TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025009227
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023112087
出願日
2023-07-07
発明の名称
金属接合体、金属接合体の製造方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
主分類
B23K
11/14 20060101AFI20250110BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高さ方向の寸法精度を確保し、ポンプ羽根車などに適用可能な金属接合体、金属接合体の製造方法の提供。
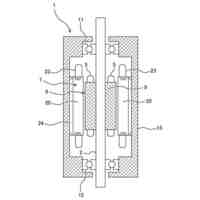
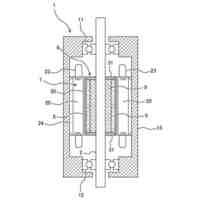
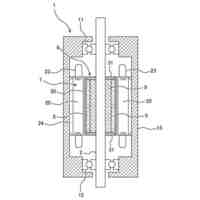
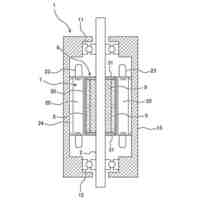
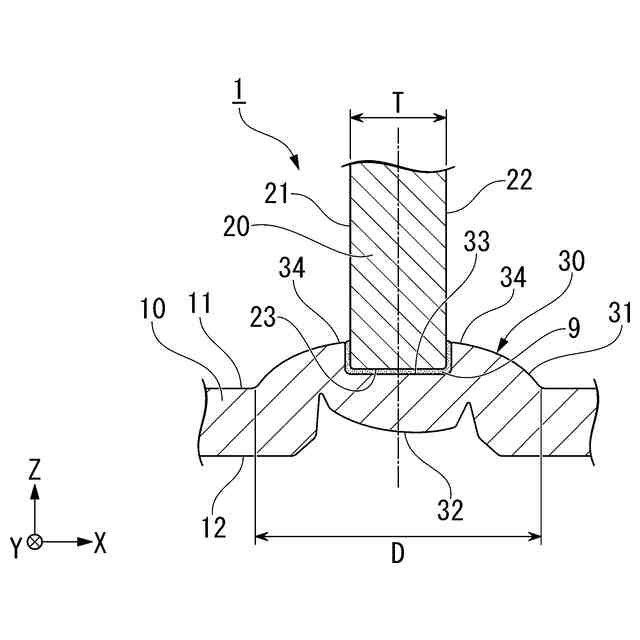
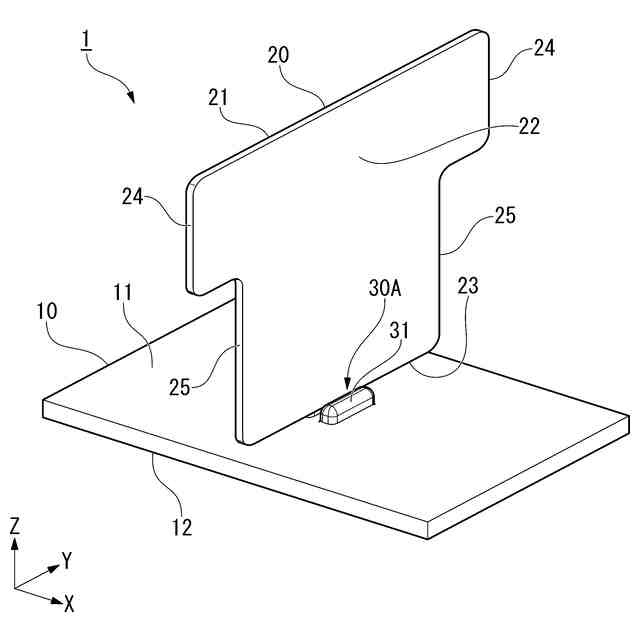
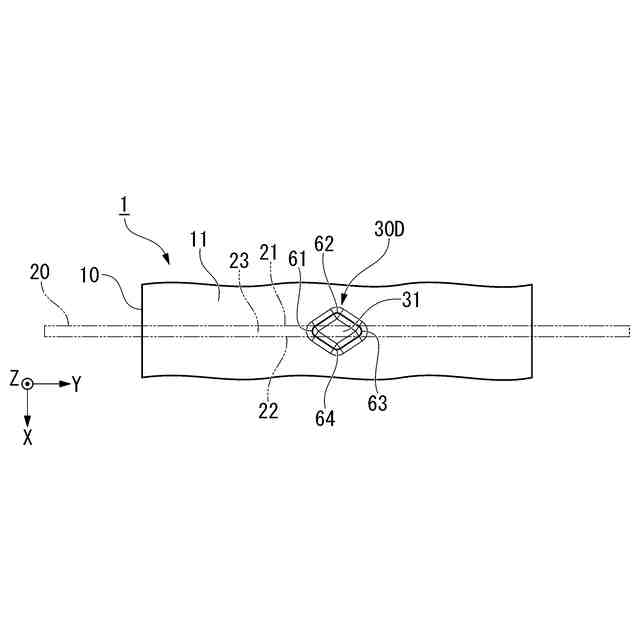
【解決手段】金属接合体1は、第1主面11と、第1主面11と反対側を向く第2主面12と、を有する金属製の第1板部材10と、第3主面21と、第3主面21と反対側を向く第4主面22と、を有する金属製の第2板部材20と、を備え、第1板部材10は、第1主面11側が凸部31となり、第2主面12側が凹部32となるエンボス部30を有し、第2板部材20は、第3主面21から第4主面22までの板厚Tが、第2板部材20の板厚方向(X軸方向)において、エンボス部30より小さく、且つ、第3主面21及び第4主面22の周縁を接続する端面23が、エンボス部30の凸部31に接合されている。
【選択図】図1
特許請求の範囲
【請求項1】
第1主面と、前記第1主面と反対側を向く第2主面と、を有する金属製の第1板部材と、
第3主面と、前記第3主面と反対側を向く第4主面と、を有する金属製の第2板部材と、を備え、
前記第1板部材は、前記第1主面側が凸部となり、前記第2主面側が凹部となるエンボス部を有し、
前記第2板部材は、前記第3主面から前記第4主面までの板厚が、前記第2板部材の板厚方向において、前記エンボス部より小さく、且つ、前記第3主面及び前記第4主面の周縁を接続する端面が、前記エンボス部の前記凸部に接合されている、
金属接合体。
続きを表示(約 990 文字)
【請求項2】
前記エンボス部は、
前記第2板部材の板厚方向に延び、前記端面と接合される第1部分と、
前記第1部分の一端部から、前記第2板部材の前記第3主面に沿って延びる第2部分と、
前記第1部分の他端部から、前記第2板部材の前記第4主面に沿って延びる第3部分と、を備える、
請求項1に記載の金属接合体。
【請求項3】
前記第2板部材の前記第3主面及び前記第4主面は、湾曲しており、
前記エンボス部の前記第2部分及び前記第3部分は、前記第3主面及び前記第4主面に沿って湾曲している、
請求項2に記載の金属接合体。
【請求項4】
前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の一方側を向く角部を備える三角形状を有する、
請求項1に記載の金属接合体。
【請求項5】
前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の両側を向く角部を備える菱形形状を有する、
請求項1に記載の金属接合体。
【請求項6】
前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の一方側が凸状に湾曲した半円形状を有する、
請求項1に記載の金属接合体。
【請求項7】
前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の両側が凸状に湾曲した楕円形状を有する、
請求項1に記載の金属接合体。
【請求項8】
第1主面と、前記第1主面と反対側を向く第2主面と、を有する金属製の第1板部材と、
第3主面と、前記第3主面と反対側を向く第4主面と、を有する金属製の第2板部材と、が接合された金属接合体の製造方法であって、
前記第1板部材に、前記第1主面側が凸部となり、前記第2主面側が凹部となるエンボス部を形成し、
前記第2板部材は、前記第3主面から前記第4主面までの板厚が、前記第2板部材の板厚方向において、前記エンボス部より小さいものを用意し、且つ、前記第3主面及び前記第4主面の周縁同士を接続する端面を、前記エンボス部の前記凸部に接合する、
金属接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属接合体、金属接合体の製造方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1には、各種電子機器の回路間を接続する導体接合体およびそれを用いた電子部品ならびにそれらの製造方法が開示されている。この導体接合体は、金属からなる第1の導体と、第1の面と、前記第1の面の反対側の第2の面とを有する金属板からなり、前記第1の導体に接合された第2の導体と、を備え、前記第2の導体は前記第1の面から局部的に突出する突起部を有し、前記第2の導体の前記第2の面には、前記突起部の反対側に位置する凹部が設けられており、前記第2の導体の前記突起部は、前記第1の導体に接触して入り込んで抵抗溶接された部分を有し、前記第2の導体の前記突起部の前記部分と前記第1の導体との間には、拡散接合された接合面が形成されており、前記第2の導体の前記突起部の前記部分は、局部的に突出してかつ前記第1の導体に入り込んでいる2つの頂と、前記2つの頂の間に位置して前記凹部に向かって落ち込みかつ前記第1の導体に入り込んでいる谷の部分と、を有する。
【先行技術文献】
【特許文献】
【0003】
特許第6854401号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来技術は、第1板部材(第1の導体)と第2板部材(第2の導体)の主面(板面)同士を接合している。ところで、ポンプ羽根車の試作品などは、通常、金属材からの削り出しにより形成されているが、コストがかかるため、近年それをプレス成形で製造する試みがされている。ここで、第1板部材及び第2板部材のいずれか一方をポンプ羽根車の主板とし、他方を翼とする場合に、翼側に突起部を設けて、主板に対して略垂直(T字状)にソリッドプロジェクション溶接する手法が考えられる。しかしながら、翼をプレス成形すると、その打ち抜き加工面にダレやバリが生じ、それが溶接後の翼の高さ精度に影響を与えて、ポンプ羽根車の寸法精度を確保することができない、という問題がある。
【0005】
本発明は、上記問題点に鑑みてなされたものであり、高さ方向の寸法精度を確保し、ポンプ羽根車などに適用可能な金属接合体、金属接合体の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
(1):本発明の一態様に係る金属接合体は、第1主面と、前記第1主面と反対側を向く第2主面と、を有する金属製の第1板部材と、第3主面と、前記第3主面と反対側を向く第4主面と、を有する金属製の第2板部材と、を備え、前記第1板部材は、前記第1主面側が凸部となり、前記第2主面側が凹部となるエンボス部を有し、前記第2板部材は、前記第3主面から前記第4主面までの板厚が、前記第2板部材の板厚方向において、前記エンボス部より小さく、且つ、前記第3主面及び前記第4主面の周縁を接続する端面が、前記エンボス部の前記凸部に接合されている。
【0007】
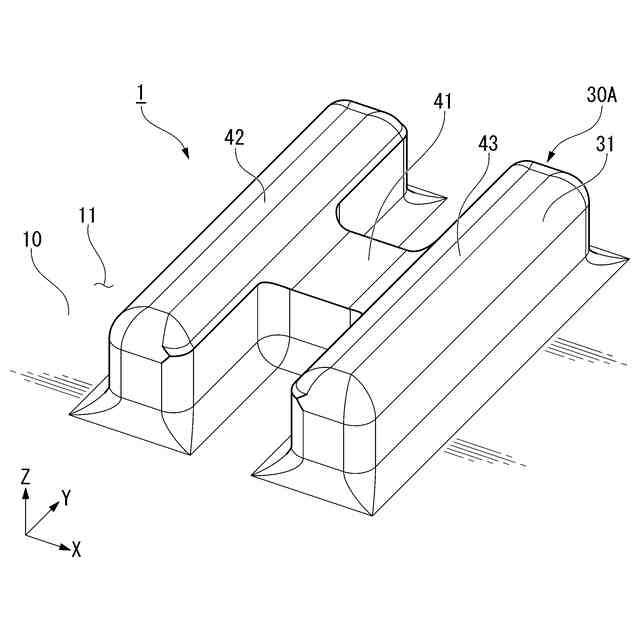
(2):(1)に係る金属接合体において、前記エンボス部は、前記第2板部材の板厚方向に延び、前記端面と接合される第1部分と、前記第1部分の一端部から、前記第2板部材の前記第3主面に沿って延びる第2部分と、前記第1部分の他端部から、前記第2板部材の前記第4主面に沿って延びる第3部分と、を備えてもよい。
【0008】
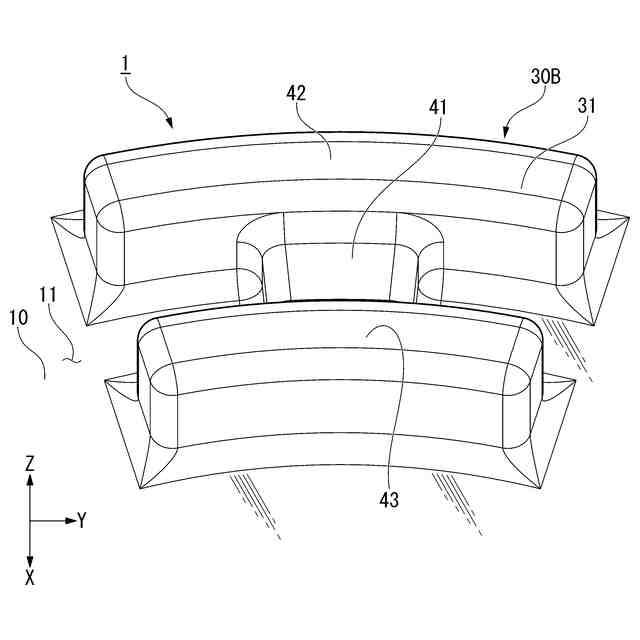
(3):(2)に係る金属接合体において、前記第2板部材の前記第3主面及び前記第4主面は、湾曲しており、前記エンボス部の前記第2部分及び前記第3部分は、前記第3主面及び前記第4主面に沿って湾曲していてもよい。
【0009】
(4):(1)に係る金属接合体において、前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の一方側を向く角部を備える三角形状を有してもよい。
【0010】
(5):(1)に係る金属接合体において、前記エンボス部の前記凸部は、前記第1主面を平面視したときに、前記第2板部材の板幅方向の両側を向く角部を備える菱形形状を有してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
研磨装置
11日前
株式会社荏原製作所
往復動ポンプ
20日前
株式会社荏原製作所
研磨装置および研磨方法
11日前
株式会社荏原製作所
研磨方法および研磨システム
20日前
株式会社荏原製作所
基板研磨装置および膜厚算出方法
9日前
株式会社荏原製作所
基板処理方法および基板処理装置
11日前
株式会社荏原製作所
超伝導モータおよびモータシステム
4日前
株式会社荏原製作所
ウェーハの洗浄方法および洗浄装置
11日前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
4日前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
4日前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
4日前
株式会社荏原製作所
処理ヘッド、基板処理装置、および基板処理方法
12日前
株式会社荏原製作所
ポンプシステムの運転方法、およびポンプシステム
2日前
株式会社荏原製作所
永久磁石型モータ、モータシステム、およびポンプシステム
4日前
株式会社荏原製作所
ワークピースの膜厚推定に使用される参照スペクトルライブラリの作成方法
9日前
株式会社荏原製作所
めっき装置、およびめっき方法
17日前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
6か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
12日前
キヤノン電子株式会社
加工装置
9日前
日東精工株式会社
ねじ整列トレー
4日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ