TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035415
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142439
出願日
2023-09-01
発明の名称
エアフィルタ濾材の製造方法、エアフィルタ濾材、フィルタパック、および、エアフィルタユニット
出願人
ダイキン工業株式会社
代理人
弁理士法人新樹グローバル・アイピー
主分類
B01D
39/16 20060101AFI20250306BHJP(物理的または化学的方法または装置一般)
要約
【課題】接合時の機能の劣化を抑制することが可能なエアフィルタ濾材の製造方法、エアフィルタ濾材、フィルタパック、および、エアフィルタユニットを提供する。
【解決手段】多孔膜と通気性膜とを用意する第1工程と、溶融状態のホットメルト接着剤を用いて多孔膜と通気性膜とを接着させる第2工程と、を備えたエアフィルタ濾材の製造方法であって、第2工程では、通気性膜の温度が、溶融状態のホットメルト接着剤の温度よりも低い。
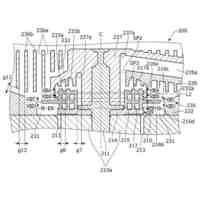
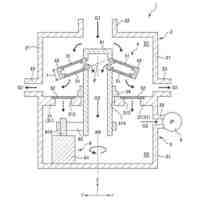
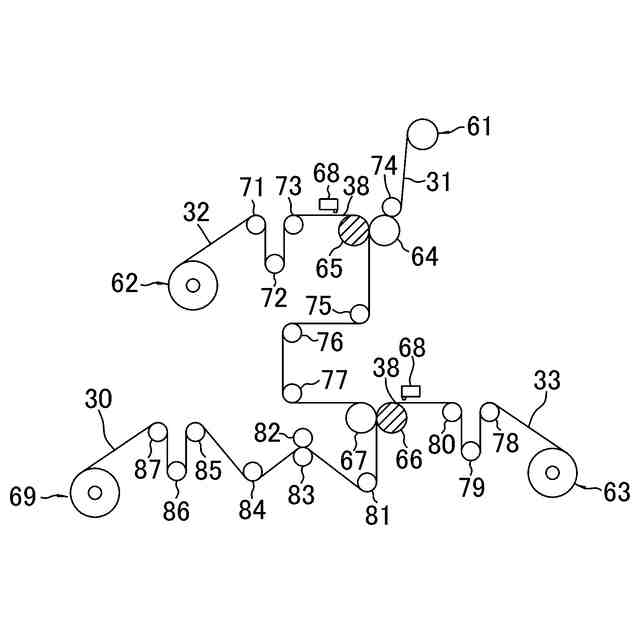
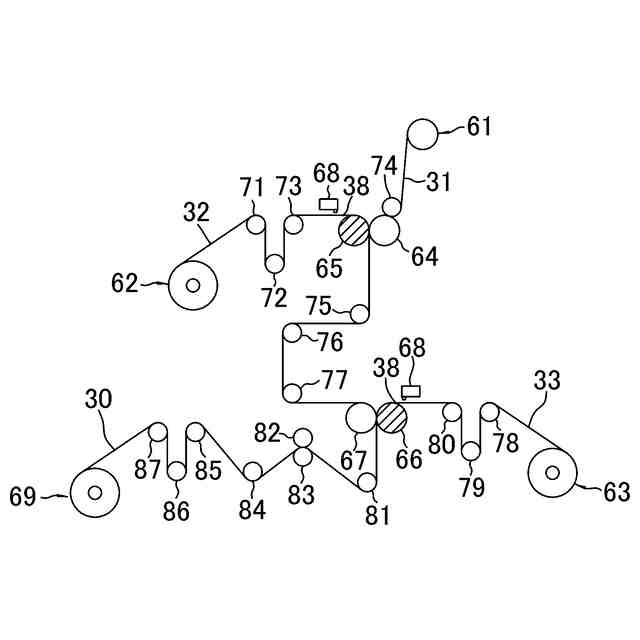
【選択図】図6
特許請求の範囲
【請求項1】
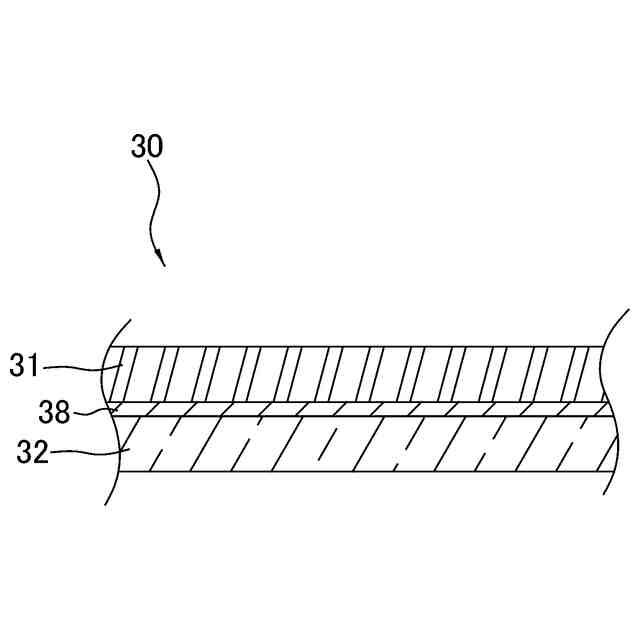
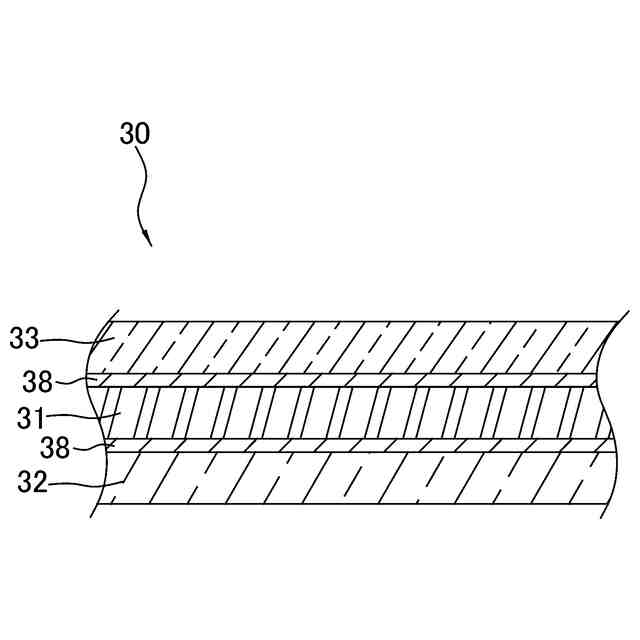
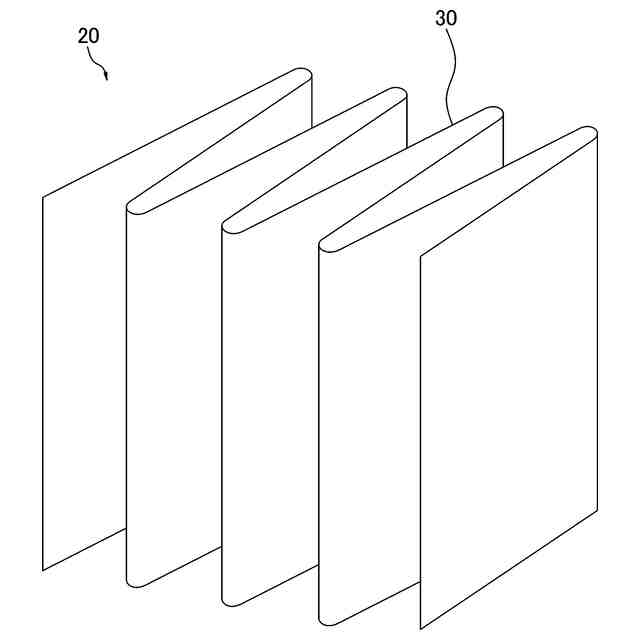
多孔膜(31)と通気性膜(32、33)とを用意する第1工程と、
溶融状態のホットメルト接着剤(38)を用いて前記多孔膜と前記通気性膜とを接着させる第2工程と、
を備え、
前記第2工程では、前記通気性膜の温度が、前記溶融状態のホットメルト接着剤の温度よりも低い、
エアフィルタ濾材(30)の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記多孔膜と前記通気性膜のいずれかが、メルトブローン不織布であるか、スパンボンド不織布であるか、抗体、抗菌剤、防カビ剤からなる群より選択される1種または2種以上を含む膜であるか、のいずれかである、
請求項1に記載のエアフィルタ濾材の製造方法。
【請求項3】
前記多孔膜は、ポリテトラフルオロエチレン多孔膜である、
請求項1または2に記載のエアフィルタ濾材の製造方法。
【請求項4】
前記通気性膜は、ポリエチレンテレフタレート、ポリエチレン、ポリフェニレンサルファイド、ポリプロピレン、および、ポリアミドからなる群より選択される1種または2種以上を含む、
請求項1または2に記載のエアフィルタ濾材の製造方法。
【請求項5】
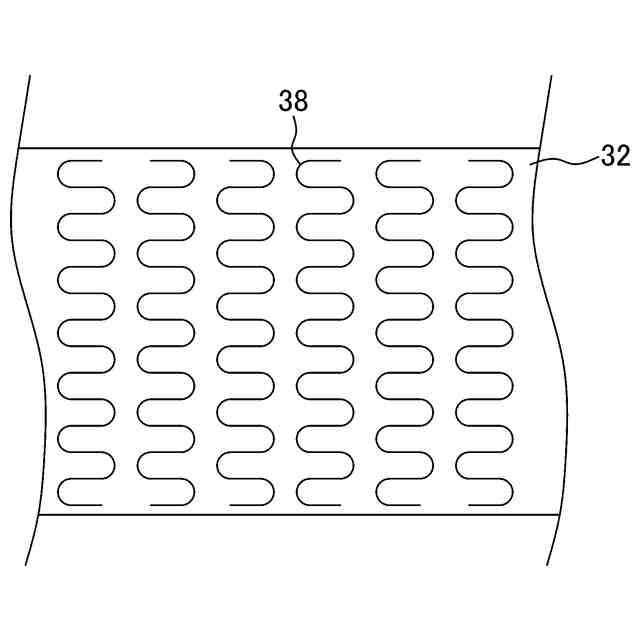
前記多孔膜と前記通気性膜を、繊維状の前記ホットメルト接着剤により接着する、
請求項1または2に記載のエアフィルタ濾材の製造方法。
【請求項6】
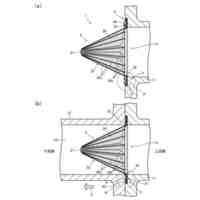
前記第2工程では、前記溶融状態の前記ホットメルト接着剤をノズルから吐出し、前記ノズルからの前記ホットメルト接着剤の吐出速度よりも速い速度の空気流れを用いて前記ホットメルト接着剤を延伸させることにより、前記ホットメルト接着剤を繊維化させる、
請求項5に記載のエアフィルタ濾材の製造方法。
【請求項7】
複数本の繊維状の前記ホットメルト接着剤が、長手方向を共通にするように並んでいる、
請求項5に記載のエアフィルタ濾材の製造方法。
【請求項8】
前記ホットメルト接着剤は、180℃における溶融粘度が1000mPa・s以上2500mPa・s以下である、
請求項1または2に記載のエアフィルタ濾材の製造方法。
【請求項9】
前記ホットメルト接着剤は、ポリオレフィン系樹脂およびポリアミド系樹脂からなる群より選択される1種または2種以上である、
請求項1または2に記載のエアフィルタ濾材の製造方法。
【請求項10】
前記多孔膜の平均繊維径と、前記接着剤の平均繊維径と、前記通気性膜の平均繊維径とが、多孔膜の平均繊維径:接着剤の平均繊維径:通気性膜の平均繊維径=1/2000~1/30:1~6:1で表される、
請求項1または2に記載のエアフィルタ濾材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、エアフィルタ濾材の製造方法、エアフィルタ濾材、フィルタパック、および、エアフィルタユニットに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来より、例えば、ポリテトラフルオロエチレン(以下、PTFEという場合がある。)からなる多孔膜(以下、PTFE多孔膜という場合がある。)がエアフィルタとして用いられている。PTFE多孔膜は、ガラス繊維製濾材に比べて同じ圧力損失で比較したとき塵の捕集効率が高いことから、特に、HEPAフィルタ(High Efficiency Particulate Air Filter)やULPAフィルタ(Ultra low Penetration Air Filter)に好適に用いられている。
【0003】
このようなフィルタとしては、例えば、特許文献1(特開2009-297702号公報)に記載のエアフィルタ濾材のように、PTFE多孔膜と通気性支持材が積層されたエアフィルタ濾材が提案されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
ここで、上記特許文献1に記載のエアフィルタ濾材は、PTFE多孔膜と通気性支持材の全体を、加熱した一対の熱ロールで熱ラミネートすることにより製造している。
【0005】
しかし、このように、熱ロールを用いた熱ラミネート工程では、濾材を構成する層のいずれかの機能が熱により劣化してしまうおそれがある。このため、接合時における機能の劣化を小さく抑えることが望まれる。
【課題を解決するための手段】
【0006】
第1観点に係るエアフィルタ濾材の製造方法は、多孔膜と通気性膜とを用意する第1工程と、溶融状態のホットメルト接着剤を用いて多孔膜と通気性膜とを接着させる第2工程と、を備える。第2工程では、通気性膜の温度が、溶融状態のホットメルト接着剤の温度よりも低い。
【0007】
なお、通気性膜は、特に限定されず、例えば、不織布であってよい。
【0008】
このエアフィルタ濾材の製造方法によれば、通気性膜の温度が溶融状態のホットメルト接着剤の温度よりも低い状態で、多孔膜と通気性膜を接合させることができるため、通気性膜の機能の劣化が抑制される。
【0009】
第2観点に係るエアフィルタ濾材の製造方法は、第1観点のエアフィルタ濾材の製造方法であって、多孔膜と通気性膜のいずれかが、メルトブローン不織布であるか、スパンボンド不織布であるか、抗体、抗菌剤、防カビ剤からなる群より選択される1種または2種以上を含む膜であるか、のいずれかである。
【0010】
ここで、多孔膜と通気性膜のいずれかにおいてメルトブローン不織布またはスパンボンド不織布を含む場合には、多孔膜と通気性膜とを貼り合わせる際に、熱によりしわが生じやすく、均一な接合が困難となるおそれがある。これに対して、このエアフィルタ濾材の製造方法によれば、メルトブローン不織布またはスパンボンド不織布の加熱が抑制されるため、多孔膜と通気性膜との均一な接合が可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
塩素ガス発生装置
24日前
東レ株式会社
生体成分吸着材料
3日前
みづほ工業株式会社
撹拌方法
5日前
ニッタ株式会社
ケミカルフィルタ
24日前
株式会社高江洲製塩所
塩水濃縮装置
10日前
東レ株式会社
スパイラル分離膜エレメント
1か月前
東レ株式会社
複合半透膜およびその製造方法
1か月前
日本電気硝子株式会社
触媒及びその製造方法
17日前
本田技研工業株式会社
攪拌装置
4日前
CKD株式会社
乾燥エア供給装置
3日前
旭有機材株式会社
渦流式流体混合器
14日前
株式会社エフテック
二重構造ゲルろ過フィルター
1か月前
旭有機材株式会社
渦流式流体混合器
14日前
ユニチカ株式会社
フィルター材の製造方法
3日前
株式会社アイシン
気液分離器
1か月前
株式会社ナノバブル研究所
微細気泡発生装置
1か月前
日本電気硝子株式会社
固相抽出剤及びその製造方法
1か月前
株式会社豊田中央研究所
化成品製造装置
3日前
日本バイリーン株式会社
フィルタおよびその製造方法
3日前
オルガノ株式会社
金属不純物の回収方法
4日前
国立大学法人 長崎大学
正浸透膜の製造方法
24日前
JFEエンジニアリング株式会社
多重管式反応容器
25日前
セイコーエプソン株式会社
気体分離装置
1か月前
株式会社日立製作所
ガス分離システム
4日前
セイコーエプソン株式会社
気体分離装置
1か月前
株式会社ハイデック
空気浄化装置、及び空気浄化方法
4日前
株式会社日立産機システム
安全キャビネット
1か月前
東ソー株式会社
乳酸吸着剤
24日前
株式会社日立産機システム
安全キャビネット
1か月前
メタウォーター株式会社
ガス処理システム
1か月前
CKD株式会社
ガス製造装置、及びガス製造方法
1か月前
株式会社日立産機システム
安全キャビネット
1か月前
栗田工業株式会社
上向流式イオン交換塔の運転方法
1か月前
内山工業株式会社
ガスケット付きフィルタ
5日前
浙江漢信科技有限公司
撹拌機および撹拌装置
3日前
本田技研工業株式会社
気液分離器
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ