TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001438
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023101031
出願日
2023-06-20
発明の名称
ロータの製造方法及びロータの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/12 20250101AFI20241225BHJP(電力の発電,変換,配電)
要約
【課題】ロータを同期モータに用いた場合に、一対の磁石に発生する渦電流を抑制できるロータの製造方法及びロータの製造装置を提供する。
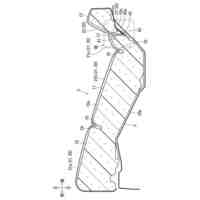
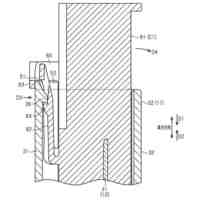
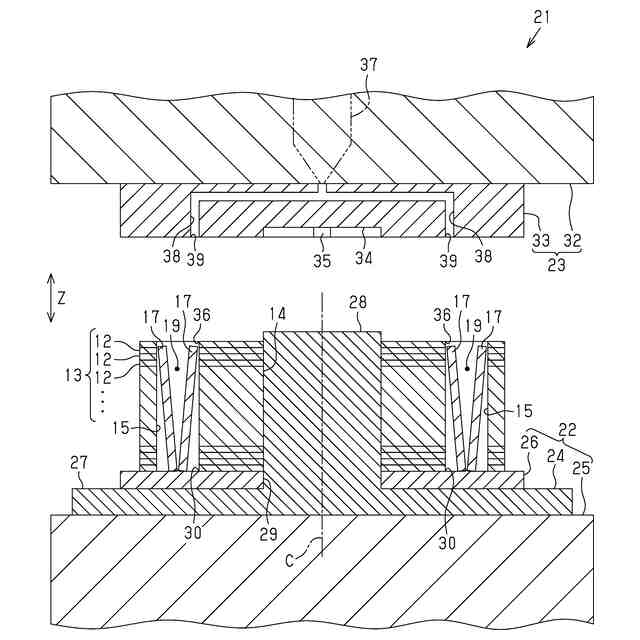
【解決手段】ロータの製造方法は、第1型22と第2型23との間に磁石収容孔15を有するコア13を配置するとともに磁石収容孔15に一対の磁石17を収容した状態で、磁石収容孔15に樹脂材を注入して磁石17を固定することによりロータを製造する。ロータの製造方法は、一対の磁石17を磁石収容孔15に収容する磁石収容工程と、磁石収容孔15に収容された一対の磁石17同士の間に隙間19を形成する隙間形成工程と、磁石収容孔15に一対の磁石17が収容された状態のコア13が第1型22と第2型23とで挟まれるように第1型22と第2型23とを型締めする型締め工程と、型締めされた状態の第1型22と第2型23とで挟まれたコア13の磁石収容孔15に樹脂材を注入する注入工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
対向して配置された第1型と第2型との間に磁石収容孔を有するコアを配置するとともに前記磁石収容孔に一対の磁石を収容した状態で、前記磁石収容孔に樹脂材を注入して前記磁石を固定することによりロータを製造するロータの製造方法であって、
一対の前記磁石を前記磁石収容孔に収容する磁石収容工程と、
前記磁石収容孔に収容された一対の前記磁石同士の間に隙間を形成する隙間形成工程と、
前記磁石収容孔に一対の前記磁石が収容された状態の前記コアが前記第1型と前記第2型とで挟まれるように前記第1型と前記第2型とを型締めする型締め工程と、
型締めされた状態の前記第1型と前記第2型とで挟まれた前記コアの前記磁石収容孔に前記樹脂材を注入する注入工程と、
を備えることを特徴とするロータの製造方法。
続きを表示(約 550 文字)
【請求項2】
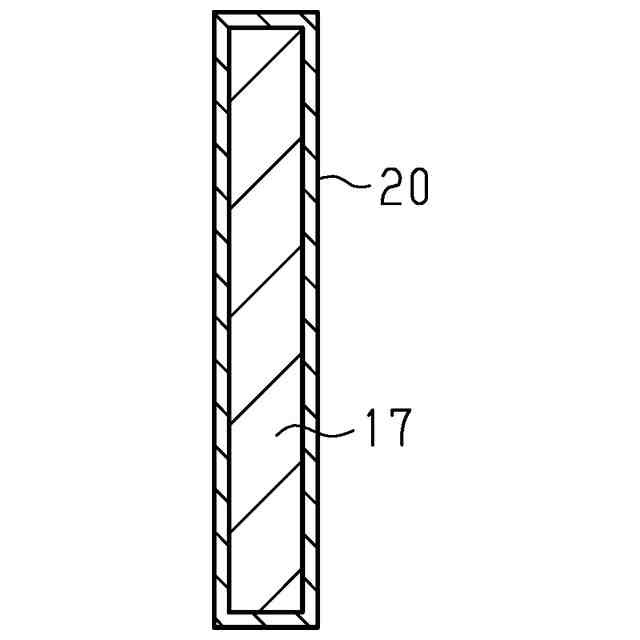
前記磁石収容孔に収容された一対の磁石のうち少なくとも一方は、絶縁性を有したコーティング剤によってコーティングされていることを特徴とする請求項1に記載のロータの製造方法。
【請求項3】
軸線方向に貫通して形成された磁石収容孔に一対の磁石が収容されたコアが前記軸線方向に対向して配置された第1型と第2型とで挟まれるように前記第1型と前記第2型とを型締めした状態で、前記磁石収容孔に樹脂材を注入して一対の前記磁石を固定することによりロータを製造するロータの製造装置であって、
少なくとも前記第1型と前記第2型とで前記コアが挟まれるように前記第1型と前記第2型とを型締めした状態において、一対の前記磁石と接触することによって一対の前記磁石同士の間に隙間を形成する隙間形成部を備えることを特徴とするロータの製造装置。
【請求項4】
前記隙間形成部は、前記第1型及び前記第2型のうちの少なくとも一方に設けられた凸部によって構成されていることを特徴とする請求項3に記載のロータの製造装置。
【請求項5】
前記凸部は、前記第1型及び前記第2型のうちの少なくとも一方に対して着脱可能に設けられていることを特徴とする請求項4に記載のロータの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば同期モータのロータの製造方法及びロータの製造装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、ロータの製造方法として、例えば特許文献1に示すものが知られている。こうしたロータは、複数の鉄心片が積層された構造のコアを有する。コアは、鉄心片の積層方向において貫通する複数の磁石収容孔を有している。そして、磁石収容孔の各々には、磁石を収容した状態で樹脂材を充填することにより、磁石が固定される。
【0003】
こうした磁石(永久磁石)が内蔵されたロータを用いた同期モータでは、ステータ側のコイルによって発生する交番磁束がロータ側の磁石を貫く。このため、磁石に大きな渦電流が発生するので、同期モータの損失が増大するという問題がある。この問題を解決するために、磁石を分割することによって渦電流の発生を抑制することが知られている。しかし、分割した磁石同士が接触すると磁石に大きな渦電流が発生するおそれがある。
【先行技術文献】
【特許文献】
【0004】
特開2019-140841号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
すなわち、上述のようなロータの製造方法において、磁石収容孔に収容する磁石を2つに分割した場合、磁石収容孔において2つに分割した磁石同士が接触すると、磁石に大きな渦電流が発生するおそれがある。したがって、ロータを同期モータに用いた場合に、磁石に発生する渦電流を抑制する上では、改善の余地を残すものとなっている。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決するロータの製造方法は、対向して配置された第1型と第2型との間に磁石収容孔を有するコアを配置するとともに前記磁石収容孔に一対の磁石を収容した状態で、前記磁石収容孔に樹脂材を注入して前記磁石を固定することによりロータを製造するロータの製造方法であって、一対の前記磁石を前記磁石収容孔に収容する磁石収容工程と、前記磁石収容孔に収容された一対の前記磁石同士の間に隙間を形成する隙間形成工程と、前記磁石収容孔に一対の前記磁石が収容された状態の前記コアが前記第1型と前記第2型とで挟まれるように前記第1型と前記第2型とを型締めする型締め工程と、型締めされた状態の前記第1型と前記第2型とで挟まれた前記コアの前記磁石収容孔に前記樹脂材を注入する注入工程と、を備えることを要旨とする。
【0007】
一般に、磁石(永久磁石)を用いた同期モータでは、ステータ側のコイルによって発生する交番磁束がロータ側の磁石を貫くため、磁石に大きな渦電流が発生して同期モータの損失が増大するという問題がある。この問題を解決するために、磁石を分割することによって渦電流の発生を抑制することが知られているが、分割した磁石同士が接触すると磁石に大きな渦電流が発生するおそれがある。この点、上記方法によれば、磁石収容孔に収容された一対の磁石を、一対の磁石同士の間に隙間を形成した状態で樹脂材によって固定することができる。このため、ロータを同期モータに用いた場合に、一対の磁石に発生する渦電流を抑制できる。
【0008】
上記課題を解決するロータの製造装置は、軸線方向に貫通して形成された磁石収容孔に一対の磁石が収容されたコアが前記軸線方向に対向して配置された第1型と第2型とで挟まれるように前記第1型と前記第2型とを型締めした状態で、前記磁石収容孔に樹脂材を注入して一対の前記磁石を固定することによりロータを製造するロータの製造装置であって、少なくとも前記第1型と前記第2型とで前記コアが挟まれるように前記第1型と前記第2型とを型締めした状態において、一対の前記磁石と接触することによって一対の前記磁石同士の間に隙間を形成する隙間形成部を備えることを要旨とする。
【0009】
一般に、磁石(永久磁石)を用いた同期モータでは、ステータ側のコイルによって発生する交番磁束がロータ側の磁石を貫くため、磁石に大きな渦電流が発生して同期モータの損失が増大するという問題がある。この問題を解決するために、磁石を分割することによって渦電流の発生を抑制することが知られているが、分割した磁石同士が接触すると磁石に大きな渦電流が発生するおそれがある。この点、上記構成によれば、磁石収容孔に収容された一対の磁石を、隙間形成部によって一対の磁石同士の間に隙間を形成した状態で樹脂材によって固定することができる。このため、ロータを同期モータに用いた場合に、一対の磁石に発生する渦電流を抑制できる。
【図面の簡単な説明】
【0010】
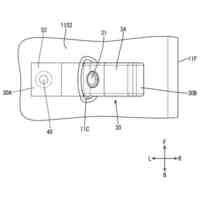
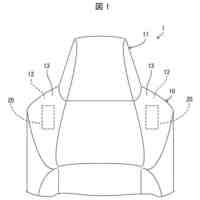
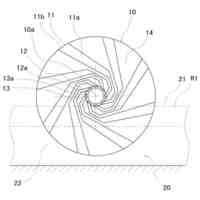
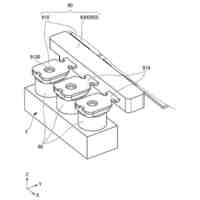
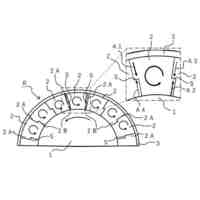
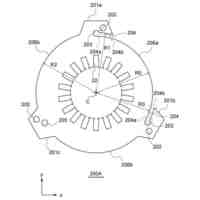
一実施形態のロータの製造方法によって製造されるロータの斜視図である。
図1のロータの断面図である。
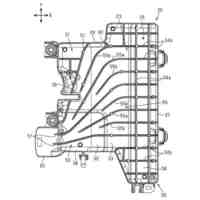
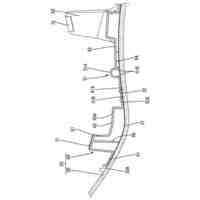
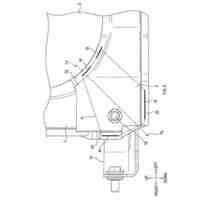
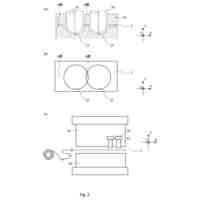
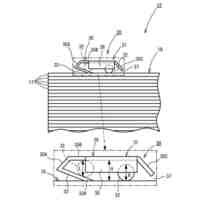
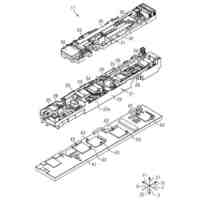
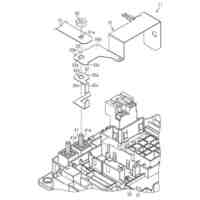
支持部材によって支持された状態のコアを型開きされた第1型と第2型との間に配置したときの状態を示す断面図である。
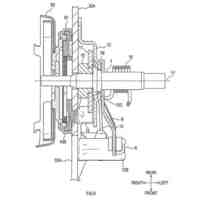
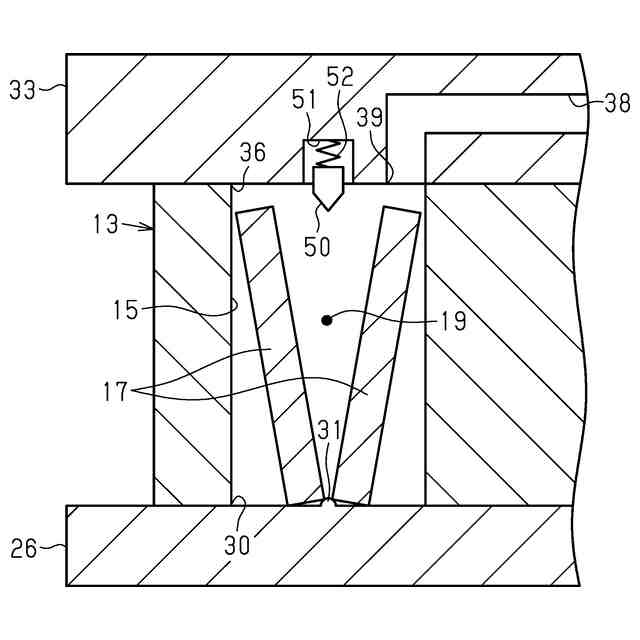
支持部材によって支持された状態のコアが第1型と第2型とによって挟まれるように第1型と第2型とを型締めしたときの状態を示す断面図である。
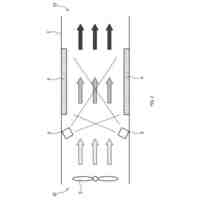
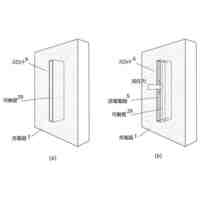
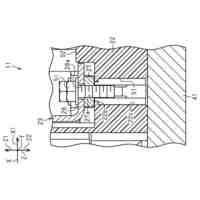
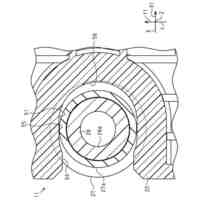
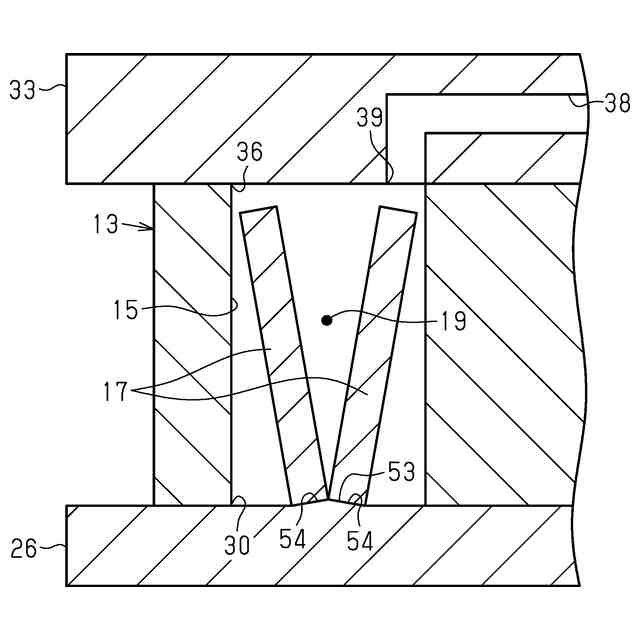
図3及び図4の要部拡大図である。
磁石の断面図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
変更例におけるロータの製造装置を示す要部拡大断面模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
乗物用ボード
5日前
トヨタ紡織株式会社
エアクリーナ
5日前
トヨタ紡織株式会社
乗物用シート
12日前
トヨタ紡織株式会社
クッションばね
5日前
トヨタ紡織株式会社
クッションばね
5日前
トヨタ紡織株式会社
クッションばね
5日前
トヨタ紡織株式会社
乗物用天井内装材
12日前
トヨタ紡織株式会社
スピーカ付きシート
9日前
トヨタ紡織株式会社
モータコアの製造装置
12日前
トヨタ紡織株式会社
自動車シート用冷却装置
9日前
トヨタ紡織株式会社
乗物用シートの構成部材
9日前
トヨタ紡織株式会社
乗物シート用バックフレーム
5日前
トヨタ紡織株式会社
積層体分離装置および積層体分離方法
6日前
トヨタ紡織株式会社
被覆構造体および被覆構造体の成形型
12日前
個人
静電モータ
5日前
個人
通電確認器具
12日前
株式会社アイシン
制御装置
14日前
株式会社ExH
接触ユニット
9日前
株式会社アイシン
車両用駆動装置
5日前
トヨタ自動車株式会社
積層コア
5日前
株式会社高砂製作所
力率改善回路
9日前
株式会社豊田自動織機
回転電機のロータ
5日前
日産自動車株式会社
ロータ
5日前
株式会社豊田自動織機
回転電機のロータ
12日前
住友電装株式会社
電気接続箱
9日前
住友電装株式会社
電気接続箱
13日前
住友電装株式会社
電気接続箱
12日前
住友電装株式会社
電気接続箱
13日前
住友電装株式会社
電気接続箱
13日前
アズビル株式会社
配線確認システム
5日前
トヨタ自動車株式会社
電動車両
12日前
富士電機株式会社
電力変換装置
12日前
株式会社ダイヘン
電力システム
9日前
株式会社ダイヘン
電力システム
9日前
ダイハツ工業株式会社
クレードル装置
12日前
本田技研工業株式会社
回転電機
12日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ