TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025049815
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158266
出願日
2023-09-22
発明の名称
軸受装置の製造方法および軸受装置
出願人
NTN株式会社
代理人
個人
,
個人
,
個人
主分類
F16C
33/64 20060101AFI20250327BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】転がり軸受にセンサユニットを取り付けた軸受装置において、転がり軸受の固定輪へのセンサユニットのホルダの圧入作業が容易にでき、ホルダや固定輪の変形を抑えられるようにする。
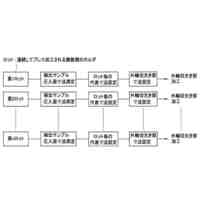
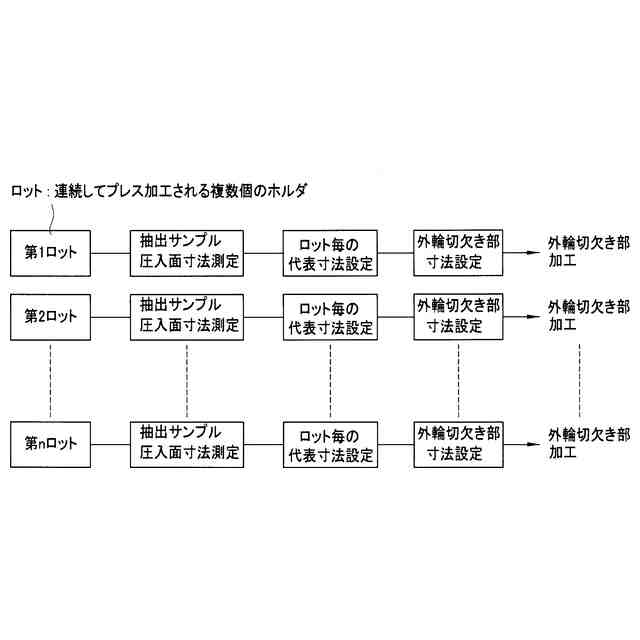
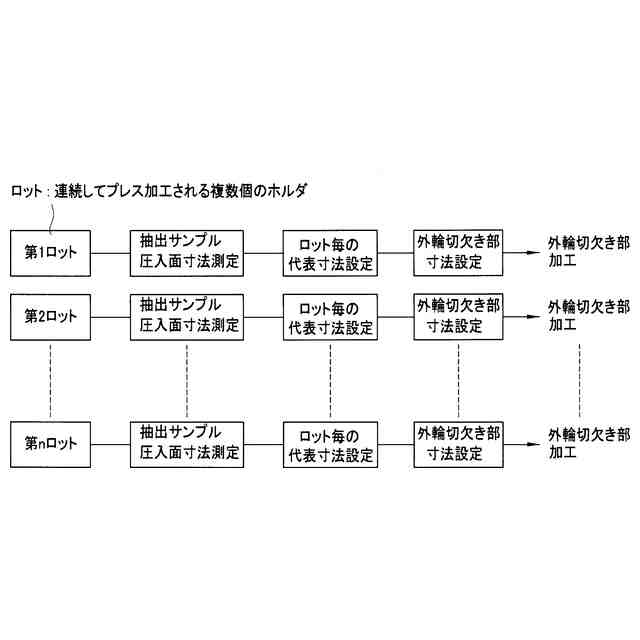
【解決手段】センサユニットのホルダをプレス加工によって成形する際に、加工された1つのロットを構成するホルダの中から数個のサンプルを抽出して、そのサンプルの圧入面の径方向寸法を測定し、その測定結果に基づいてホルダのロット毎の代表寸法(例えば、推定最大寸法と推定最小寸法)を設定した後、固定輪である外輪の切欠き部とホルダの圧入面の間の締め代がホルダのロット毎の代表寸法に対して予め設定した範囲に入るように、切欠き部の径方向寸法の基準寸法と寸法公差を設定したうえで、1ロット分の外輪の切欠き部の加工を行うようにした。
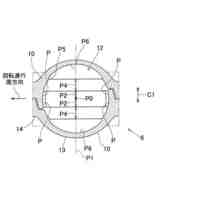
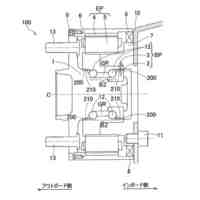
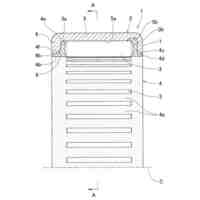
【選択図】図4
特許請求の範囲
【請求項1】
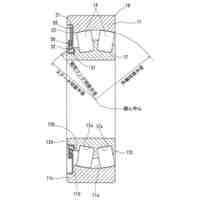
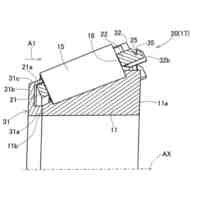
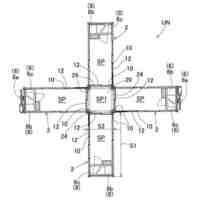
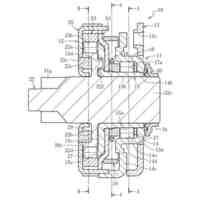
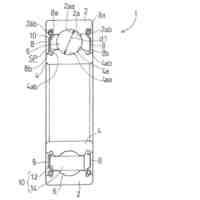
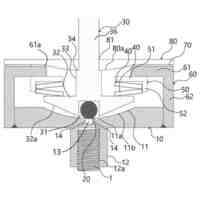
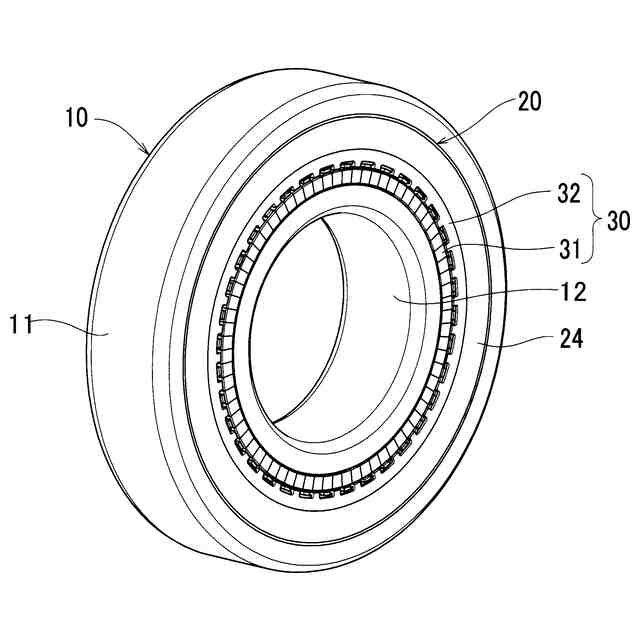
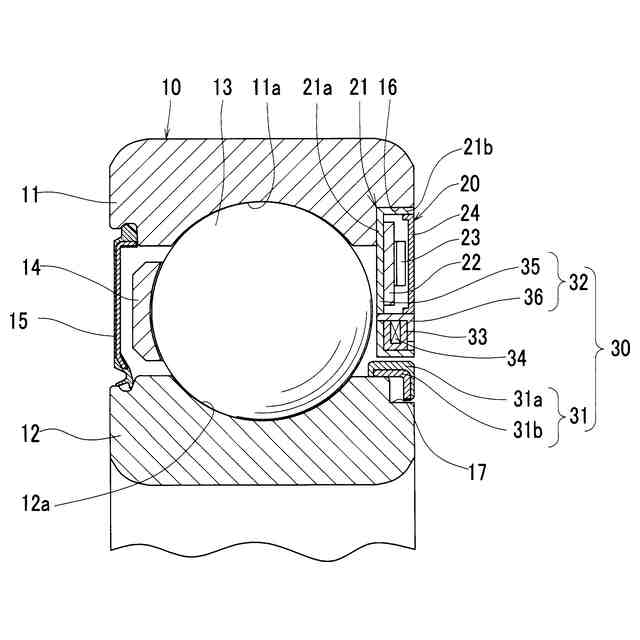
外輪(11)と、前記外輪の径方向内側に配される内輪(12)と、前記外輪(11)と前記内輪(12)の間に転動自在に配される複数の転動体(13)とを有する転がり軸受(10)と、
前記外輪(11)と前記内輪(12)のうちの固定側の軌道輪に固定されるセンサユニット(20)とを備え、
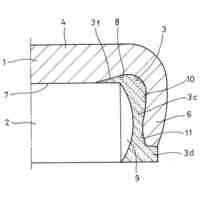
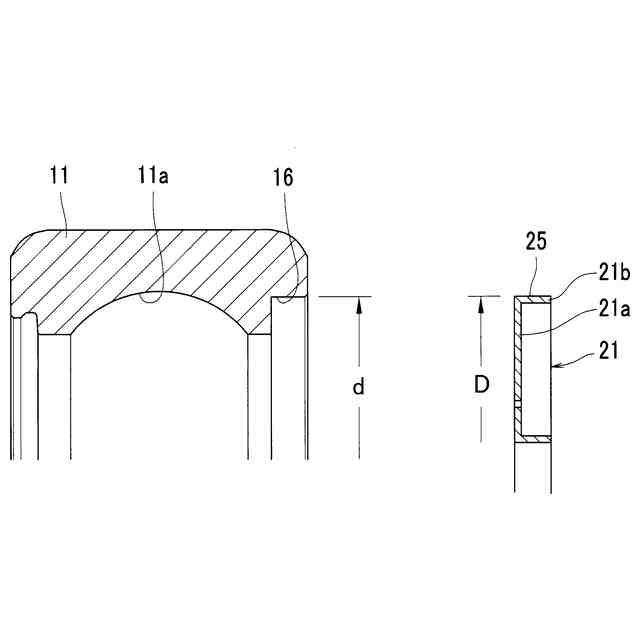
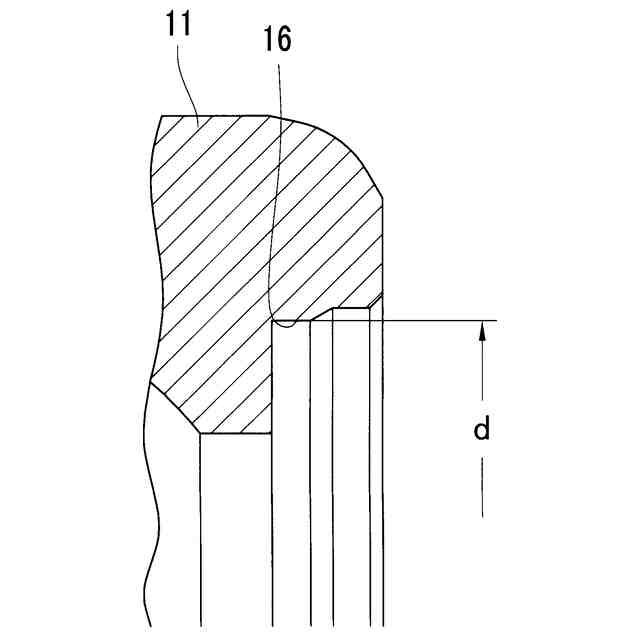
前記固定側の軌道輪は、前記外輪(11)と前記内輪(12)のうちの回転側の軌道輪との対向面の軸方向一端に環状の切欠き部(16)が形成されており、
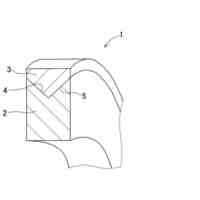
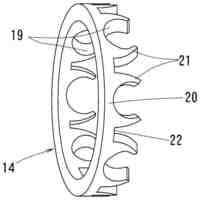
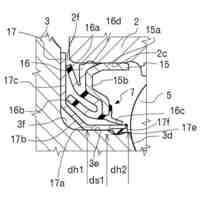
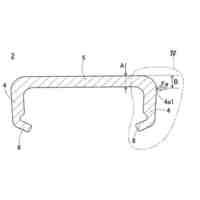
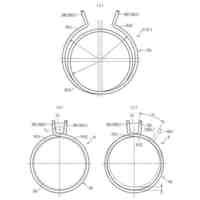
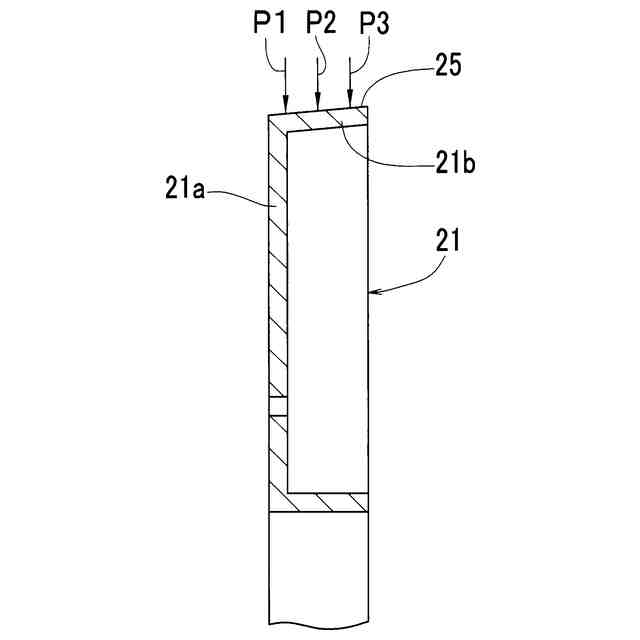
前記センサユニット(20)は、センサ(23)が取り付けられるホルダ(21)が、環状の円板部(21a)と、前記円板部(21a)の外周部または内周部から軸方向に環状に突出する嵌合部(21b)とを有し、
前記センサユニット(20)のホルダ(21)の嵌合部(21b)が前記固定側の軌道輪の切欠き部(16)に圧入されている軸受装置の製造方法において、
前記センサユニット(20)のホルダ(21)をプレス加工によって成形する際に、
前記プレス加工における1つのロットを構成する複数のホルダ(21)の中から1つ以上のサンプルを抽出し、
前記サンプルとされたホルダ(21)の嵌合部(21b)の外周面と内周面のうち、前記固定側の軌道輪の切欠き部(16)への圧入面(25)の径方向寸法を測定した後、
前記圧入面(25)の径方向寸法の測定結果に基づいてロット毎の代表寸法を設定し、
前記圧入面(25)のロット毎の代表寸法に基づいて、前記固定側の軌道輪の切欠き部(16)の径方向寸法の基準寸法と寸法公差を設定して、
その後に前記固定側の軌道輪の切欠き部(16)の加工を行うことを特徴とする軸受装置の製造方法。
続きを表示(約 980 文字)
【請求項2】
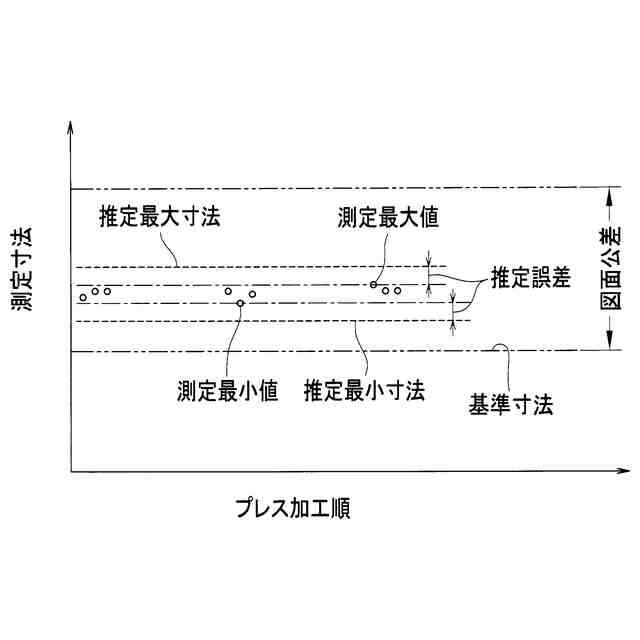
前記ホルダ(21)の圧入面(25)のロット毎の代表寸法は、前記サンプルを複数抽出して、そのサンプルの寸法測定結果のうちの最大値に所定の推定誤差を加算した推定最大寸法と、前記サンプルの寸法測定結果のうちの最小値から前記推定誤差を減算した推定最小寸法を用い、
前記固定側の軌道輪の切欠き部(16)と前記ホルダ(21)の圧入面(25)の間の締め代が、前記圧入面(25)の推定最大寸法と推定最小寸法のいずれに対しても予め設定した範囲に入るように、前記切欠き部(16)の径方向寸法の基準寸法と寸法公差を設定する請求項1に記載の軸受装置の製造方法。
【請求項3】
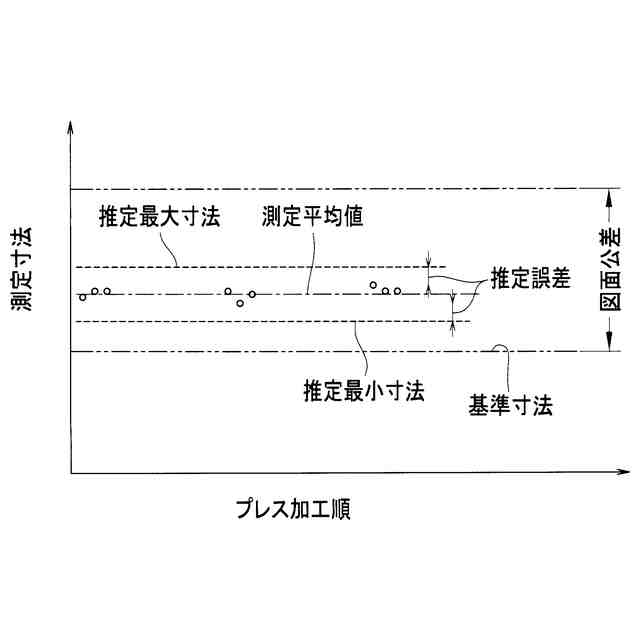
前記ホルダ(21)の圧入面(25)のロット毎の代表寸法は、前記サンプルを複数抽出して、そのサンプルの寸法測定結果の平均値と標準偏差を計算し、前記平均値に前記標準偏差の整数倍を推定誤差として加減算した推定最大寸法と推定最小寸法を用い、
前記固定側の軌道輪の切欠き部(16)と前記ホルダ(21)の圧入面(25)の間の締め代が、前記圧入面(25)の推定最大寸法と推定最小寸法のいずれに対しても予め設定した範囲に入るように、前記切欠き部(16)の径方向寸法の基準寸法と寸法公差を設定する請求項1に記載の軸受装置の製造方法。
【請求項4】
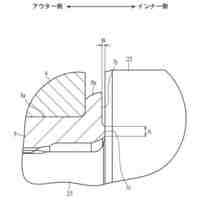
前記ホルダ(21)の圧入面(25)の径方向寸法の測定を軸方向の複数個所で行った結果、前記圧入面(25)が前記円板部(21a)から離れるにしたがって大径となるテーパ面である場合には、前記固定側の軌道輪の切欠き部(16)は、軸方向外側で径方向に拡がるように軸方向の途中に段差を有し、その切欠き部(16)の段差よりも軸方向内側に前記ホルダ(21)の嵌合部(21b)が圧入されるものとし、
前記ホルダ(21)の圧入面(25)のロット毎の代表寸法は、前記嵌合部(21b)のうち、前記切欠き部(16)の段差よりも軸方向内側に圧入される部位の寸法測定結果に基づいて設定し、
前記圧入面(25)のロット毎の代表寸法に基づいて、前記切欠き部(16)の段差よりも軸方向内側の径方向寸法の基準寸法と寸法公差を設定した後、前記切欠き部(16)の加工を行う請求項1乃至3のいずれかに記載の軸受装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、転がり軸受にセンサユニットを取り付けた軸受装置の製造方法と、その製造方法で製造された軸受装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、転がり軸受にその状態を検出するためのセンサユニットを取り付けた軸受装置が知られている。
【0003】
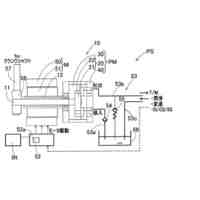
このような軸受装置は、一般に、センサを組み込んだセンサユニットを、転がり軸受の外輪と内輪のうちの固定側の軌道輪(以下、「固定輪」とも称する。)に固定し、外輪と内輪のうちの回転側の軌道輪(以下、「回転輪」とも称する。)と固定輪の間に設けた発電機からセンサユニットに電力を供給するようにしている。
【0004】
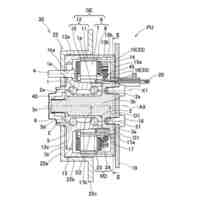
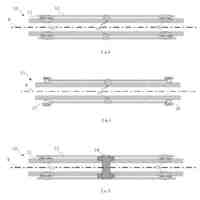
例えば、特許文献1には、固定輪となる外輪と回転輪となる内輪の間に転動体としての玉を配した深溝玉軸受の軸方向一端側に、外輪の外周部から軸方向外側へ環状に突出する延長部を設け、その延長部の内周側にセンサユニットを設け、外輪と内輪の間に設けた発電機からセンサユニットに供給される電力で回転速度等を検出できるようにした軸受装置が開示されている。
【0005】
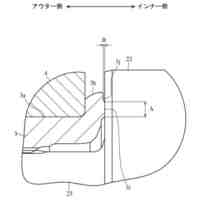
この軸受装置では、外輪の延長部の内周側(軸方向一端の環状の切欠き部)に、センサユニットのセンサが取り付けられる断面L字状の環状のホルダ(発電機を構成するヨーク部材も兼ねるもの)を嵌合固定している。
【先行技術文献】
【特許文献】
【0006】
特開2003-307435号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1のように転がり軸受にセンサユニットを取り付けた軸受装置では、センサユニットの金属製のホルダが、プレス加工によって断面L字状、すなわち環状の円板部の外周部または内周部から軸方向へ嵌合部を環状に突出させた形状に成形されており、そのホルダの嵌合部を固定輪の回転輪との対向面に形成された環状の切欠き部に圧入しているものが多い。
【0008】
ところで、センサユニットのホルダをプレス加工によって成形する場合、製作図面に記載される公差は、プレス金型の摩耗を考慮して比較的大きく設定される(例えば、0.2mm)。一方、ホルダが嵌合固定される固定輪の切欠き部は切削加工や研削加工によって形成されるため、その公差は比較的小さくできる(例えば、0.03mm以下)。
【0009】
そして、固定輪の切欠き部の径方向寸法の公差は、ホルダの嵌合部の切欠き部への圧入面(外周面または内周面)の径方向寸法の公差に基づいて設定されるが、ホルダの寸法公差が大きいため、実際にホルダの嵌合部を固定輪の切欠き部へ圧入する際には、その切欠き部と嵌合部の圧入面の間の締め代が大きくなり、圧入作業が難しくなる場合がある。また、その場合には、ホルダや固定輪の切欠き部の周辺部分の変形が懸念される。
【0010】
そこで、この発明は、転がり軸受にセンサユニットを取り付けた軸受装置において、転がり軸受の固定輪へのセンサユニットのホルダの圧入作業が容易にでき、ホルダや固定輪の変形を抑えられるようにすることを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
NTN株式会社
軸受装置
1か月前
NTN株式会社
滑り軸受
9日前
NTN株式会社
深溝玉軸受
9日前
NTN株式会社
転がり軸受
25日前
NTN株式会社
転がり軸受
25日前
NTN株式会社
等速自在継手
1か月前
NTN株式会社
動力伝達装置
5日前
NTN株式会社
円すいころ軸受
25日前
NTN株式会社
車両用動力装置
1か月前
NTN株式会社
車両用動力装置
1か月前
NTN株式会社
車輪用軸受装置
1か月前
NTN株式会社
車両用動力装置
1か月前
NTN株式会社
構造体ユニット
23日前
NTN株式会社
車輪用軸受装置
16日前
NTN株式会社
車輪用軸受装置
16日前
NTN株式会社
車輪用軸受装置
16日前
NTN株式会社
保持器付きころ
9日前
NTN株式会社
クラッチユニット
1か月前
NTN株式会社
クラッチユニット
24日前
NTN株式会社
固体潤滑転がり軸受
9日前
NTN株式会社
転がり軸受用保持器
1か月前
NTN株式会社
軸受装置の製造方法および軸受装置
1か月前
NTN株式会社
差動回転ポンプおよびポンプシステム
1か月前
NTN株式会社
固形潤滑剤充填シェル形針状ころ軸受
1か月前
NTN株式会社
固形潤滑剤充填シェル形針状ころ軸受
1か月前
NTN株式会社
冠形保持器およびそれを用いた玉軸受
23日前
NTN株式会社
グリース組成物およびグリース封入軸受
1か月前
NTN株式会社
ステータユニット及びこれを備えるモータ
1か月前
NTN株式会社
パラレルリンク機構およびリンク作動装置
1か月前
NTN株式会社
軸受寿命の推定装置、軸受装置の寿命の推定方法、および軸受装置の寿命の延命方法
2日前
個人
流路体
4か月前
個人
クラッチ装置
4か月前
個人
ホース保持具
1か月前
個人
トーションバー
1か月前
個人
免震留具
5か月前
個人
回転式配管用支持具
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ