TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042652
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149694
出願日
2023-09-15
発明の名称
二次電池の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20250321BHJP(基本的電気素子)
要約
【課題】樹脂部材の集電体への溶着時に未溶着部の発生を抑制することができる二次電池の製造方法を提供する。
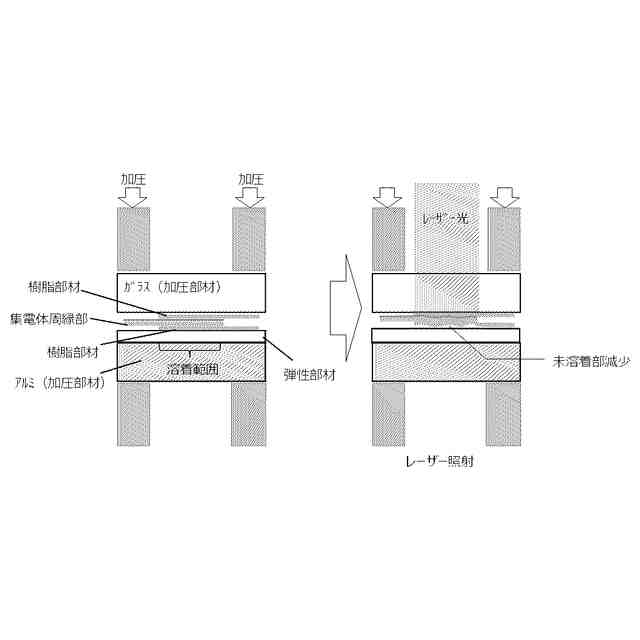
【解決手段】集電体の周縁部に樹脂部材を溶着してなる二次電池の製造方法であって、前記樹脂部材は、前記集電体の前記周縁部を挟むように配置され、且つ、前記樹脂部材は、加圧部材に挟まれるように配置され、且つ、前記加圧部材により前記集電体及び前記樹脂部材が加圧された状態で、前記樹脂部材を前記集電体に溶着する溶着工程を備え、前記溶着工程において、前記樹脂部材と前記加圧部材との間に、弾性部材が配置されている、二次電池の製造方法。
【選択図】図3
特許請求の範囲
【請求項1】
集電体の周縁部に樹脂部材を溶着してなる二次電池の製造方法であって、
前記樹脂部材は、前記集電体の前記周縁部を挟むように配置され、且つ、
前記樹脂部材は、加圧部材に挟まれるように配置され、且つ、
前記加圧部材により前記集電体及び前記樹脂部材が加圧された状態で、前記樹脂部材を前記集電体に溶着する溶着工程を備え、
前記溶着工程において、前記集電体の少なくとも一方の側における前記樹脂部材と前記加圧部材との間に、弾性部材が配置されている、二次電池の製造方法。
続きを表示(約 180 文字)
【請求項2】
前記溶着工程において、前記樹脂部材は、前記集電体にレーザーにより溶着され、
前記樹脂部材は、前記レーザーを透過し、
前記レーザーは、前記集電体の鉛直方向上側から、前記集電体に照射され、
前記樹脂部材が、前記集電体よりも鉛直方向下側に位置する前記弾性部材と接触して配置されている、請求項1に記載の二次電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、二次電池の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1において開示されるような二次電池の製造方法に関して様々な技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-000059号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術では、集電体の周縁部を封止するシール材(樹脂部材)を、非接触加熱により溶着させている。樹脂部材の集電体への溶着時に、線膨張により集電体にうねりが発生し、樹脂部材と集電体の密着性が損なわれ、未溶着部が生じることがある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、樹脂部材の集電体への溶着時に未溶着部の発生を抑制することができる二次電池の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
すなわち、本開示には、以下の態様が含まれる。
<1> 集電体の周縁部に樹脂部材を溶着してなる二次電池の製造方法であって、
前記樹脂部材は、前記集電体の前記周縁部を挟むように配置され、且つ、
前記樹脂部材は、加圧部材に挟まれるように配置され、且つ、
前記加圧部材により前記集電体及び前記樹脂部材が加圧された状態で、前記樹脂部材を前記集電体に溶着する溶着工程を備え、
前記溶着工程において、前記集電体の少なくとも一方の側における前記樹脂部材と前記加圧部材との間に、弾性部材が配置されている、二次電池の製造方法。
樹脂部材が弾性部材と接触していることで、集電体のしわによらず、樹脂部材と集電体を密着させることができ、未溶着部が生じることを抑制することができる。
【0007】
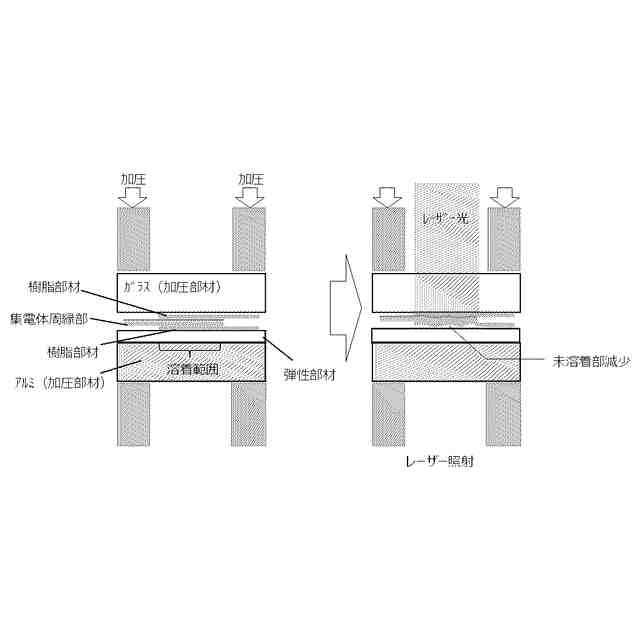
<2> 前記溶着工程において、前記樹脂部材は、前記集電体にレーザーにより溶着され、
前記樹脂部材は、前記レーザーを透過し、
前記レーザーは、前記集電体の鉛直方向上側から、前記集電体に照射され、
前記樹脂部材が、前記集電体よりも鉛直方向下側に位置する前記弾性部材と接触して配置されている、前記<1>に記載の二次電池の製造方法。
集電体よりも鉛直方向下側にのみ弾性部材が接触して配置されていることで、重力による弾性部材の変形により、集電体にしわが生じることを抑制しつつ、集電体のしわによらず、樹脂部材と集電体を密着させることができ、未溶着部が生じることを抑制することができる。
【発明の効果】
【0008】
本開示の二次電池の製造方法は、樹脂部材の集電体への溶着時に未溶着部の発生を抑制することができる。
【図面の簡単な説明】
【0009】
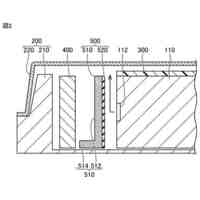
図1は、比較例1の集電体の周縁部における溶着工程の一例を示す断面模式図である。
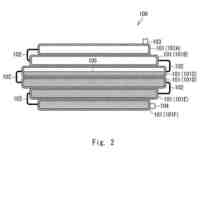
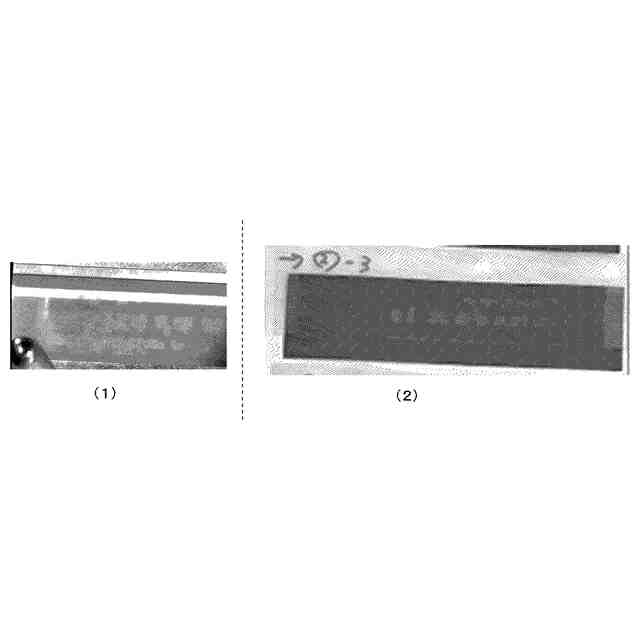
図2は、(1)が比較例1の溶着工程中のワークの画像であり、(2)が比較例1の溶着工程後のワークの画像である。
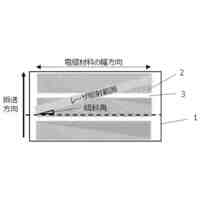
図3は、実施例1の集電体の周縁部における溶着工程の一例を示す断面模式図である。
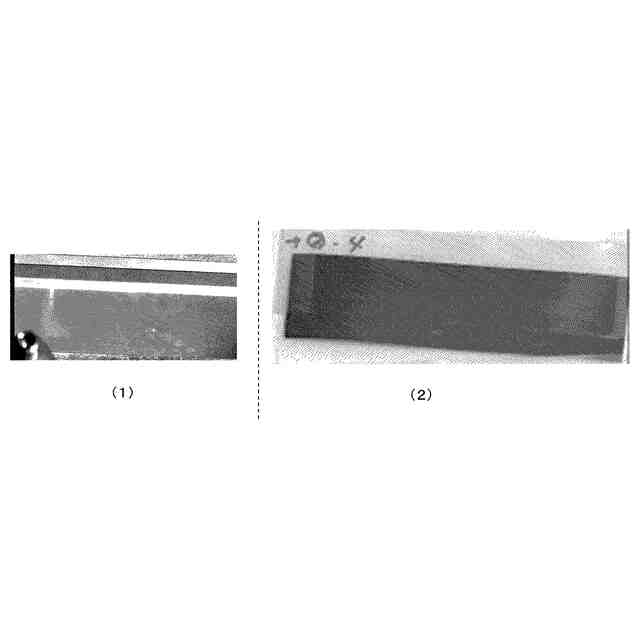
図4は、(1)が実施例1の溶着工程中のワークの画像であり、(2)が実施例1の溶着工程後のワークの画像である。
【発明を実施するための形態】
【0010】
以下、本開示による実施の形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって本開示の実施に必要な事柄(例えば、本開示を特徴付けない二次電池の一般的な構成および製造プロセス)は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本開示は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。
また、図における寸法関係(長さ、幅、厚さ等)は実際の寸法関係を反映するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
飛行体
今日
トヨタ自動車株式会社
正極層
今日
トヨタ自動車株式会社
駆動装置
1日前
トヨタ自動車株式会社
蓄電セル
1日前
トヨタ自動車株式会社
蓄電セル
1日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
二次電池
1日前
トヨタ自動車株式会社
電池ケース
1日前
トヨタ自動車株式会社
電池パック
今日
トヨタ自動車株式会社
電池パック
今日
トヨタ自動車株式会社
情報処理方法
1日前
トヨタ自動車株式会社
工程計画装置
今日
トヨタ自動車株式会社
電池システム
1日前
トヨタ自動車株式会社
作業判定方法
1日前
トヨタ自動車株式会社
エンジン装置
1日前
トヨタ自動車株式会社
電池システム
今日
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
車両床下構造
今日
トヨタ自動車株式会社
電池システム
今日
トヨタ自動車株式会社
車両の制御装置
1日前
トヨタ自動車株式会社
窓曇り検出装置
1日前
トヨタ自動車株式会社
資源の回収方法
今日
トヨタ自動車株式会社
グラフ生成方法
1日前
トヨタ自動車株式会社
モータ駆動装置
1日前
トヨタ自動車株式会社
鋳バリ抑制方法
1日前
トヨタ自動車株式会社
車両の制御装置
今日
トヨタ自動車株式会社
車両の制御装置
今日
トヨタ自動車株式会社
電極体の製造方法
今日
トヨタ自動車株式会社
車載空調システム
1日前
トヨタ自動車株式会社
情報処理システム
1日前
トヨタ自動車株式会社
ハイブリッド自動車
1日前
トヨタ自動車株式会社
工作機械の制御装置
1日前
トヨタ自動車株式会社
充電回路の制御装置
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ