TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035169
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142034
出願日
2023-09-01
発明の名称
組成物、接着性組成物、接着構造体および接着構造体の製造方法
出願人
デンカ株式会社
代理人
個人
主分類
C09J
4/00 20060101AFI20250306BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】無機部材同士が接着された接着構造体を加工搬送した場合にも、接着構造体の剥離を抑制できる接着性組成物、ならびに、その接着性組成物を用いた接着構造体および接着構造体の製造方法を提供する。
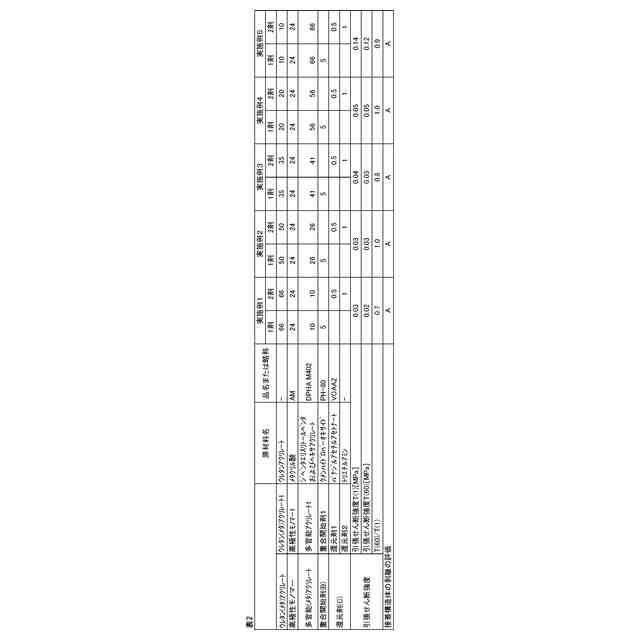
【解決手段】二剤型の接着性組成物であって、ラジカル重合性モノマー(A)と、重合開始剤(B)と、還元剤(C)と、を含み、第1剤は、ラジカル重合性モノマー(A)と重合開始剤(B)とを含み、第2剤は、ラジカル重合性モノマー(A)と還元剤(C)とを含み、特定の<引張せん断強度>条件に従って測定される引張せん断強度T(1)が、0.01MPa以上である。
【選択図】なし
特許請求の範囲
【請求項1】
二剤型の接着性組成物であって、
ラジカル重合性モノマー(A)と、重合開始剤(B)と、還元剤(C)と、を含み、
第1剤は、前記ラジカル重合性モノマー(A)と前記重合開始剤(B)とを含み、
第2剤は、前記ラジカル重合性モノマー(A)と前記還元剤(C)とを含み、
下記<引張せん断強度>に従って測定される引張せん断強度T(1)が、0.01MPa以上である、接着性組成物。
<引張せん断強度>
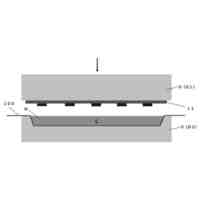
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を2枚準備する。次いで、1枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、もう1枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1および前記試験片2を、前記第1剤の塗布から1分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(1)(MPa)とする。
続きを表示(約 2,100 文字)
【請求項2】
B型粘度計を用いて、温度25℃、せん断速度0.6s
-1
で測定される、前記第1剤および前記第2剤の粘度が、それぞれ30mPa・s以上2000mPa・s以下である、請求項1に記載の接着性組成物。
【請求項3】
B型粘度計を用いて、温度25℃、せん断速度5.9s
-1
で測定される、前記第1剤および前記第2剤の粘度が、それぞれ20mPa・s以上2000mPa・s以下である、請求項1または2に記載の接着性組成物。
【請求項4】
下記<60分静置後の引張せん断強度>に従って測定される引張せん断強度T(60)が、0.01MPa以上である、請求項1または2に記載の接着性組成物。
<60分静置後の引張せん断強度>
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を2枚準備する。次いで、1枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、もう1枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1および前記試験片2を、前記第1剤の塗布から60分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(60)(MPa)とする。
【請求項5】
下記<引張せん断強度>に従って測定される、60分静置後の引張せん断強度T(60)を、1分静置後の引張せん断強度T(1)で除した値(T(60)/T(1))が0.5以上1.5以下である、請求項1または2に記載の接着性組成物。
<引張せん断強度>
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を4枚準備する。次いで、2枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、残り2枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1のうちの1枚および前記試験片2のうちの1枚を、前記第1剤の塗布から1分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(1)(MPa)とする。また、前記試験片1のうちのもう1枚および前記試験片2のうちのもう1枚を、前記第1剤の塗布から60分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(60)(MPa)とする。
【請求項6】
前記ラジカル重合性モノマー(A)がウレタン(メタ)アクリレートおよび多官能(メタ)アクリレートを含む、請求項1または2に記載の接着性組成物。
【請求項7】
前記ラジカル重合性モノマー(A)が高極性モノマーを含む、請求項1または2に記載の接着性組成物。
【請求項8】
前記接着性組成物がエラストマー(D)をさらに含む、請求項1または2に記載の接着性組成物。
【請求項9】
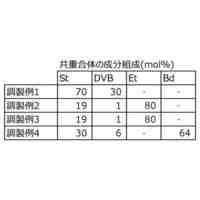
前記接着性組成物がブタジエン由来の構造単位を有する成分を含む、請求項1または2に記載の接着性組成物。
【請求項10】
前記ラジカル重合性モノマー(A)の含有量が、前記接着性組成物全体に対して70質量%以上99質量%以下である、請求項1または2に記載の接着性組成物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、組成物、例えば、接着性組成物、接着構造体および接着構造体の製造方法に関する。
続きを表示(約 5,100 文字)
【背景技術】
【0002】
金属等の無機部材を貼り合わせるための接着剤に関する技術として、例えば特許文献1~3に記載のものが挙げられる。
【0003】
特許文献1には、(1)(メタ)アクリロイル基を有する重合性単量体、(2)重合開始剤、(3)還元剤、(4)ポリオルガノシロキサンおよびポリアルキル(メタ)アクリレートを含む重合体、(5)(メタ)アクリル酸エステル単量体に可溶なエラストマーを含有してなるアクリル系接着剤組成物であって、前記ポリオルガノシロキサンおよびポリアルキル(メタ)アクリレートを含む重合体が前記(メタ)アクリロイル基を有する重合性単量体に膨潤可能であることを特徴とする二剤型アクリル系接着剤組成物が開示され、当該二剤型アクリル系接着剤組成物によれば、常温において素早く硬化することで部材を短時間で固定でき、その場合にも接着強度に優れるため、接着強度に優れた接合体を短時間で製造することができる、と記載されている。
【0004】
特許文献2には、(A)(メタ)アクリレートモノマー100質量部に対し、(B)エラストマー1~50質量部、(C)ビスマレイミド化合物1~50質量部、(D)1分子に1個以上のラジカル重合性官能基を有するポリ(メタ)アクリレート1~50質量部、(E)アルキレンオキサイド鎖を含み、1分子に2個以上のラジカル重合性官能基を有する化合物5~100質量部、(F)重合開始剤0.1~10質量部、及び、(G)硬化促進剤0.01~10質量部を含有してなる硬化性樹脂組成物が開示され、当該硬化性樹脂組成物によれば、熱暴露を経た後でも高いせん断接着強さとはく離接着強さを両立し、かつ被着材への密着性に優れることが記載されている。
【0005】
特許文献3には、重合開始剤を含有する第一液と、還元剤を含有する第二液とを備え、前記第一液及び前記第二液の少なくとも一方は、モノマーとして(メタ)アクリロイルモルホリンを更に含有する、接着剤セットが開示され、室温での速硬化性に優れる接着剤セット、及び該接着剤セットを用いた構造体の製造方法が提供されることが記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2020-026507号公報
特開2018-172565号公報
特開2021-024910号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、無機部材同士が接着された接着構造体を加工搬送した場合にも、接着構造体の剥離を抑制できる組成物や接着性組成物、ならびに、その組成物や接着性組成物を用いた接着構造体および接着構造体の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成するために鋭意検討を重ねた。その結果、二剤型の接着性組成物であって、ラジカル重合性モノマー(A)と、重合開始剤(B)と、還元剤(C)と、を含み、第1剤は、ラジカル重合性モノマー(A)と重合開始剤(B)とを含み、第2剤は、ラジカル重合性モノマー(A)と還元剤(C)とを含み、引張せん断強度T(1)を、0.01MPa以上とすることにより、無機部材同士が接着された接着構造体を加工搬送した場合にも、接着構造体の剥離を抑制できることを見出して、本発明を完成させた。
【0009】
本発明によれば、以下に示す組成物、接着性組成物、接着構造体および接着構造体の製造方法が提供される。
【0010】
[1]
二剤型の接着性組成物であって、
ラジカル重合性モノマー(A)と、重合開始剤(B)と、還元剤(C)と、を含み、
第1剤は、前記ラジカル重合性モノマー(A)と前記重合開始剤(B)とを含み、
第2剤は、前記ラジカル重合性モノマー(A)と前記還元剤(C)とを含み、
下記<引張せん断強度>に従って測定される引張せん断強度T(1)が、0.01MPa以上である、接着性組成物。
<引張せん断強度>
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を2枚準備する。次いで、1枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、もう1枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1および前記試験片2を、前記第1剤の塗布から1分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(1)(MPa)とする。
[2]
B型粘度計を用いて、温度25℃、せん断速度0.6s
-1
で測定される、前記第1剤および前記第2剤の粘度が、それぞれ30mPa・s以上2000mPa・s以下である、[1]に記載の接着性組成物。
[3]
B型粘度計を用いて、温度25℃、せん断速度5.9s
-1
で測定される、前記第1剤および前記第2剤の粘度が、それぞれ20mPa・s以上2000mPa・s以下である、[1]または[2]に記載の接着性組成物。
[4]
下記<60分静置後の引張せん断強度>に従って測定される引張せん断強度T(60)が、0.01MPa以上である、[1]~[3]のいずれかに記載の接着性組成物。
<60分静置後の引張せん断強度>
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を2枚準備する。次いで、1枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、もう1枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1および前記試験片2を、前記第1剤の塗布から60分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(60)(MPa)とする。
[5]
下記<引張せん断強度>に従って測定される、60分静置後の引張せん断強度T(60)を、1分静置後の引張せん断強度T(1)で除した値(T(60)/T(1))が0.5以上1.5以下である、[1]~[4]のいずれかに記載の接着性組成物。
<引張せん断強度>
幅25mm×長さ100mm×厚み1.6mmの冷間圧延鋼板(JIS G 3141:2017、SPCC-SD)の端部から20mmの範囲を粒度F150のアルミナを用いて、加工圧力0.4MPa、ガン/冷間圧延鋼板間距離3cmにてサンドブラスト処理し、サンドブラスト処理した箇所の表面をアセトン洗浄した後、23℃で30分間静置したものを試験片とし、前記試験片を4枚準備する。次いで、2枚の前記試験片のサンドブラスト処理部に前記接着性組成物の前記第1剤を厚さ20μmとなるよう塗布して試験片1とし、残り2枚の前記試験片のサンドブラスト処理部に前記第2剤を厚さ20μmとなるよう塗布して試験片2とする。次いで、前記試験片1のうちの1枚および前記試験片2のうちの1枚を、前記第1剤の塗布から1分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(1)(MPa)とする。また、前記試験片1のうちのもう1枚および前記試験片2のうちのもう1枚を、前記第1剤の塗布から60分後に、接着面積25mm×12.5mmとなるように貼り合わせ、モダンピンチ2個で接着部を圧締し、前記試験片1を万力で固定する。次いで、貼り合わせから20秒後に前記モダンピンチを外し、貼り合わせから30秒後に、メカニカルフォースゲージを用いて、前記試験片2を、引張速度20mm/分で引っ張ったときの、メカニカルフォースゲージの値を読み取り、その値を引張せん断強度T(60)(MPa)とする。
[6]
前記ラジカル重合性モノマー(A)がウレタン(メタ)アクリレートおよび多官能(メタ)アクリレートを含む、[1]~[5]のいずれかに記載の接着性組成物。
[7]
前記ラジカル重合性モノマー(A)が高極性モノマーを含む、[1]~[6]のいずれかに記載の接着性組成物。
[8]
前記接着性組成物がエラストマー(D)をさらに含む、[1]~[7]のいずれかに記載の接着性組成物。
[9]
前記接着性組成物がブタジエン由来の構造単位を有する成分を含む、[1]~[8]のいずれかに記載の接着性組成物。
[10]
前記ラジカル重合性モノマー(A)の含有量が、前記接着性組成物全体に対して70質量%以上99質量%以下である、[1]~[9]のいずれかに記載の接着性組成物。
[11]
前記重合開始剤(B)の含有量は、前記ラジカル重合性モノマー(A)の含有量を100質量部としたとき、0.1質量部以上20質量部以下である、[1]~[10]のいずれかに記載の接着性組成物。
[12]
前記還元剤(C)の含有量は、前記ラジカル重合性モノマー(A)の含有量を100質量部としたとき、0.01質量部以上10質量部以下である、[1]~[11]のいずれかに記載の接着性組成物。
[13]
無機部材と無機部材との間を接着することが可能な、[1]~[12]のいずれかに記載の接着性組成物。
[14]
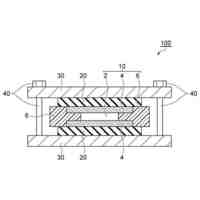
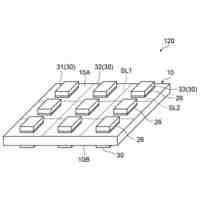
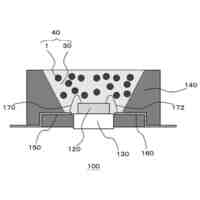
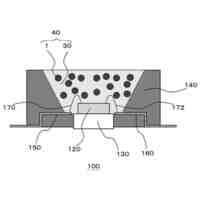
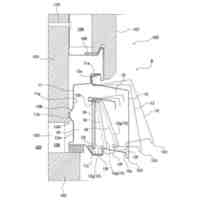
2以上の無機部材が接着された接着構造体であって、
前記無機部材と前記無機部材との間に、[1]~[13]のいずれかに記載の接着性組成物の硬化物を含む接着構造体。
[15]
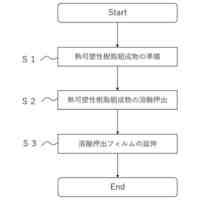
接着構造体の製造方法であって、
接着性組成物を用いて無機部材同士を接着させて接着構造体を得る接着工程を含み、
前記接着性組成物は[1]~[13]のいずれかに記載の接着性組成物である、接着構造体の製造方法。
[16]
前記接着工程は、
前記第1剤を塗布した前記無機部材の第1剤塗布面と、前記第2剤を塗布した前記無機部材の第2剤塗布面とを接着する工程を含む、[15]に記載の接着構造体の製造方法。
[17]
ラジカル重合性モノマー(A)と、重合開始剤(B)と、還元剤(C)と、を含み、
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
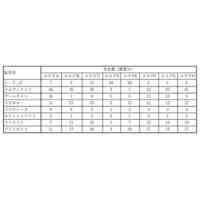
関連特許
デンカ株式会社
容器
25日前
デンカ株式会社
容器
28日前
デンカ株式会社
蛍光体粉末
2か月前
デンカ株式会社
エミッター
2か月前
デンカ株式会社
無機質粉末
2日前
デンカ株式会社
樹脂シート
1か月前
デンカ株式会社
放熱構造体
23日前
デンカ株式会社
接地抵抗低減剤
1か月前
デンカ株式会社
コンクリート用組成物
2か月前
デンカ株式会社
コンクリート用組成物
2か月前
デンカ株式会社
植物用鉄利用能改善剤
1か月前
デンカ株式会社
パテ状耐火組成物、パテ
1日前
デンカ株式会社
毛髪用繊維及び頭髪装飾品
23日前
デンカ株式会社
回路基板及びその製造方法
2か月前
デンカ株式会社
吹付ノズル及び吹付システム
29日前
デンカ株式会社
ゴム組成物及びタイヤブラダー
1か月前
デンカ株式会社
熱可塑性離型フィルムの製造方法
16日前
デンカ株式会社
マーキング剤及びマーキング方法
3日前
デンカ株式会社
真贋判定システム及び真贋判定方法
1か月前
デンカ株式会社
蛍光体粉末、複合体および発光装置
1か月前
デンカ株式会社
蛍光体粉末、複合体および発光装置
2か月前
デンカ株式会社
人工毛髪用繊維、及び頭髪装飾製品
29日前
デンカ株式会社
アルミナ粉末、樹脂組成物、及び接着剤
1か月前
デンカ株式会社
アルミナ粉末、樹脂組成物、及び接着剤
1か月前
デンカ株式会社
無機質粉末、および無機質粉末の製造方法
2日前
デンカ株式会社
半導体封止プロセス用熱可塑性離型フィルム
16日前
日本化学産業株式会社
土台水切りの遮水装置
2か月前
デンカ株式会社
樹脂溶液、及びその硬化体、並びにその製造方法
1日前
デンカ株式会社
モルタル組成物、補修材及びコンクリート組成物
2日前
デンカ株式会社
非水硬性CO2硬化型固化材、及び炭酸化硬化体
11日前
デンカ株式会社
電気化学的防食工法用電解液、電気化学的防食工法
2か月前
デンカ株式会社
スラリー、正極組成物、電池及びスラリーの製造方法
1か月前
デンカ株式会社
セメント混和材、セメント組成物、及び炭酸化硬化体
11日前
デンカ株式会社
樹脂組成物、絶縁性樹脂硬化体、積層体、及び回路基板
1か月前
デンカ株式会社
樹脂組成物、絶縁性樹脂硬化体、積層体、及び回路基板
1か月前
デンカ株式会社
3Dデータの製造方法、傾斜検出方法、及びプログラム
1日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ