TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009901
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2024093217
出願日
2024-06-07
発明の名称
炭素繊維強化樹脂を切削するシステム、方法及びプログラム
出願人
株式会社伸光製作所
,
学校法人上智学院
代理人
個人
主分類
B23B
1/00 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】より確実にCFRPの高品質な切削加工と工具寿命の改善を実現する。
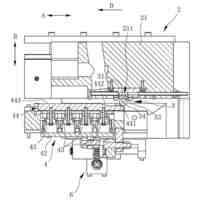
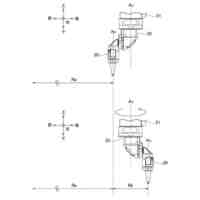
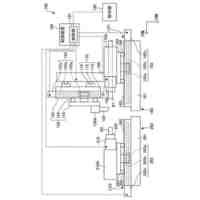
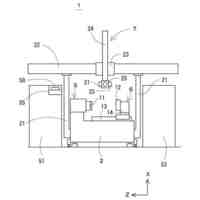
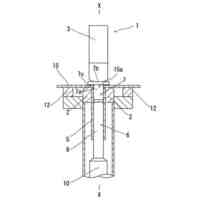
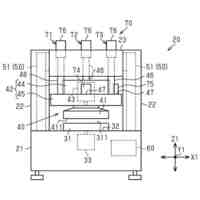
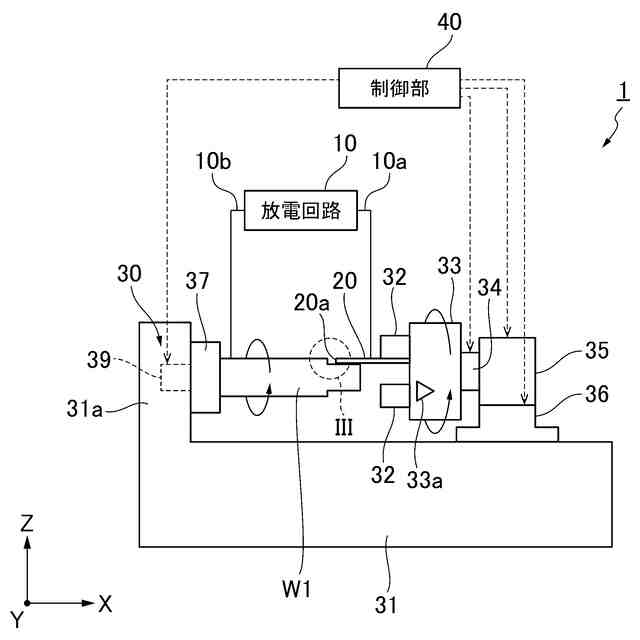
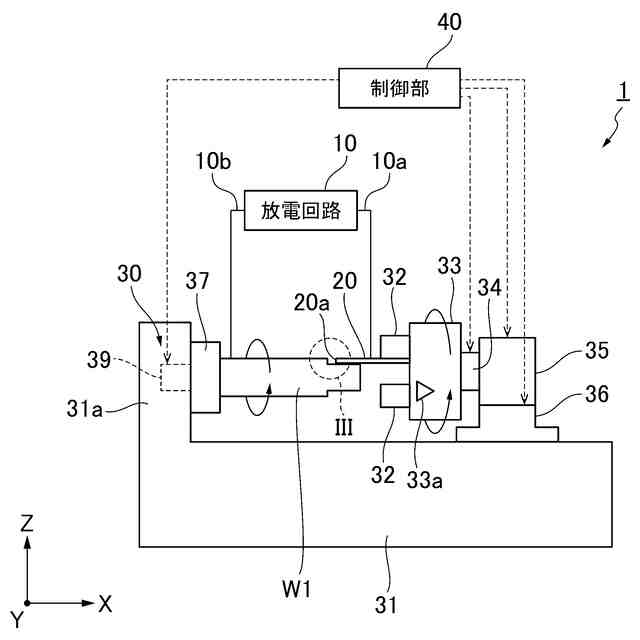
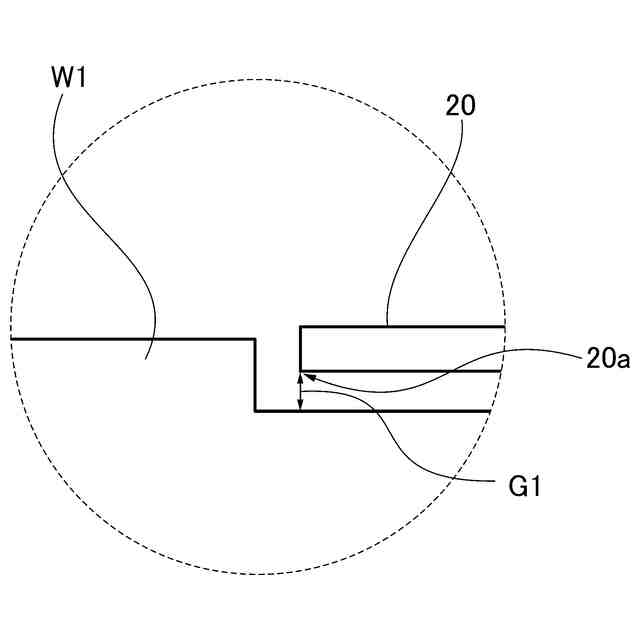
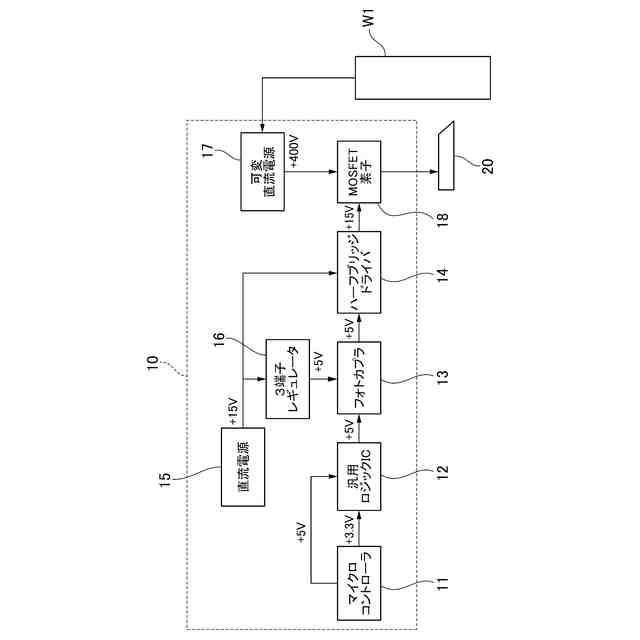
【解決手段】 炭素繊維強化樹脂からなる被削材W1を切削加工するシステム1において、放電電極20と被削材の表面との間に放電電圧を印加する放電回路10と、被削材を保持する被削材保持部37と被削材を切削加工する工具32を保持する工具保持部33とを有する工作機械30と、を備え、放電回路は、放電電極の先端部20aと被削材の表面との間に微小間隔G1を設けた状態で放電電極に放電電圧を印加することによって空中放電を発生させて、放電電極は、放電回路から放電電圧が印加されてから、被削材の表面に沿って移動することによって、被削材の表面に対して空中放電による放電加工を行い、工作機械は、空中放電による放電加工後の被削材の表面に対して工具を用いて切削加工する。
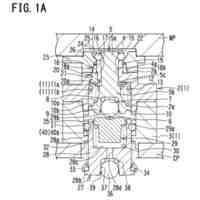
【選択図】図1
特許請求の範囲
【請求項1】
炭素繊維強化樹脂からなる被削材を切削加工するシステムにおいて、
放電電極と前記被削材の表面との間に放電電圧を印加する放電回路と、
前記被削材を保持する被削材保持部と前記被削材を切削加工する工具を保持する工具保持部とを有する工作機械と、を備え、
前記放電回路は、前記放電電極の先端部と前記被削材の前記表面との間に微小間隔を設けた状態で前記放電電極に前記放電電圧を印加することによって空中放電を発生させて、
前記放電電極は、前記放電回路から前記放電電圧が印加されてから、前記被削材の表面に沿って移動することによって、前記被削材の前記表面に対して前記空中放電による放電加工を行い、
前記工作機械は、前記空中放電による放電加工後の前記被削材の前記表面に対して前記工具を用いて切削加工する、
システム。
続きを表示(約 810 文字)
【請求項2】
前記放電回路は、10V以下の放電電圧を前記放電電極に印加するように制御される、
請求項1に記載のシステム。
【請求項3】
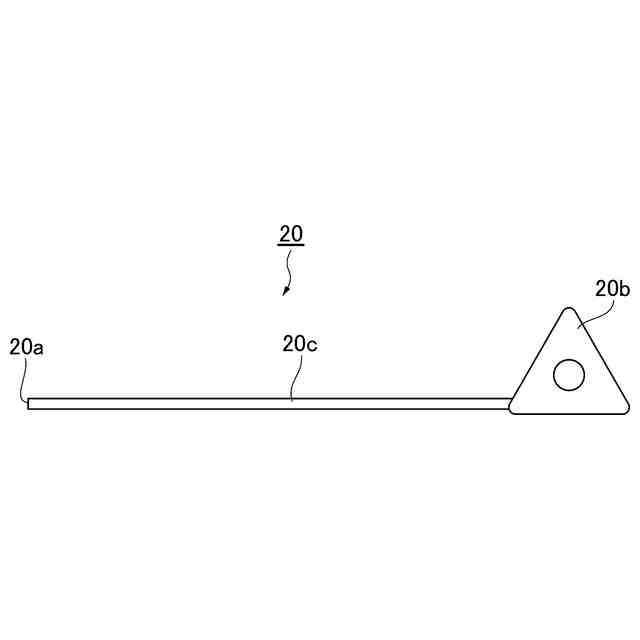
前記放電電極は、ニードル状電極である、
請求項1に記載のシステム。
【請求項4】
前記微小間隔は、少なくとも50μm以下である、
請求項1に記載のシステム。
【請求項5】
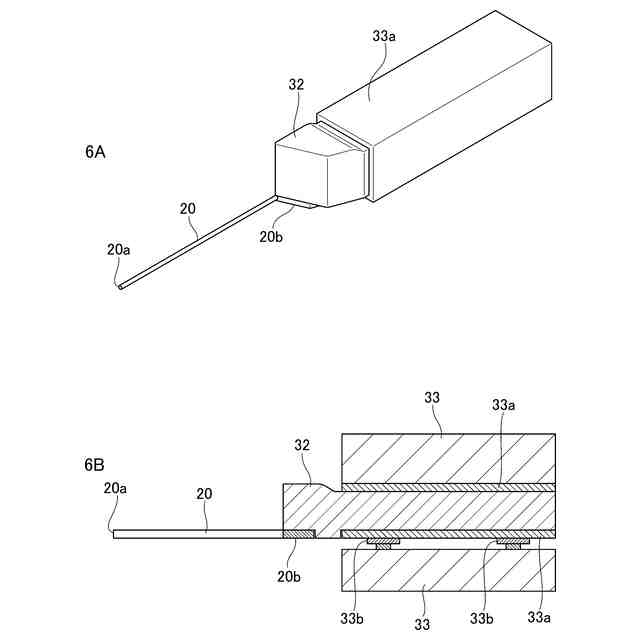
前記放電電極は、前記工具保持部に保持されている前記工具に取り付け可能に構成されている、
請求項1に記載のシステム。
【請求項6】
前記工作機械は、前記被削材と前記被削材保持部との間及び前記放電電極と前記工具保持部との間が絶縁処理されている、
請求項5に記載のシステム。
【請求項7】
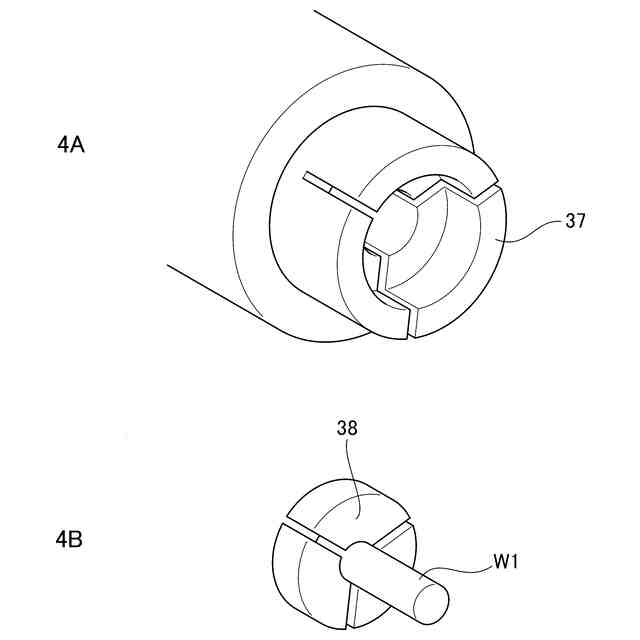
前記被削材保持部は、絶縁性材料で形成される被削材用治具を介して前記被削材を保持することによって、前記被削材との間が絶縁処理される、
請求項6に記載のシステム。
【請求項8】
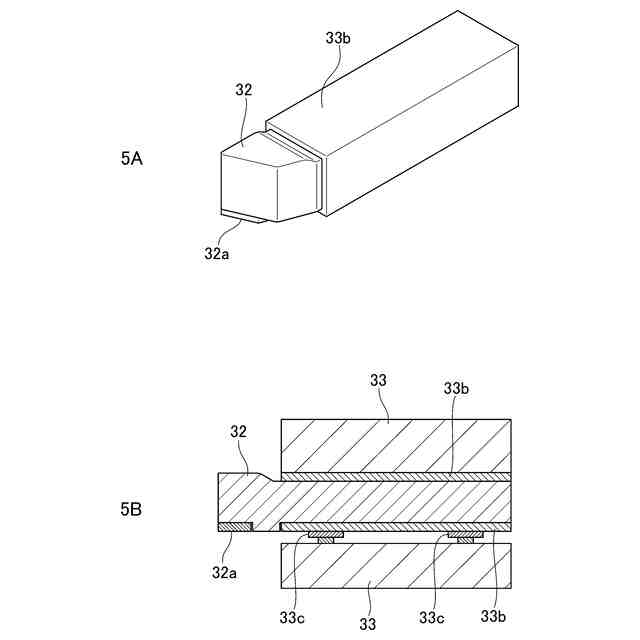
前記工具保持部は、絶縁性材料で形成される工具用治具を介して前記工具の基端側を保持しており、
前記放電電極は、前記工具用治具を介して保持されている前記工具の先端側に設置することによって、前記工具保持部との間が絶縁処理される、
請求項6に記載のシステム。
【請求項9】
前記放電電極は、前記工具用治具を介して保持されている前記工具の先端側に設けられている切削チップの設置部位に取り付け可能に構成されている
請求項8に記載のシステム。
【請求項10】
前記工具保持部は、絶縁性材料で形成されている絶縁性ホルダであり、
前記絶縁性ホルダは、前記工具及び前記放電電極を保持する、
請求項1に記載のシステム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、炭素繊維強化樹脂を切削するシステム、方法及びプログラムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
高強度かつ軽量な材料として、炭素繊維強化樹脂(Carbon Fiber Reinforced Plastics、以下、CFRPとも記載する。)が知られている。CFRPは、強度、弾性率、耐熱性、各種耐久性等が優れていることから、製品の高強度化や軽量化、小型化に寄与し得るので、例えば、自動車や航空機、医療機器等の多くの産業分野で利用されている。
【0003】
しかしながら、CFRPは、強化材として含まれる炭素繊維の影響により難切削材であるので、切削加工をする際に工具摩耗が発生し易く、また、加工面でのバリの発生や仕上げ寸法、仕上げ面の悪化が懸念される。CFRPを加工する際における工具摩耗の低減や仕上げ面の凹凸を低減する関連技術として、例えば、特許文献1には、CFRPの積層体を加工液に浸漬されて、放電回路を用いて放電電圧を発生させて、積層体の加工領域を熱的に加工する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-034938号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、CFRPは、炭素繊維とマトリックス樹脂による層状の複合材料であるので、液中加工の過程でCFRPの層間に加工液が浸入して、層間剥離等による切削加工後のCFRPの品質の低下が懸念される。
【0006】
本開示は、上記課題に鑑みてなされたものであり、より確実にCFRPの高品質な切削加工と工具寿命の改善を実現することを目的とする。
【課題を解決するための手段】
【0007】
本開示の一態様は、炭素繊維強化樹脂からなる被削材を切削加工するシステムにおいて、放電電極と前記被削材の表面との間に放電電圧を印加する放電回路と、前記被削材を保持する被削材保持部と前記被削材を切削加工する工具を保持する工具保持部とを有する旋盤と、を備え、前記放電回路は、前記放電電極の先端部と前記被削材の前記表面との間に微小間隔を設けた状態で前記放電電極に前記放電電圧を印加することによって空中放電を発生させて、前記放電電極は、前記放電回路から前記放電電圧が印加されてから、前記被削材の表面に沿って移動することによって、前記被削材の前記表面に対して前記空中放電による放電加工を行い、前記旋盤は、前記空中放電による放電加工後の前記被削材の前記表面に対して前記工具を用いて切削加工する、システムである。
【0008】
本開示の一態様によれば、CFRPからなる被削材の表面に対して空中放電による放電加工を行うことによってCFRPの表面側の炭素繊維を切断してから、炭素繊維を切断した部位に対して旋盤の工具で切削加工するので、より確実にCFRPの高品質な切削加工と工具寿命の改善を実現できる。
【0009】
本開示の他の態様は、炭素繊維強化樹脂からなる被削材を切削加工する方法において、放電電極を介して前記被削材の表面に放電電圧を印加して前記被削材の前記表面に対して空中放電による放電加工を行うことと、放電加工後の前記被削材の前記表面を旋盤の工具で切削加工することと、を含み、前記空中放電による前記放電加工を行う際に、前記被削材の前記表面と前記放電電極の先端部との間に微小間隔を設けた状態で前記放電電極を前記被削材の表面に沿って移動させる、方法である。これによれば、被削材の表面を空中放電による放電加工を行ってから、旋盤で放電加工後の被削材の表面を切削加工するので、より確実にCFRPの高品質な切削加工と工具寿命の改善を実現できる。
【0010】
本開示の更に他の態様は、少なくとも1つのプロセッサにより実行されるように構成されたプログラムであって、前記方法を実行する命令を含む、プログラムである。これによれば、被削材の表面を空中放電による放電加工を行ってから、旋盤で放電加工後の被削材の表面を切削加工するので、より確実にCFRPの高品質な切削加工と工具寿命の改善を実現できる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
29日前
個人
加工機
23日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
16日前
日東精工株式会社
ねじ締め機
8日前
株式会社不二越
ドリル
22日前
株式会社アンド
半田付け方法
22日前
株式会社アンド
半田付け方法
22日前
村田機械株式会社
レーザ加工機
9日前
村田機械株式会社
レーザ加工機
9日前
株式会社トヨコー
被膜除去方法
10日前
株式会社不二越
超硬合金製ドリル
1か月前
日東精工株式会社
はんだこて先の製造方法
24日前
春日機械工業股ふん有限公司
挟持装置
18日前
株式会社FUJI
周辺装置制御用治具
23日前
株式会社ダイヘン
溶接システム
22日前
トヨタ自動車株式会社
金属塊の製造方法
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
個人
加熱ヘッドおよびホットバー接合機
15日前
大和ハウス工業株式会社
回転治具
11日前
国立大学法人長岡技術科学大学
超音波加工装置
18日前
株式会社アマダ
レーザ加工機
21日前
日進工具株式会社
エンドミル
1か月前
SUS株式会社
溶接方法と溶接構造
1日前
株式会社不二越
組立式スカイビングカッタ
1日前
株式会社不二越
異常検知装置及びプログラム
23日前
シチズンマシナリー株式会社
工作機械
25日前
株式会社FUJI
ワーク搬送機付き工作機械
18日前
株式会社不二越
サーフェスブローチ盤
9日前
株式会社ディスコ
チャックテーブルの洗浄方法
17日前
株式会社三五
溶接装置、及び、溶接方法
1か月前
株式会社ナガセインテグレックス
加工機
22日前
東芝ITコントロールシステム株式会社
溶融接合方法
1日前
住友重機械工業株式会社
レーザ加工装置
24日前
トヨタ自動車東日本株式会社
部品取出装置
3日前
ジヤトコ株式会社
把持機構
16日前
株式会社コスメック
クランプ装置
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ