TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010680
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023112799
出願日
2023-07-10
発明の名称
樹脂部品付き車両用窓ガラスの製造方法、及び樹脂部品付き車両用窓ガラス
出願人
AGC株式会社
代理人
弁理士法人太陽国際特許事務所
,
個人
,
個人
主分類
B05D
3/00 20060101AFI20250116BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】樹脂部品付き車両用窓ガラスの製造方法において、部品の仮止めをより簡便にできる技術を提供する。
【解決手段】樹脂部品付き車両用窓ガラスの製造方法であって、樹脂部品を車両用窓ガラスに接着剤を介して配置する配置工程、並びに赤外線を前記樹脂部品の非接着面に向けて局所的に照射して前記接着剤の局所部分を硬化させる第1硬化工程、を含む。
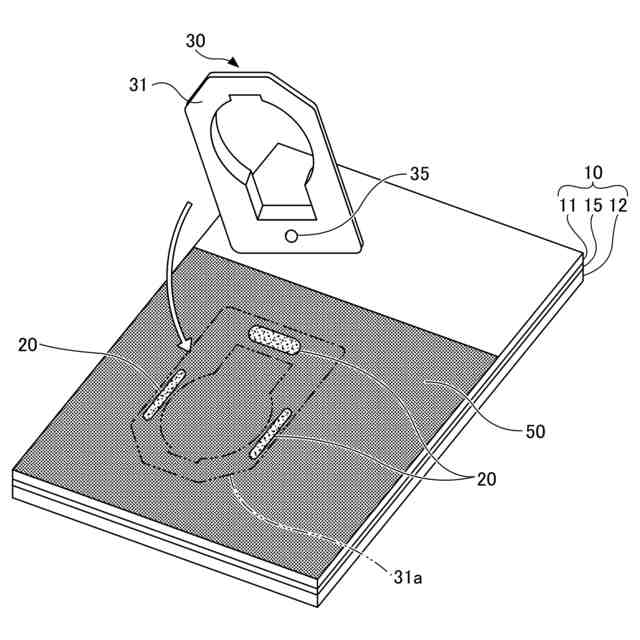
【選択図】図4
特許請求の範囲
【請求項1】
樹脂部品を車両用窓ガラスに接着剤を介して配置する配置工程、並びに
赤外線を前記樹脂部品の非接着面に向けて局所的に照射して前記接着剤の局所部分を硬化させる第1硬化工程、を含む、樹脂部品付き車両用窓ガラスの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
さらに、前記接着剤のうち前記局所部分以外の部分である主部分を硬化させる第2硬化工程を含み、
前記第1硬化工程における接着剤単位量当たりの硬化時間が、前記第2硬化工程における接着剤単位量当たりの硬化時間より長い、請求項1に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項3】
前記赤外線の照射径が2mm以上10mmm以下である、請求項1又は2に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項4】
前記赤外線が近赤外線である、請求項3に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項5】
前記第1硬化工程で硬化される前記局所部分の量が、前記接着剤の全体量の0.5%以上20%以下である、請求項1又は2に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項6】
前記照射によって前記樹脂部品に変性が生じる、請求項1又は2に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項7】
前記樹脂部品に、厚み方向に材料の一部又は全部が除去された部分である厚み方向材料除去部が形成されており、
前記赤外線を前記厚み方向材料除去部に向けて照射することによって、前記変性が生じる、請求項6に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項8】
前記樹脂部品が、車載機器の取付け用部品である、請求項1又は2に記載の樹脂部品付き車両用窓ガラスの製造方法。
【請求項9】
樹脂部品が接着剤を介して車両用窓ガラスに固定されてなる、部品付き車両用窓ガラスであって、
前記接着剤が、局所部分と、前記局所部分以外の主部分とを有し、
前記局所部分を介した前記樹脂部品と前記車両用窓ガラスとの単位面積当たりの接着強度が、前記主部分を介した前記樹脂部品と前記車両用窓ガラスとの単位面積当たりの接着強度より小さく、
前記樹脂部品に、赤外線の照射による変性が局所的に生じており、
前記変性した部分が前記局所部分に対向している、樹脂部品付き車両用窓ガラス。
【請求項10】
平面視で、前記局所部分の円相当直径が2mm以上10mm以下である、請求項9に記載の樹脂部品付き車両用窓ガラス。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂部品付き車両用窓ガラスの製造方法、及び樹脂部品付き車両用窓ガラスに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
車両用窓ガラスに、ミラーベース、ブラケット等の部品が接着剤により接着されてなる構成が知られている。このような部品付き車両用窓ガラスの製造においては、部品の接着面に接着剤を塗布して車両用窓ガラスに取り付けた後、接着剤を硬化させて部品を車両用窓ガラスに接着する。
【0003】
上記接着のために通常用いられる接着剤は、硬化するまでに時間を要するものが多い。そのため、部品が車両用窓ガラスに取り付けられた後、振動等の負荷が掛かった場合でも部品と車両用窓ガラスとの相対位置がずれないように、多くの場合、部品の仮止めが行われている。仮止めの手段としては、両面テープがよく知られているが、本来の接着剤とは別種の、硬化時間の短い接着剤を用いることも検討されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2022-7591公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の両面テープ又は別種の接着剤は、元々使用されている接着剤とは別途、追加で用いられる材料である。また、このような両面テープ又は別種の接着剤は、別の手法で被着又は塗布する必要があるため、元々使用されている接着剤の塗布工程とは別に、両面テープ又は別種の接着剤を塗布、または貼り付ける時間及び手間がかかってしまう。そのため、材料点数及び時間・手間を低減した、より簡便な仮止め技術が求められている。
【0006】
上記の点に鑑みて、本発明の一態様は、樹脂部品付き車両用窓ガラスの製造方法において、部品の仮止めをより簡便にできる技術を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の一態様による樹脂部品付き車両用窓ガラスの製造方法は、樹脂部品を車両用窓ガラスに接着剤を介して配置する配置工程、並びに赤外線を前記樹脂部品の非接着面に向けて局所的に照射して前記接着剤の局所部分を硬化させる第1硬化工程、を含む。
【発明の効果】
【0008】
本発明の一態様によれば、樹脂部品付き車両用窓ガラスの製造方法において、より簡便に部品の仮止めを行うことができる。
【図面の簡単な説明】
【0009】
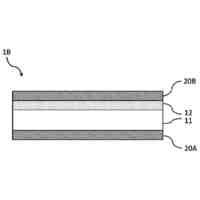
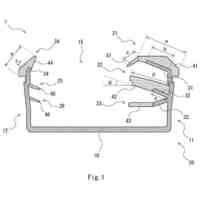
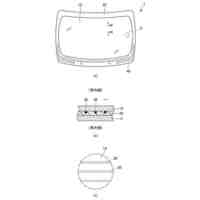
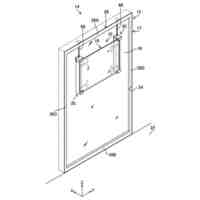
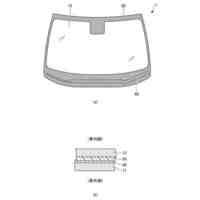
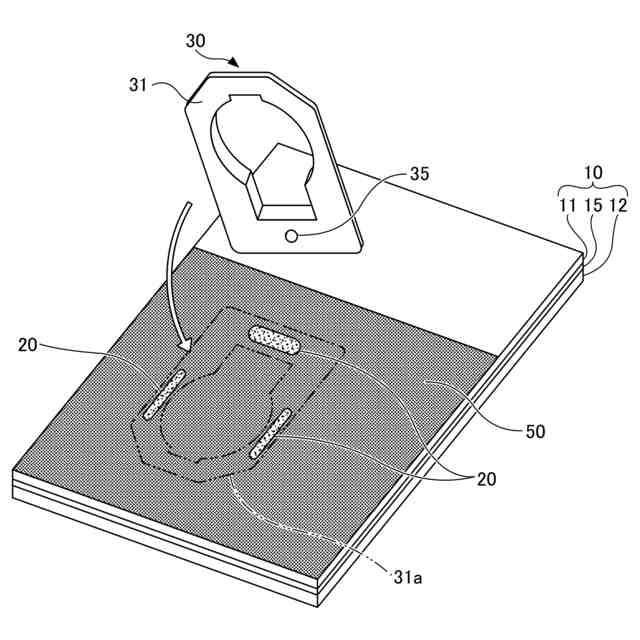
一実施形態により製造される部品付き車両用窓ガラスの例を示す図である。
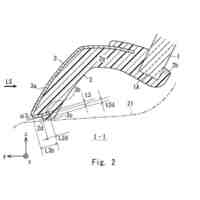
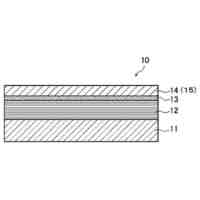
図1のI-I線断面の拡大図である。
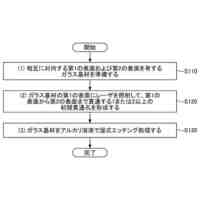
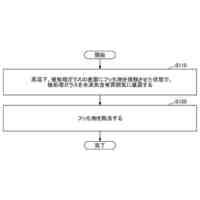
一実施形態による製造方法の一例のフロー図である。
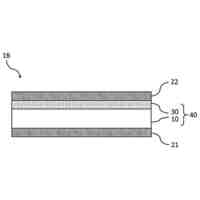
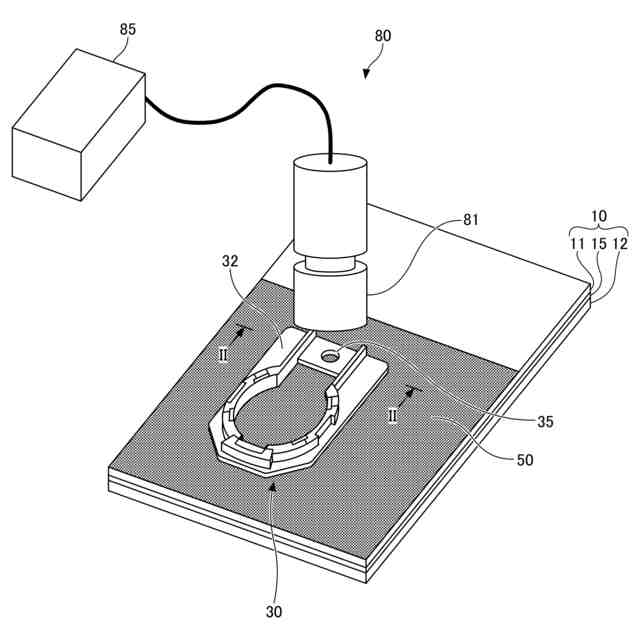
一実施形態による部品付き車両用窓ガラスの製造例の一工程を示す図である。
一実施形態による部品付き車両用窓ガラスの製造例の一工程を示す図である。
図5のII-II線断面の拡大図である。
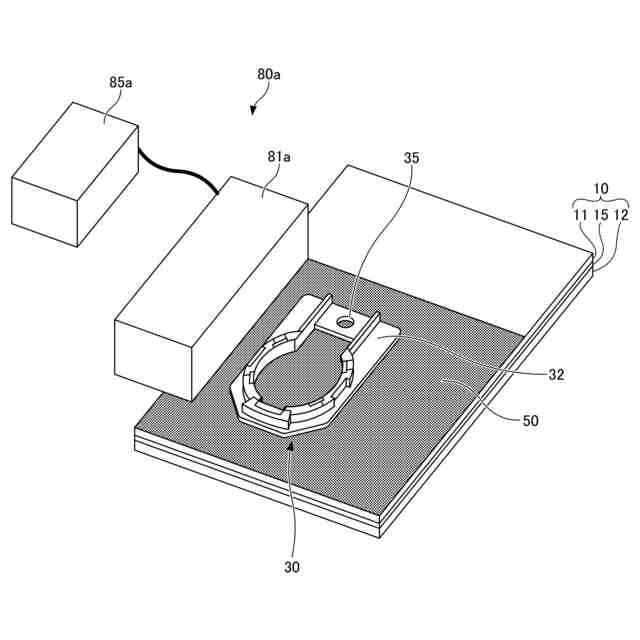
一実施形態による部品付き車両用窓ガラスの製造例の一工程を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照して説明する。なお、各図面において同一の又は対応する構成には同一の符号を付し、説明を省略することがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
AGC株式会社
組成物
13日前
AGC株式会社
液状組成物
13日前
AGC株式会社
フッ素樹脂組成物
1か月前
AGC株式会社
フッ素樹脂組成物
14日前
AGC株式会社
合わせガラスの分離装置
6日前
AGC株式会社
合わせガラスのリサイクル方法
6日前
AGC株式会社
感光性ガラスおよびその製造方法
28日前
AGC株式会社
研磨パッド、ガラス板の製造方法
27日前
AGC株式会社
化学強化ガラスおよびその製造方法
6日前
AGC株式会社
成形物の製造方法及び接着性成形物
1か月前
AGC株式会社
非水系分散液、及び積層体の製造方法
20日前
AGC株式会社
車両用フロントガラスとその製造方法
1か月前
AGC株式会社
化合物、硬化性樹脂組成物、硬化物および光学素子
27日前
AGC株式会社
ガラス
27日前
AGC株式会社
揺動部材用フィルム、揺動部材及びダイヤフラムポンプ
1か月前
AGC株式会社
合わせガラスの切断方法、及び合わせガラスの切断装置
6日前
AGC株式会社
樹脂枠付きガラス板、及び樹脂枠付きガラス板の製造方法
1か月前
AGC株式会社
ガラス板
27日前
AGC株式会社
制御装置、シミュレーション方法及び積層体を製造する方法
21日前
AGC株式会社
光学フィルタ
27日前
AGC株式会社
光学フィルタ
1か月前
AGC株式会社
低分子化合物探索装置、低分子化合物探索方法、及びプログラム
13日前
AGC株式会社
積層体、固体電池用袋体、全固体電池、及びダイヤフラムポンプ
1か月前
AGC株式会社
無アルカリガラス
29日前
AGC株式会社
無アルカリガラス
22日前
AGC株式会社
無アルカリガラス
1か月前
AGC株式会社
グレージングチャンネル、及びグレージングチャンネル付き窓ガラス
28日前
AGC株式会社
洗浄装置の洗浄方法、ディスプレイ用ガラス板の製造方法、ディスプレイ用ガラス板
1日前
AGC株式会社
ヘッドアップディスプレイシステム
8日前
AGC株式会社
異物付き中間膜から異物を分離する方法、及び異物付き中間膜から異物を分離する装置
27日前
AGC株式会社
ガラス部材の製造方法およびガラス部材
6日前
AGC株式会社
含フッ素共重合体組成物および架橋ゴム物品
27日前
AGC株式会社
銀付きガラスカレットの処理方法、ガラス製品の製造方法、及び銀付きガラスカレットの処理装置
28日前
AGC株式会社
車両用外装部材、及び遠赤外カメラ付き車両用外装部材
22日前
AGC株式会社
反射型マスクブランク並びに反射型マスク及びその製造方法
29日前
AGC株式会社
スペーサ付きアンテナユニット及びアンテナユニット付きガラス窓
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ