TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025029814
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023134659
出願日
2023-08-22
発明の名称
測定治具
出願人
積水ハウス株式会社
代理人
個人
,
個人
主分類
G01B
5/14 20060101AFI20250228BHJP(測定;試験)
要約
【課題】H型鋼の長手方向における長さの測定を容易にする。
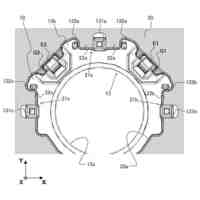
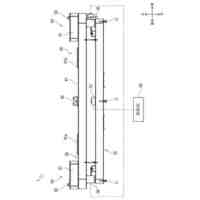
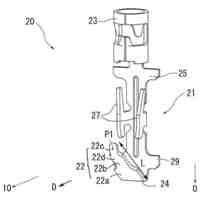
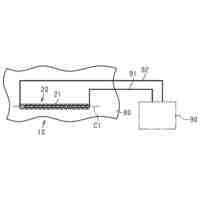
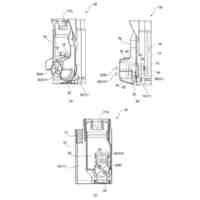
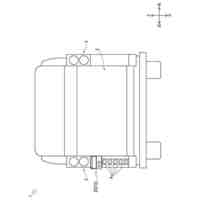
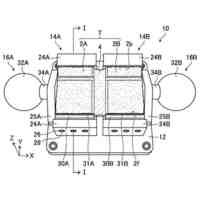
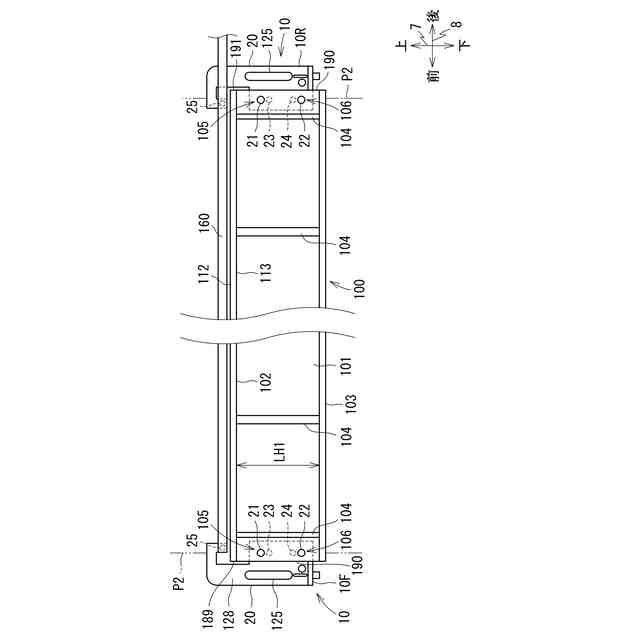
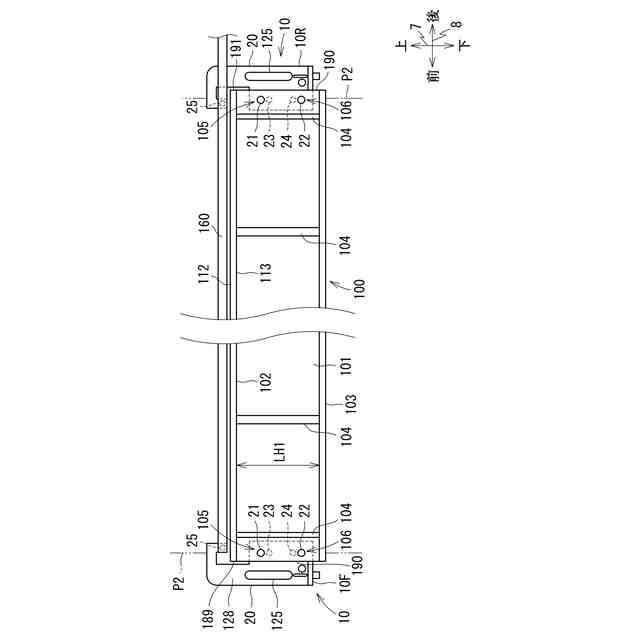
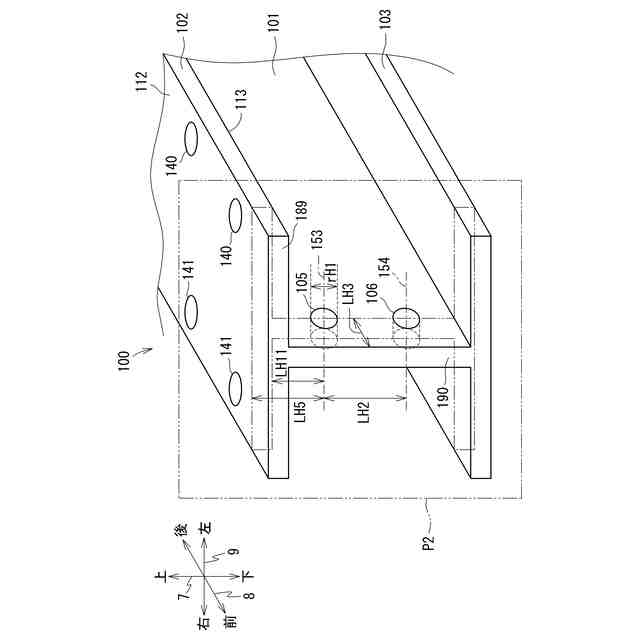
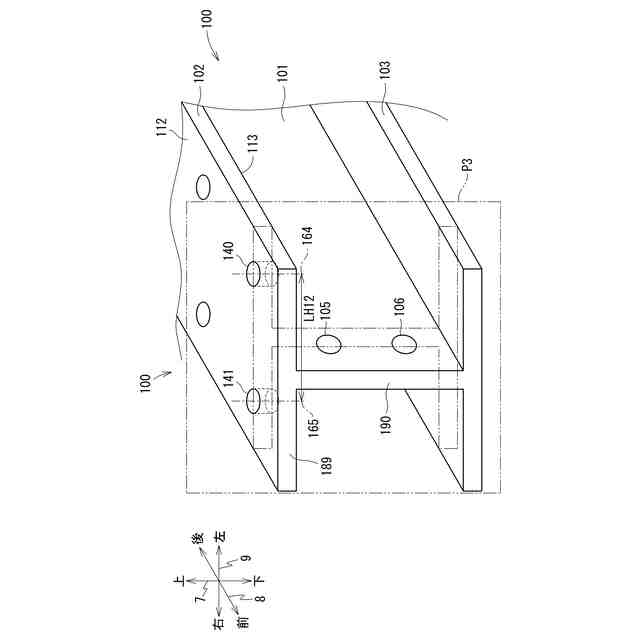
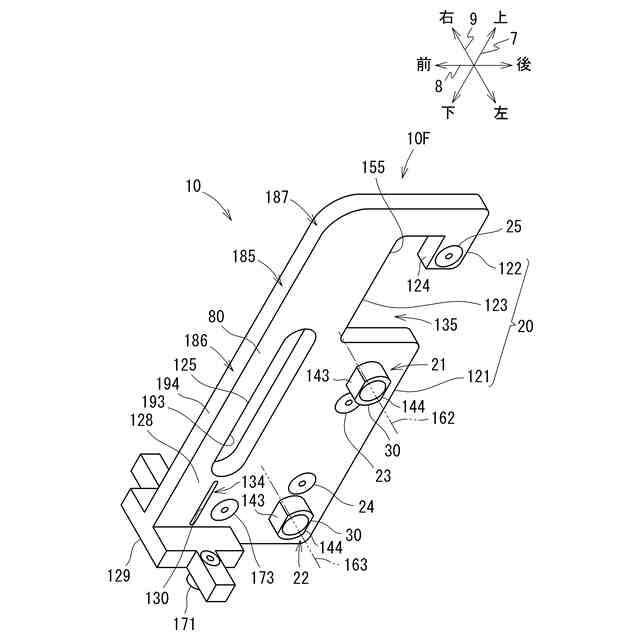
【解決手段】 ウェブ101の長手方向の端部において上下方向7に離れて位置する第1円孔105および第2円孔106を有するH型鋼100に取り付けられる測定治具10であって、本体20と、本体20から突出しており、第1円孔105に挿入可能な第1凸部21と、本体20から突出しており、第2円孔106に挿入可能な第2凸部22と、を備える。本体20は、第1円孔105および第2円孔106から上下方向7に離れており、第1円孔105の中心線153および第2円孔106の中心線154を含む第1仮想平面P2に位置する第1基準面124を有する。
【選択図】図1
特許請求の範囲
【請求項1】
ウェブの長手方向の端部において上下方向に離れて位置する第1円孔および第2円孔を有するH型鋼に取り付けられる測定治具であって、
本体と、
上記本体から突出しており、上記第1円孔に挿入可能な第1凸部と、
上記本体から突出しており、上記第2円孔に挿入可能な第2凸部と、を備え、
上記本体は、上記第1円孔および上記第2円孔から上記上下方向に離れており、上記第1円孔の中心線および上記第2円孔の中心線を含む第1仮想平面に位置する第1基準面を有する測定治具。
続きを表示(約 880 文字)
【請求項2】
上記本体は、
上記第1凸部および上記第2凸部が位置する第1部と、
上記第1基準面が位置する第2部と、
上記第1部と上記第2部とを接続する第3部と、を有しており、
上記第3部は、上記第1仮想平面と重ならない請求項1に記載の測定治具。
【請求項3】
上記第1部に位置する第1磁石をさらに備える請求項2に記載の測定治具。
【請求項4】
上記第2部に位置する第2磁石をさらに備える請求項2または3に記載の測定治具。
【請求項5】
上記第1凸部は、外周面の一部が面取りされた円柱形状であり、
上記第2凸部は、外周面の一部が面取りされた円柱形状である請求項1または2に記載の測定治具。
【請求項6】
上記本体から上記上下方向へ突出する第3凸部と、上記本体から上記上下方向へ突出する第4凸部と、をさらに有しており、
上記第3凸部は、上記H型鋼のフランジに位置する第3円孔に挿入可能であり、
上記第3凸部は、上記フランジに位置しており上記上下方向と直交する第1方向に上記第3円孔から離れた第4円孔に挿入可能であり、
上記本体は、上記第3円孔および上記第4円孔から上記上下方向に離れており、上記第1円孔の中心線および上記第2円孔の中心線を含む第2仮想平面に位置する第2基準面を有する請求項1に記載の測定治具。
【請求項7】
上記第2基準面は、上記第1基準面と上記上下方向において異なる位置にあり、かつ上記第1基準面と上記上下方向および上記第1方向と直交する第2方向において異なる位置に有る請求項6に記載の測定治具。
【請求項8】
上記本体は、
上記第1凸部および上記第2凸部が位置しており、上記上下方向および上記第1方向に拡がる第1平面と、
上記第3凸部および上記第4凸部が位置しており、上記第1方向および上記第2方向に拡がる第2平面と、を有する請求項7に記載の測定治具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、H型鋼に位置する円孔間の長さを測定するための測定治具に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、一組のボルトの2点間の長さ測定において用いられる原寸測定器具が開示されている。特許文献1に開示された原寸測定器具は、一端が開口して他端が閉口している円筒状に構成される。原寸測定器具の高さは、一組のボルト間に位置する障害物の高さよりも高くなっている。原寸測定器具の一端側は、計測始点および終点に位置するボルトのそれぞれに被せられるとともに、磁力によりボルトの装着位置に磁着される。原寸測定器具の他端面とボルトの中心線との交点には、長穴が位置している。始点および終点に位置する原寸測定装置の長穴間の長さをメジャーによって測定することで、障害物を避けつつ、一組のボルト間の長さが測定できる。
【先行技術文献】
【特許文献】
【0003】
特開2017-161356号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
スチフナなどによって強度を補強されたH型鋼が知られている。H型鋼へのスチフナの取り付けには、例えば、溶接が用いられている。溶接において、H型鋼が加熱されるとH型鋼が熱膨張する。溶接後に、H型鋼の熱膨張部分は収縮する。熱膨張および収縮によって、H型鋼には公差を超える溶接歪みが発生するおそれがある。溶接歪みを評価するために、H型鋼の長手方向の円孔間の長さが測定される。H型鋼のウェブに円孔が位置すると、スチフナにより、円孔間の長さを直線的に測定することが難しい。また、比較的長いH型鋼では、H型鋼の両端それぞれに作業員が位置する必要がある。
【0005】
本発明は、上記問題に鑑みてなされたものであり、H型鋼の長手方向における長さの測定を容易にする測定治具を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1) 請求項1に係る測定治具は、ウェブの長手方向の端部において上下方向に離れて位置する第1円孔および第2円孔を有するH型鋼に取り付けられる測定治具であって、本体と、上記本体から突出しており、上記第1円孔に挿入可能な第1凸部と、上記本体から突出しており、上記第2円孔に挿入可能な第2凸部と、を備え、上記本体は、上記第1円孔および上記第2円孔から上記上下方向に離れており、上記第1円孔の中心線および上記第2円孔の中心線を含む第1仮想平面に位置する第1基準面を有する測定治具である。
【0007】
第1凸部が第1円孔に挿入され、第2凸部が第2円孔に挿入されることにより、本体が第1円孔の中心線周りに回転することや第2円孔の中心線周りに回転することがない。この状態において、第1基準面は、第1円孔および第2円孔から上下方向に離れており、かつ第1円孔の中心線および第2円孔の中心線を含む第1仮想平面に位置するので、第1基準面により第1円孔の中心線および第2円孔の中心線の位置が定まる。
【0008】
(2) 請求項2に係る測定治具は、上記本体は、上記第1凸部および上記第2凸部が位置する第1部と、上記第1基準面が位置する第2部と、上記第1部と上記第2部とを接続する第3部と、を有しており、上記第3部は、上記第1仮想平面と重ならない請求項1に記載の測定治具である。
【0009】
上記構成によれば、第1凸部が第1円孔に挿入され、第2凸部が第2円孔に挿入された挿入状態で、第3部がH型鋼の第1仮想平面に位置する部分と干渉しない。これにより、挿入状態において、基準面をH型鋼より上方または下方に位置し得る。
【0010】
(3) 請求項3に係る測定治具は、上記第1部に位置する第1磁石をさらに備える請求項2に記載の測定治具である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
18日前
株式会社イシダ
計量装置
12日前
個人
アクセサリー型テスター
19日前
個人
準結晶の解析方法
4日前
日本精機株式会社
アセンブリ
4日前
株式会社豊田自動織機
自動走行体
3日前
株式会社テイエルブイ
振動検出装置
18日前
株式会社ミツトヨ
画像測定機
20日前
栄進化学株式会社
浸透探傷用濃縮液
25日前
ダイハツ工業株式会社
試料セル
18日前
トヨタ自動車株式会社
検査装置
12日前
GEE株式会社
光学特性測定装置
3日前
トヨタ自動車株式会社
電気自動車
19日前
大和製衡株式会社
計量装置
25日前
日本特殊陶業株式会社
ガスセンサ
4日前
株式会社熊谷組
計測システム
25日前
株式会社TISM
センサ部材
3日前
理研計器株式会社
ガス検出器
20日前
理研計器株式会社
ガス検出器
20日前
理研計器株式会社
ガス検出器
20日前
理研計器株式会社
ガス検出器
20日前
理研計器株式会社
ガス検出器
20日前
東ソー株式会社
簡易型液体クロマトグラフ
14日前
大和製衡株式会社
表示システム
10日前
株式会社ニコン
検出装置
18日前
株式会社小糸製作所
物体検知システム
4日前
リバークル株式会社
荷重移動試験装置
12日前
大和ハウス工業株式会社
引張装置
11日前
東洋計器株式会社
超音波式流量計
25日前
東洋計器株式会社
超音波式流量計
25日前
東洋計器株式会社
超音波式流量計
25日前
アンリツ株式会社
機器及びフィルタ
4日前
株式会社豊田自動織機
電流検出装置
18日前
トヨタ自動車株式会社
情報処理装置
18日前
トヨタ自動車株式会社
情報処理装置
18日前
株式会社イシダ
搬送装置
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ