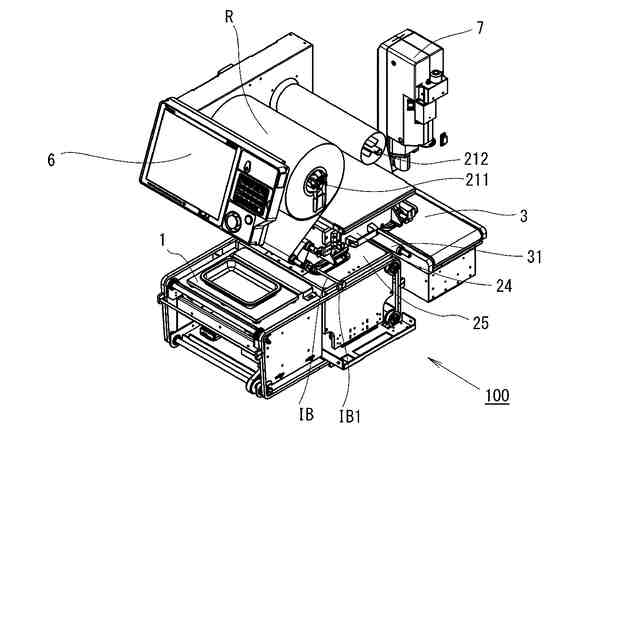
本発明の実施形態に係る包装装置の外観を示す右斜視図である。
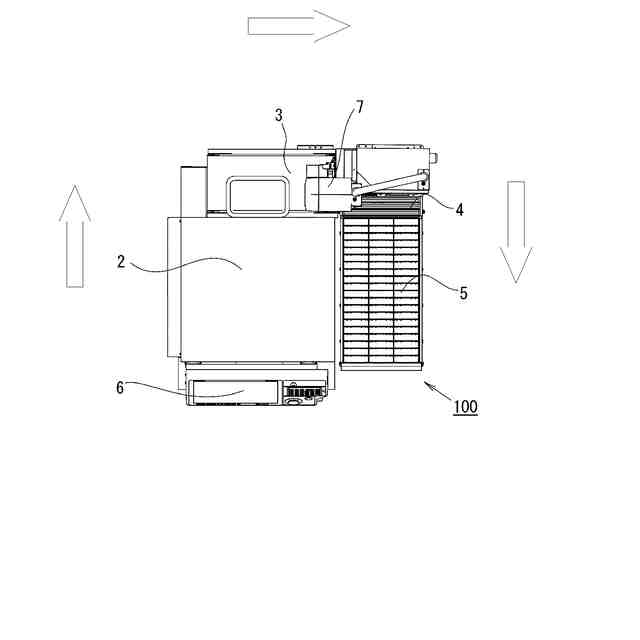
本発明の実施形態に係る包装装置の外観を示す左斜視図である。
本発明の実施形態に係る包装装置の外観を示す上面図である。
本発明の実施形態に係る包装装置の右側面図である。
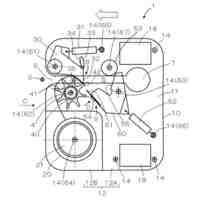
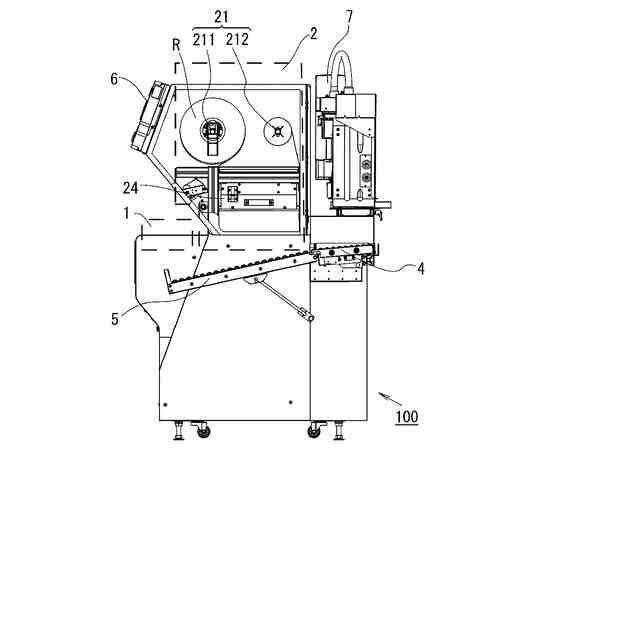
計量手段と包装手段の(機枠の一部を外した)右側面図である。
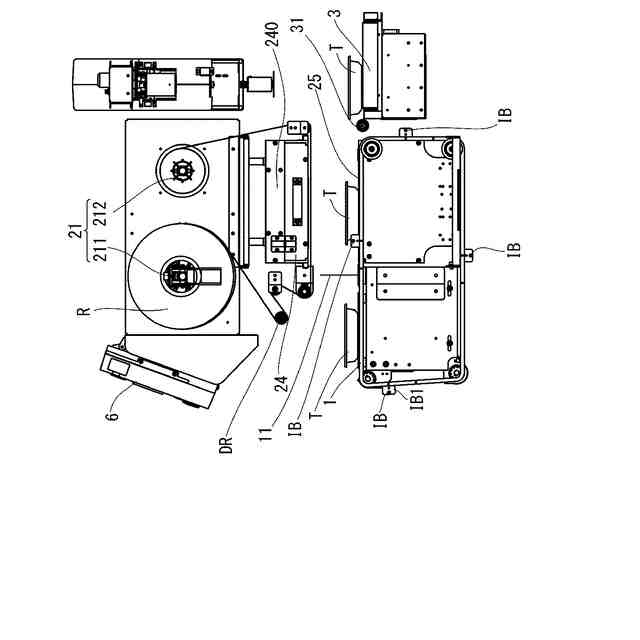
計量手段と包装手段の(機枠の一部を外した)斜視図である。
上抜型及び上抜型フォルダを説明する正断面図であって、図7(a)は上抜型非装填時の上抜型フォルダを、図7(b)は上抜型単体を、図7(c)は上抜型フォルダに上抜型が装填されている様子を、それぞれ示している。
上抜型を説明する図であって、図8(a)は上面図を、図8(b)は上方斜視図を、図8(c)は下方斜視図を、それぞれ示している。
上抜型フォルダに上抜型が装填されている様子を示す図であって、図9(a)は上面図、図9(b)は正面図、図9(c)は底面図、図9(d)は上方斜視図、図9(e)は右側面図、図9(f)は熱伝達部材を示す概念図である。
上抜型フォルダに上抜型が装填されていない様子を示す図であって、図10(a)は上面図、図10(b)は正面図、図10(c)は底面図、図10(d)は上方斜視図、図10(e)は右側面図、図10(f)は図10(d)のD部分拡大図である。
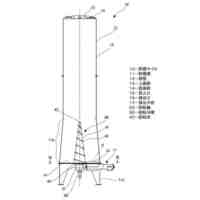
下抜型を説明する図であって、図11(a)は上面図を、図11(b)は側断面図を、それぞれ示している。
下抜型フォルダに下抜型を取り付け取外しする様子を示す斜視図である。
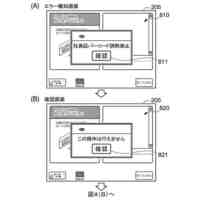
装填状態判定の作用機序を説明する図である。
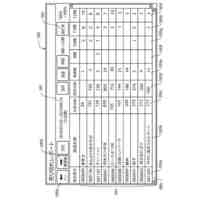
計量画面における判定結果の表示例を示す図である。
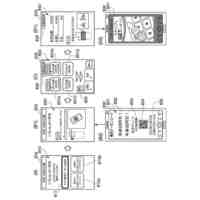
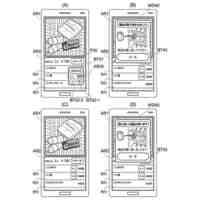
表示画面のレイアウト例を示す図である。
表示画面のレイアウト例を示す図である。
表示画面のレイアウト例を示す図である。
下抜型の側断面図の一部拡大図である。
上抜型に対して、下抜型が押し上げられる際の状態の変化を示す側断面図である。
【発明を実施するための形態】
【0008】
以下、本発明に係る包装装置の実施の形態の一例を図面に基づいて説明するが、以下の図面は説明を目的に作成されたもので、分かりやすくするため、説明に不要な部材を意図的に図示していない場合がある。また、説明のため部材を意図的に大きくまたは小さく図示している場合があり、正確な縮尺を示す図面ではない。なお、以下の説明で、異なる図における同一符号は同一機能の部位を示しており、各図における重複説明は適宜省略する。
【0009】
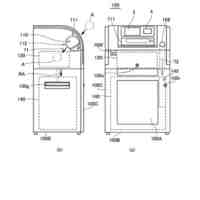
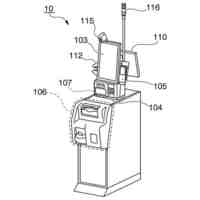
(全体構成)
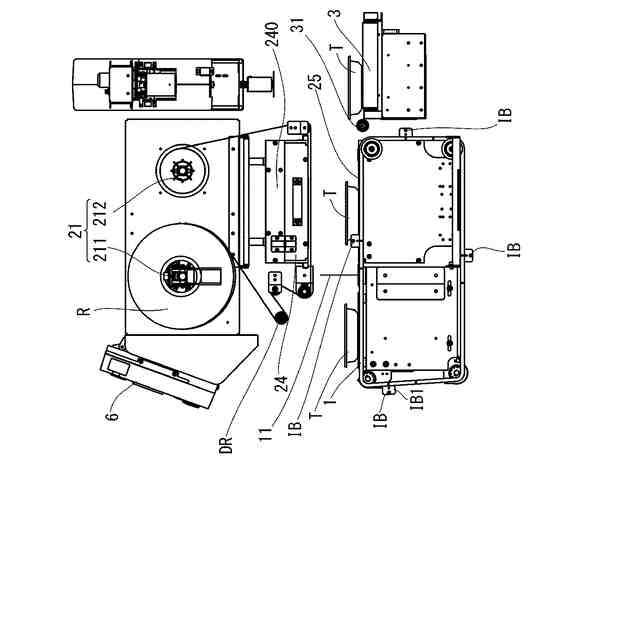
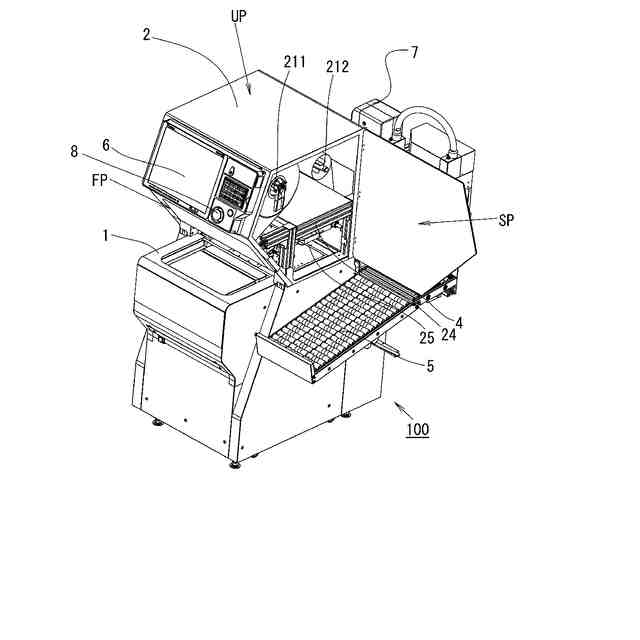
図1~図4は、本発明の実施形態に係る包装装置の外観を示すものであって、図1は右斜視図であり、図2は左斜視図であり、図3は上面図であり、図4は右側面図である。図5及び6は、特に、計量手段と包装手段について示すものであって、図5は(機枠の一部を外した)右側面図であって、図6は(機枠の一部を外した)斜視図である。
【0010】
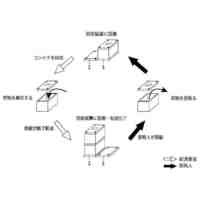
図1~図3に示す本発明の実施形態に係る包装装置100は、被包装物を計量し、被包装物を載せたトレイTを機内に搬入しつつ、被包装物の賞味期限を延長するためのガス置換処理を伴う(溶着箇所全体を一度に処理する)トップシール処理及びラベル貼付を行った後の搬出までの一連の動作を自動で行うものである。換言すれば、被包装物の計量工程と、ラベル貼付工程の間に、包装工程が存在する装置ということができる。より、具体的には、図3において矢印を用いて示すように、包装装置100は、被包装物を載せたトレイTを、計量手段1(図1参照)に載せると被包装物の重量を計量し、インフィードバーIB(図5,6参照)により、トレイTが包装手段2を有する機枠内に進行するように搬入され、機枠内において、下抜型25(図1参照)がトレイTを上方に突き上げ、先ず、フィルム保持手段211と余剰フィルム巻取手段212(図1参照)により両端を保持されて常に張架されているフィルムとトレイTとの間に形成された空間に存在する空気を不活性化ガスで置換し、次いで、フィルムにトレイTの縁部を当接させつつ、下抜型25と上抜型24(図1参照)とで挟持させつつ、フィルムを熱溶着してシール包装し、フィルムを切断した後、下抜型25とトレイTは下降して所定高さ(定位置)に戻り、インフィードバーIB(図5,6参照)により、再びトレイTを搬入方向に進行させて後段領域3へ移送し、搬入方向と直交する搬出方向に移動させつつ、ラベル貼付手段7によりラベル貼付された後、第1排出台4に排出し、さらに、搬入方向逆向きにトレイTを移動させて第2排出台5まで送るように構成されている。本発明の実施形態においては、サイズの異なる「大」「中」「小」3種類のトレイTに対応できるように、3種類の上抜型及び下抜型が用意され、交換可能に構成されている。ただし、このような態様は、飽くまで一例であって、サイズの種類は「大」「小」の2種類であってもよいし、或いは、4種類以上のサイズが用意されてもよいし、さらには、トレイのサイズは1種類だけで、交換を前提としない態様であってもよい。
計量手段1と包装手段2と後段領域3は、手前から装置奥側に向かって縦に並んでいる。また、図1に示されるように、計量手段1の上方であって、かつ、搬送方向において計量手段1よりも上流側には、正面に表示部やテンキー、タッチパネル等の操作部を有し、内部に制御手段を有するコンソール6が配設されている。この配置につき、より詳細に説明すると、コンソール6のケースの下端部は、計量手段1よりも上流側に位置し、コンソール6の中心も表示部の中心も計量手段1の領域に位置し、コンソール6は傾いて配置されているものの、コンソール6のケースの上端部も計量手段1よりも上流側に位置している。また、後段領域3の上方部分は、計量された重量、単価、値段等の情報を有する商品ラベルを印字して貼付するラベル貼付手段7となっている。さらに、図1~図3においては示されないガス置換のための機構が、下抜型25には備えられている。なお、本明細書において、「ガス置換」とは、被包装物内の空気を賞味期限延長のための不活性化ガスに置き換える処理という(具体的工程の別に関わらない)広義の意味で用いられる「ガス置換」を指し、空気を完全に抜いてからガスを入れる狭義の意味で用いられる「ガス置換」の態様と、空気を追い出すようにガスを吹き付ける「ガスフラッシュ」の態様と、両方の態様を含むものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社寺岡精工
処理装置
12日前
株式会社寺岡精工
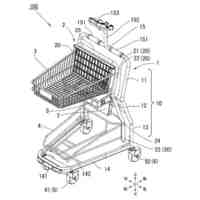
ショッピングカート
4日前
株式会社寺岡精工
登録装置、設定方法
25日前
株式会社寺岡精工
システム、監視装置
1か月前
株式会社寺岡精工
登録装置、プログラム
25日前
株式会社寺岡精工
精算装置及びプログラム
1か月前
株式会社寺岡精工
システム、およびプログラム
25日前
株式会社寺岡精工
システム、およびプログラム
26日前
株式会社寺岡精工
ラベル発行装置及びプログラム
20日前
株式会社寺岡精工
データ処理装置、およびプログラム
14日前
株式会社寺岡精工
計量データ処理システム
14日前
株式会社寺岡精工
商品販売データ処理システム
14日前
株式会社寺岡精工
店内状況管理装置及びプログラム
1か月前
株式会社寺岡精工
商品受け渡しシステム、およびプログラム
今日
株式会社寺岡精工
ラベル発行装置、システム、及びプログラム
1か月前
株式会社寺岡精工
商品販売データ処理システム及び携帯端末装置
1か月前
個人
箱
7か月前
個人
ゴミ箱
7か月前
個人
コンベア
11日前
個人
段ボール箱
2か月前
個人
容器
4か月前
個人
段ボール箱
2か月前
個人
ゴミ収集器
2か月前
個人
パウチ補助具
7か月前
個人
土嚢運搬器具
3か月前
個人
角筒状構造体
21日前
個人
楽ちんハンド
4日前
個人
宅配システム
2か月前
個人
閉塞装置
5か月前
個人
お薬の締結装置
1か月前
個人
コード類収納具
3か月前
個人
貯蔵サイロ
2か月前
個人
ゴミ処理機
4か月前
株式会社コロナ
梱包材
21日前
株式会社和気
包装用箱
4か月前
三甲株式会社
容器
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ