TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025032283
公報種別
公開特許公報(A)
公開日
2025-03-11
出願番号
2024216449,2022199160
出願日
2024-12-11,2019-07-22
発明の名称
成形性の高いアルミニウム合金及びそのアルミニウム合金製品の製造方法
出願人
ノベリス・インコーポレイテッド
,
NOVELIS INC.
代理人
個人
,
個人
,
個人
主分類
C22F
1/043 20060101AFI20250304BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】成形性の高いアルミニウム合金及びかかる合金を含むアルミニウム合金製品の製造方法を提供する。
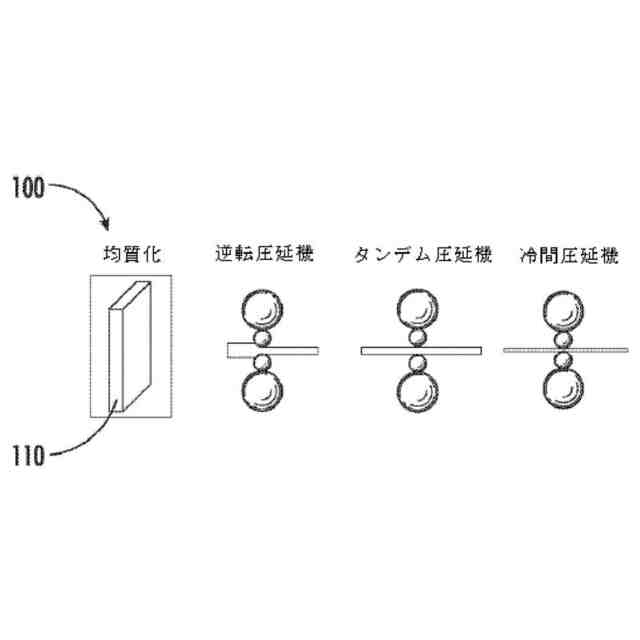
【解決手段】本明細書に記載のアルミニウム合金の作成方法は、成形性及び深絞り性が改善された等方性アルミニウム合金製品を生じるランダムに分布した結晶学的組織成分を生じるための低最終冷間圧下段階及び/または任意の中間焼きなまし段階を含み得る。本明細書に記載の方法により、アルミニウム合金シートの成形性の向上を促進するアルファ繊維とベータ繊維のバランスを有するアルミニウム合金の微細構造が生じる。その結果として生じる品質の向上により、損傷率の低い成形工程が可能になる。
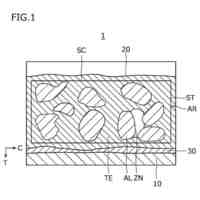
【選択図】図1A
特許請求の範囲
【請求項1】
アルミニウム合金を鋳造し、鋳造アルミニウム合金製品を製造すること、
前記鋳造アルミニウム合金製品を均質化し、均質化鋳造アルミニウム合金製品を製造すること、
前記均質化鋳造アルミニウム製品を熱間圧延し、熱間圧延製品を製造すること、
前記熱間圧延製品を、厚さが約25%~70%減少する第一の冷間圧延段階で冷間圧延し、中間ゲージを有する第一の冷間圧延製品を製造すること、及び
前記第一の冷間圧延製品を、厚さが前記中間ゲージから約40%~約70%減少する第二の冷間圧延段階で冷間圧延し、最終ゲージのアルミニウム合金製品を製造すること、を含む、アルミニウム合金製品の製造方法。
続きを表示(約 620 文字)
【請求項2】
さらに、前記第一の冷間圧延製品を中間焼きなましすることを含む、請求項1に記載の方法。
【請求項3】
前記中間焼きなまし段階が、約300℃~約450℃の中間焼きなまし温度で行われる、請求項2に記載の方法。
【請求項4】
前記中間ゲージが、約2mm~約6mmの厚さで構成される、請求項1~3のいずれか1項に記載の方法。
【請求項5】
さらに、前記最終ゲージのアルミニウム合金製品を溶体化処理することを含む、請求項1~4のいずれか1項に記載の方法。
【請求項6】
前記最終ゲージが、約0.1mm~約3mmの厚さで構成される、請求項1~5のいずれか1項に記載の方法。
【請求項7】
前記第二の冷間圧延段階により、前記中間ゲージから約40%~約70%未満厚さが減少する、請求項1~6のいずれか1項に記載の方法。
【請求項8】
前記鋳造段階が、直接チル鋳造または連続鋳造を含む、請求項1~7のいずれか1項に記載の方法。
【請求項9】
前記均質化段階が、約450℃~約600℃の均質化温度で行われる、請求項1~8のいずれか1項に記載の方法。
【請求項10】
前記熱間圧延段階が、約500℃~約560℃の熱間圧延温度で行われる、請求項1~9のいずれか1項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、2018年7月23日に出願された米国仮特許出願第62/701,977号及び2019年2月26日に出願された米国仮特許出願第62/810,585号の優先権及び出願利益を主張する。当該仮出願は、各々、参照することにより全体として本明細書に組み込まれる。
続きを表示(約 4,000 文字)
【0002】
本開示は、アルミニウム合金製品の成形(shaping)及び成形(forming)を容易にする微細構造を有するアルミニウム合金製品に関する。本開示はまた、アルミニウム合金製品の製造方法に関する。
【背景技術】
【0003】
アルミニウム合金シートは、次第に自動車部品用の鋼板に取って代わり、同等の機械的特性、例えば、強度を提供しながら、自動車の重量を減らす。しかしながら、アルミニウム合金シートの強度を改善することにより、多くの場合、これらアルミニウム合金シートの成形性は損なわれる。例えば、高強度アルミニウム合金シートの成形性は、該アルミニウム合金シートの塑性異方性が成形工程で制御されないことから、不十分であり得る。該成形工程は、塑性異方性を促進するアルミニウム合金の結晶学的組織を生じ、当該アルミニウム合金の成形性において重要な役割を果たす。
【0004】
アルミニウム合金シートを製造するための従来の過程は、完全再結晶粒構造を有する製品を得るための冷間圧延段階を含む。ほとんどの場合、アルミニウム合金シートは、再結晶粒構造を生じるための最終冷間圧延段階で高冷間圧下に供される。例えば、該高冷間圧下は、最終冷間圧延段階(例えば、最終ゲージのアルミニウム合金製品をもたらす冷間圧延段階)で該アルミニウム合金シートの厚さを70%超減少させる冷間加工であり得る。
しかしながら、該最終冷間圧延段階での大量の冷間圧下により、高線形アルファ繊維、例えば、整列した立方体集合組織成分を有するアルミニウム合金の微細構造を生じる。高線形アルファ繊維を有するアルミニウム合金シートは、異方特性を有する、例えば、ランクフォード係数(r値)が小さいアルミニウム合金シートをもたらし、これが、ローピング、耳割れ等につながる。この点で、等方性を有するアルミニウム合金製品(例えば、アルミニウム合金シート)の製造方法を最適化及び/または制御することが望まれる。
【発明の概要】
【0005】
本明細書で扱う実施形態は、本概要によってではなく、特許請求の範囲によって定義される。本概要は、本発明の様々な態様の高レベルの概略であり、下記「発明を実施するための形態」の節でさらに説明されるいくつかの概念を紹介する。本概要は、請求項に係る主題の重要な特徴または本質的な特徴を特定することを意図しておらず、請求項に係る主題の範囲を決定するために単独で使用されることも意図していない。該主題は、本明細書全体の適切な部分、任意のまたはすべての図面、及び各請求項を参照することによって理解されたい。
【0006】
本明細書に記載するのは、成形性の高いアルミニウム合金及び該アルミニウム合金の製造方法である。1つの態様では、アルミニウム合金製品の作成方法を記載する。該方法は、アルミニウム合金を鋳造し、鋳造アルミニウム合金製品を製造すること、該鋳造アルミニウム合金製品を均質化し、均質化鋳造アルミニウム合金製品を製造すること、該均質化鋳造アルミニウム合金製品を熱間圧延し、熱間圧延製品を製造すること、該熱間圧延製品を、厚さが約25%~約70%減少する第一の冷間圧延段階で冷間圧延し、中間ゲージを有する第一の冷間圧延製品を製造すること、該第一の冷間圧延製品を、厚さが該中間ゲー
ジから約40%~約70%減少する第二の冷間圧延段階で冷間圧延し、最終ゲージのアル
ミニウム合金製品を製造することを含み得る。場合によっては、該方法は、任意に、さら
に、該第一の冷間圧延製品を中間焼きなましすることを含み得る。該中間焼きなまし段階
は、約300℃~約450℃の中間焼きなまし温度で行われ得る。場合によっては、該中
間ゲージは、約2mm~約6mmの厚さで構成される。場合によっては、該方法は、さら
に、該最終ゲージのアルミニウム合金製品を溶体化処理することを含む。場合によっては
、該最終ゲージのアルミニウム合金製品は、約0.1mm~約3mmの厚さで構成される
。場合によっては、該鋳造段階は、直接チル鋳造または連続鋳造を含む。場合によっては
、該均質化段階は、約450℃~約600℃の均質化温度で行われる。場合によっては、
該熱間圧延段階は、約500℃~約560℃の熱間圧延温度で行われる。
【0007】
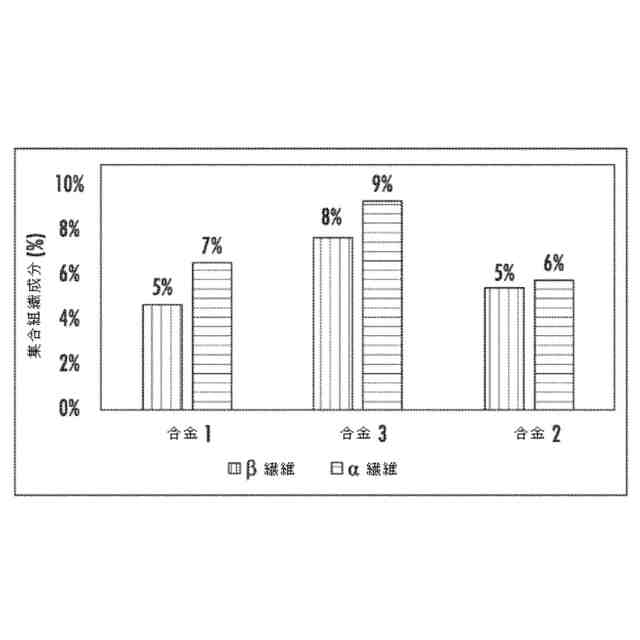
場合によっては、該最終ゲージのアルミニウム合金製品のアルファ繊維の体積分率は、
少なくとも約8%を構成する。場合によっては、該最終ゲージのアルミニウム合金製品の
ベータ繊維の体積分率は、少なくとも約6%を構成する。場合によっては、該アルミニウ
ム合金製品中のアルファ繊維の体積分率とベータ繊維の体積分率の比は、約0.5:1~
2:1である。場合によっては、該最終ゲージのアルミニウム合金製品は、等方性である
。場合によっては、該最終ゲージのアルミニウム合金製品は、中間ゲージのアルミニウム
合金から最終ゲージのアルミニウム合金までの厚さの減少が70%を超える最終冷間圧延
段階を含む方法によって作成されるアルミニウム合金の降伏強さより、少なくとも約5%
大きい降伏強さを示す。場合によっては、該最終ゲージのアルミニウム合金製品は、中間
ゲージのアルミニウム合金から最終ゲージのアルミニウム合金までの厚さの減少が70%
を超える最終冷間圧延段階を含む方法によって作成されるアルミニウム合金の極限引っ張
り強さより、少なくとも約3%大きい極限引っ張り強さを有する。場合によっては、該最
終ゲージのアルミニウム合金製品は、中間ゲージのアルミニウム合金から最終ゲージのア
ルミニウム合金までの厚さの減少が70%を超える最終冷間圧延段階を含む方法によって
作成されるアルミニウム合金の全伸びより、少なくとも約5%大きい全伸びを有する。
【0008】
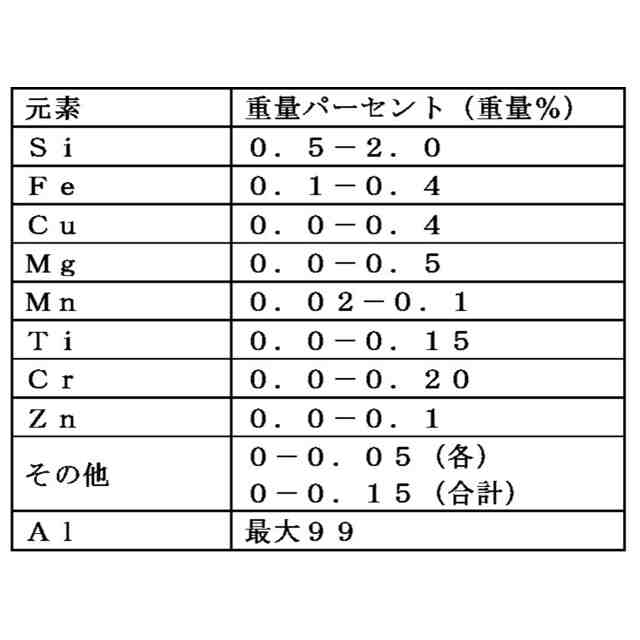
場合によっては、該アルミニウム合金は、約0.5~2.0重量%のSi、0.1~0
.4重量%のFe、最大0.4重量%のCu、最大0.5重量%のMg、0.02~0.
1重量%のMn、最大0.02重量%のCr、最大0.15重量%のTi、最大0.1重
量%のZn、最大0.15重量%の不純物、及びAlを含む。場合によっては、該アルミ
ニウム合金は、約0.7~1.4重量%のSi、0.1~0.3重量%のFe、最大0.
2重量%のCu、最大0.4重量%のMg、0.02~0.08重量%のMn、最大0.
015重量%のCr、最大0.05重量%のTi、最大0.1重量%のZn、最大0.1
5重量%の不純物、及びAlを含む。場合によっては、該アルミニウム合金は、約1.0
~1.4重量%のSi、0.12~0.20重量%のFe、最大0.15重量%のCu、
最大0.35重量%のMg、0.04~0.08重量%のMn、0.01~0.02重量
%のCr、最大0.02重量%のTi、最大0.04重量%のZn、最大0.15重量%
の不純物、及びAlを含む。場合によっては、該最終ゲージのアルミニウム合金製品は、
自動車の車体部品である。
【0009】
本明細書に記載するのは、約0.5~2.0重量%のSi、0.1~0.4重量%のF
e、最大0.4重量%のCu、最大0.5重量%のMg、0.02~0.1重量%のMn
、最大0.02重量%のCr、最大0.15重量%のTi、最大0.1重量%のZn、最
大0.15重量%の不純物、及びAlを含む、成形性の高いアルミニウム合金であり、該
アルミニウム合金の微細構造は、少なくとも約6%の体積分率のベータ繊維を含む。場合
によっては、該アルミニウム合金の微細構造のアルファ繊維の体積分率は、少なくとも約
8%を構成する。場合によっては、該アルミニウム合金中のアルファ繊維の体積分率とベ
ータ繊維の体積分率の比は、約0.5:1~2:1である。場合によっては、該アルミニ
ウム合金は、等方性である。場合によっては、該アルミニウム合金は、約0.1mm~約3mmの最終ゲージ厚さで構成される。
【図面の簡単な説明】
【0010】
高最終冷間圧下を有する加工方法を示す概略図である。
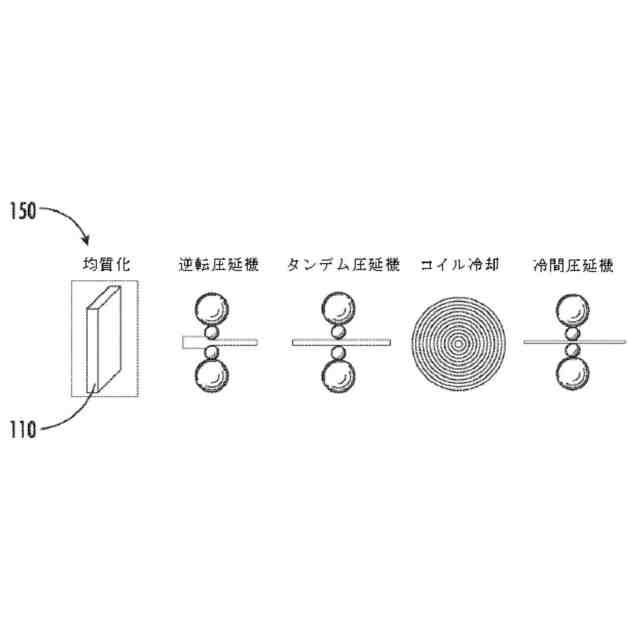
コイル冷却を含み、高最終冷間圧下を有する加工方法を示す概略図である。
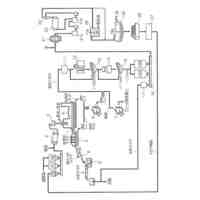
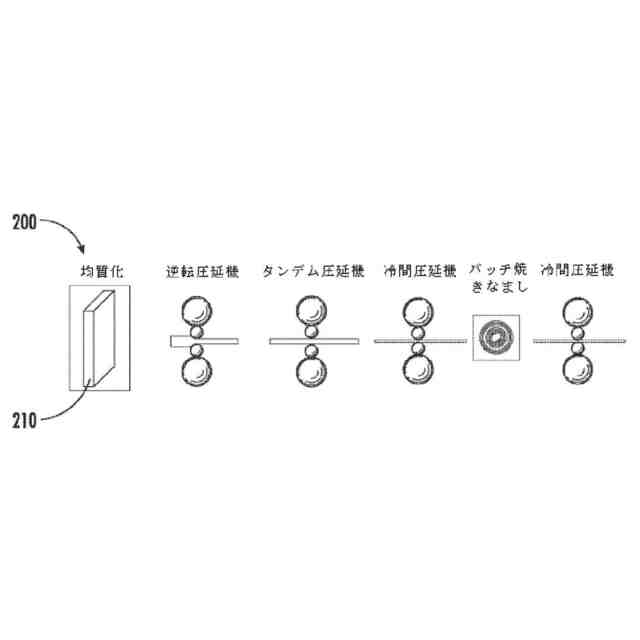
低最終冷間圧下を有する本明細書に記載の加工方法を示す概略図である。
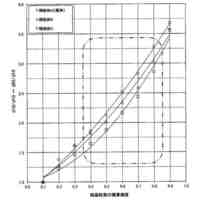
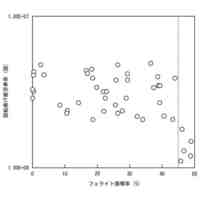
本明細書に記載のアルミニウム合金の集合組織含量を示すグラフである。
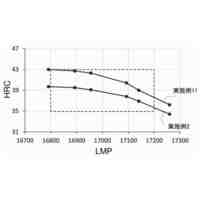
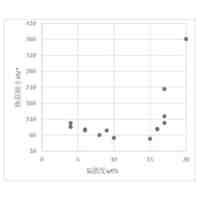
本明細書に記載のアルミニウム合金の降伏強さを示すグラフである。
本明細書に記載のアルミニウム合金の極限引っ張り強さを示すグラフである。
本明細書に記載のアルミニウム合金の一様伸びを示すグラフである。
本明細書に記載のアルミニウム合金の全伸びを示すグラフである。
本明細書に記載のアルミニウム合金のn値(すなわち、変形後の強度の増加)を示すグラフである。
本明細書に記載のアルミニウム合金のバルジ試験変形を示すグラフである。
本明細書に記載のアルミニウム合金のr値を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
銅鉄合金の製造
5日前
株式会社プロテリアル
焼結体
5か月前
個人
高強度せん断補強筋用の鋼材
4か月前
宏幸株式会社
金属回収方法
4か月前
株式会社神戸製鋼所
鋼材
3か月前
大同特殊鋼株式会社
鋼材及び金型
8か月前
ハイモ株式会社
水中金属の回収除去方法
6か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
JX金属株式会社
銅製錬の操業方法
6か月前
JX金属株式会社
銅製錬の操業方法
7か月前
国立大学法人東北大学
高耐食銅合金
6か月前
株式会社クボタ
比重分離装置
4か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
6か月前
大同特殊鋼株式会社
鋼材及び金型
6日前
大同メタル工業株式会社
摺動材料
10日前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
ボルト
9か月前
日本製鉄株式会社
ボルト
9か月前
国立大学法人東北大学
腐食環境用銅合金
6か月前
日本製鉄株式会社
鉄道車輪
2か月前
住友金属鉱山株式会社
銅の製錬方法
8か月前
住友金属鉱山株式会社
銅の製造方法
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
JFEスチール株式会社
浸炭鋼部品
4か月前
JFEスチール株式会社
肌焼鋼
8か月前
日本製鉄株式会社
めっき鋼線
7か月前
JFEスチール株式会社
肌焼鋼
8か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ