TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179218
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023097887
出願日
2023-06-14
発明の名称
品質管理システム
出願人
株式会社日立製作所
代理人
弁理士法人磯野国際特許商標事務所
主分類
B21B
37/00 20060101AFI20241219BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延材の長手方向に対して複数の品質項目を統合して管理できる圧延材の品質管理システムを提供する。
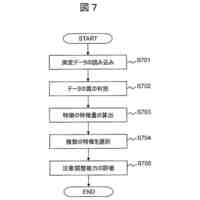
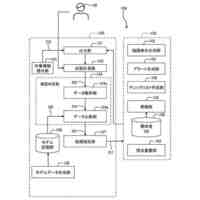
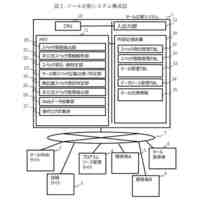
【解決手段】熱間圧延された圧延材の品質を管理する品質管理システムであって、圧延材の計測品質データと制御データと圧延材の基本情報とを取得する圧延材データ取得部と、記計測品質データを圧延材の長手方向の位置毎の計測品質データに変換する計測品質変換部と、制御データから長手方向の位置毎の計算品質データを求める計算品質算出部と、計測品質データと計算品質データを統合して長手方向の位置をキーとして圧延材毎に品質情報を、品質情報保存部に保存する品質情報統合部と、品質情報保存部に保存された品質情報と品質基準保存部に保存している品質に関する基準である品質基準に基づいて圧延材の長手方向の位置毎に品質等級を評価する品質等級評価部と、品質等級の評価結果を表示する品質管理入出力部と、を備える。
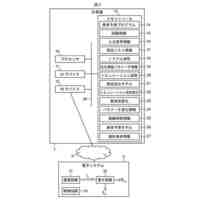
【選択図】図16
特許請求の範囲
【請求項1】
熱間圧延された圧延材の品質を管理する品質管理システムであって、
熱間圧延ラインに備えられたセンサから検出した圧延材の計測品質データと、前記熱間圧延ラインの動作情報からなる制御データと、前記圧延材の基本情報とを取得する圧延材データ取得部と、
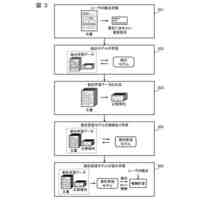
前記計測品質データを前記圧延材の長手方向の位置毎の計測品質データに変換する計測品質変換部と、
前記制御データから長手方向の位置毎の計算品質データを求める計算品質算出部と、
前記計測品質データと前記計算品質データを統合して長手方向の位置をキーとして前記圧延材毎に品質情報を、品質情報保存部に保存する品質情報統合部と、
前記品質情報保存部に保存された品質情報と品質基準保存部に保存している品質に関する基準である品質基準に基づいて圧延材の長手方向の位置毎に品質等級を評価する品質等級評価部と、
前記品質等級の評価結果を表示部に表示する品質保証入出力部と、を備える
ことを特徴とする品質管理システム。
続きを表示(約 470 文字)
【請求項2】
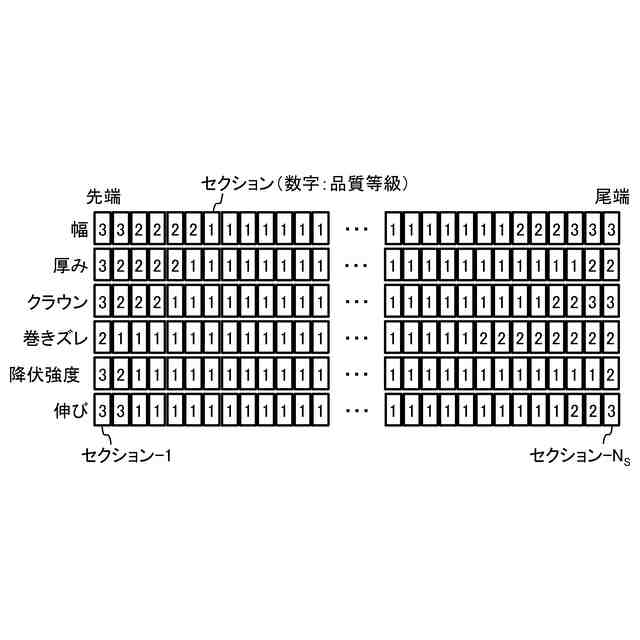
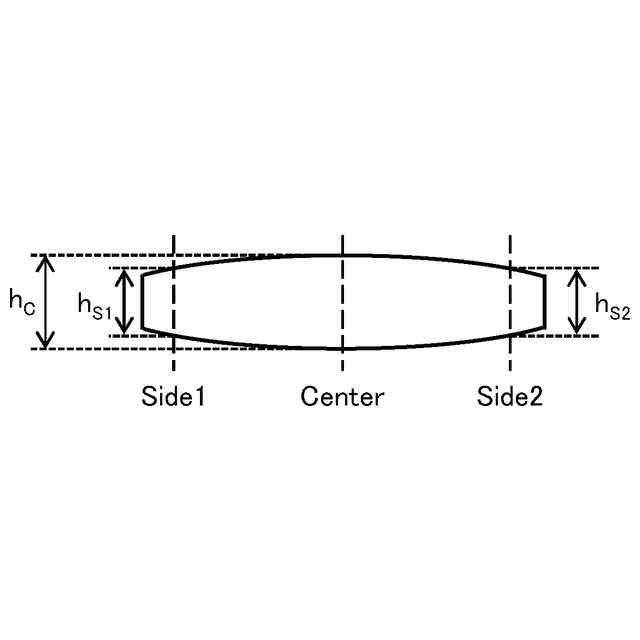
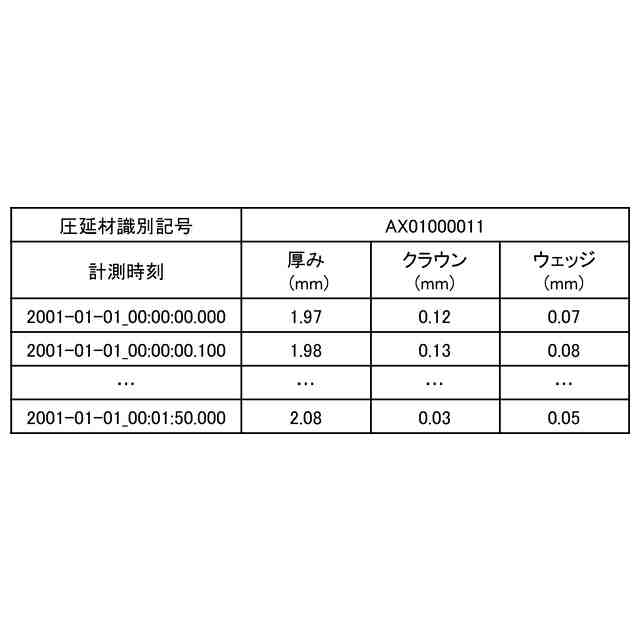
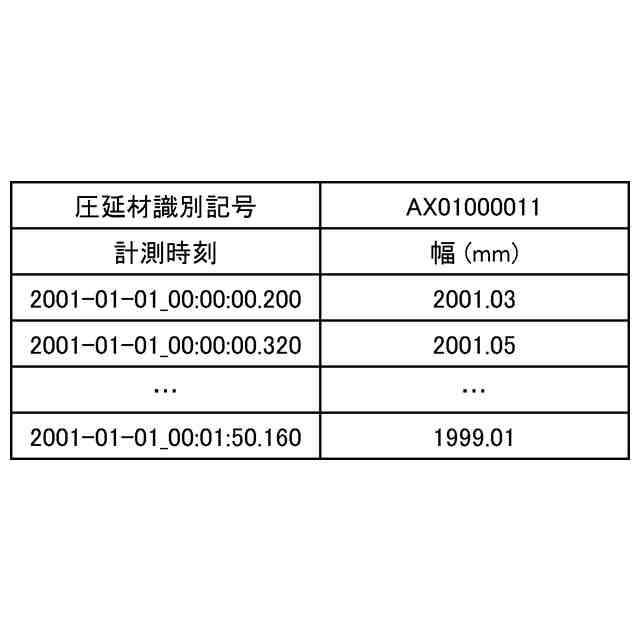
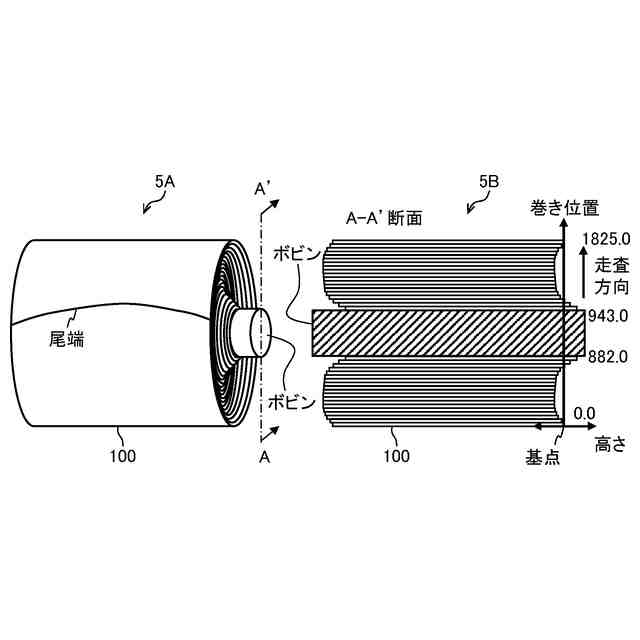
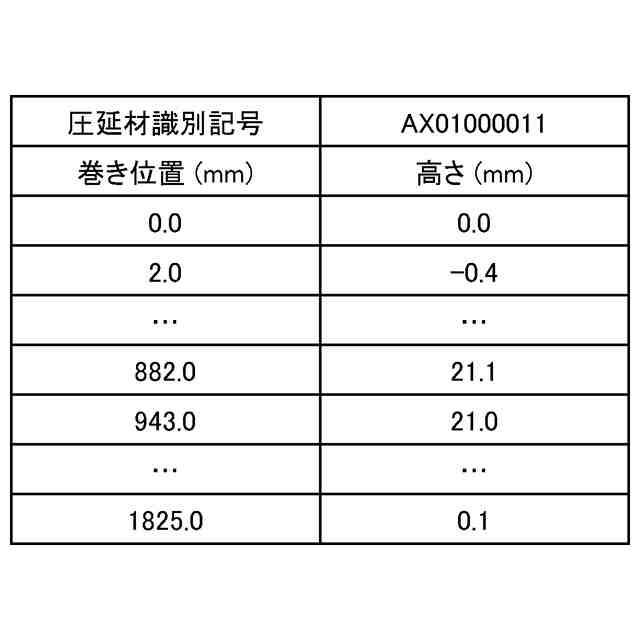
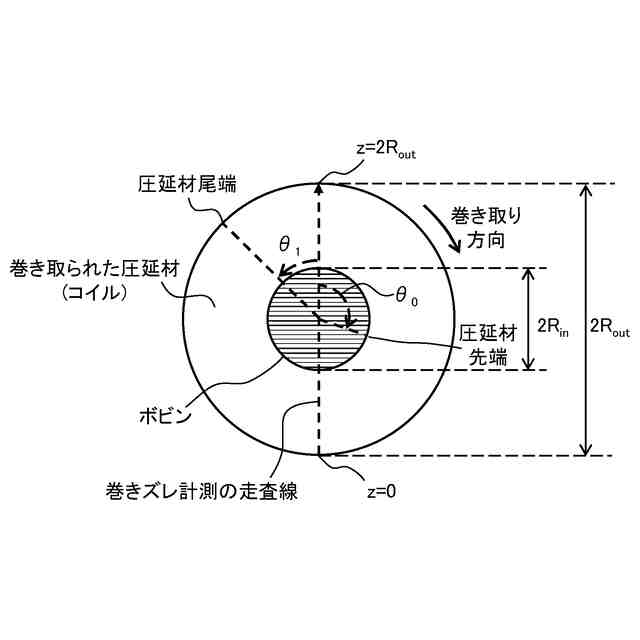
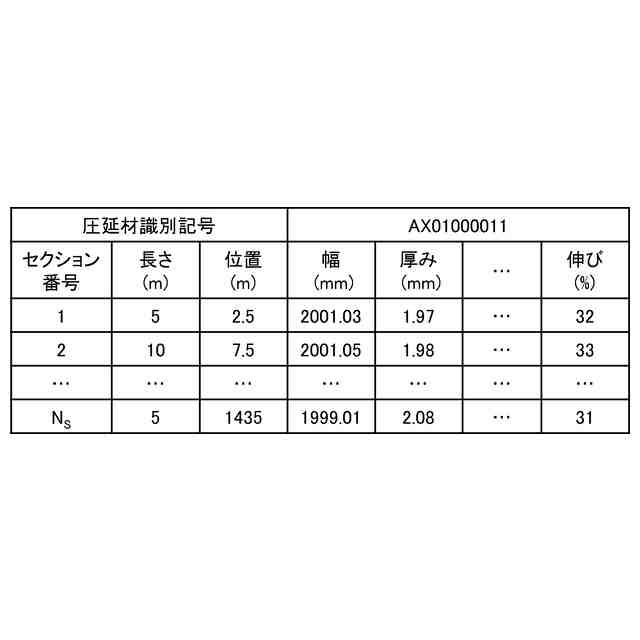
前記計測品質データは、圧延材の幅、厚み、クラウン、ウェッジ、巻きズレの少なくても1つを含むことを特徴とする請求項1に記載の品質管理システム。
【請求項3】
前記計算品質データは、圧延材の降伏強度、引張強度、伸びの少なくても1つを含む
ことを特徴とする請求項1に記載の品質管理システム。
【請求項4】
前記品質保証入出力部は、圧延材全長に亘り、前記品質等級評価部で評価されたひとつ又は複数の品質項目に対する等級を前記表示部に表示する
ことを特徴とする請求項1に記載の品質管理システム。
【請求項5】
前記品質管理システムは、さらに、
複数の切り出し案毎に得られる圧延材の長さと品質等級を評価する切り出し案評価部を備えることを特徴とする請求項1に記載の品質管理システム。
【請求項6】
前記品質保証入出力部は、複数の切り出し案毎に得られる圧延材の長さと品質等級を前記表示部に表示することを特徴とする請求項5に記載の品質管理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延材の品質管理に用いる技術に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
熱間圧延分野では、初期温度1200℃前後のスラブを10回以上圧延して、長さ400~2000mの圧延材を製造する。圧延材の製品はその全長に亘って所定品質を満たすことが求められる。
【0003】
特許文献1は、組織・材質モデルの算出値と注文情報に基づいて、組織・材質仕様を満するか否かを判定し、判定結果が当該組織・材質仕様を満たしていない場合、注文データベースを検索し当該圧延材に引き当て可能な注文情報を引き当てる技術を開示している。特許文献1によれば、この技術を用いることで、顧客の要求する組織・材質仕様を満たす製品を効率よく製造することが可能になる。
【0004】
特許文献2は、組織情報センサと機械的性質予測手段を備え、機械的性質予測手段によって予測された機械的性質を、圧延材に対して予め設定された機械的性質の許容範囲と比較して、圧延材の材質の良否を判定し、その判定結果を圧延材の長手方向における位置情報と関連付けて記録し、記録内容にも同いて圧延材の切除部の長さを決定する技術を開示している。特許文献2によれば、この技術を用いることで、圧延材を切り落とす部分の最適化を図ることができ、圧延材の長手方向に材質にばらつきが発生した場合でも、出荷の歩留りを大幅に向上させることが可能になる。
【先行技術文献】
【特許文献】
【0005】
特開2008―168320号公報
特開2009-166087号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の技術は、圧延材の全体を一体として組織・材質の注文仕様に対する合否を判定するため、圧延材の組織・材質のばらつきによって製品の一部でも仕様を満たしていない場合でも、圧延材の全体を当初注文より低級の製品として出荷するか廃棄することになる恐れがある。
【0007】
特許文献2の技術は、材質の良否判定結果を圧延材の長手方向における位置情報と関連付けて記録し、該記録に基づいて切除部の長さを決定することで、特許文献1の上記課題を解決している。ただし、仕様に対する良否判定を基に画一的に切除部の長さを決定するため、過度な切除処理による資源とエネルギーの無駄が増える可能性がある。
【0008】
更に、特許文献1の技術は組織・材質以外の品質項目が考慮されていないため、圧延材が組織・材質仕様を満たすと判定された場合でも、他の品質項目を満たしてない可能性がある。
【0009】
特許文献2の技術は、材質の他に、温度、圧延材の厚み、圧延材の幅、圧延材の形状などの品質と組み合わせて判定することもできると述べている。しかし、複数の品質の組合せが可能とするだけに止まり、複数の品質を組み合わせた時に切除部の長さを決定する方法は全く開示されていない。
【0010】
以上を鑑みて、本発明は圧延材の長手方向に対して複数の品質項目を統合して管理できる圧延材の品質管理システムを提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日立製作所
流体置換装置
17日前
株式会社日立製作所
異常検知装置
17日前
株式会社日立製作所
電力変換装置
9日前
株式会社日立製作所
搬送量算出方法
16日前
株式会社日立製作所
生体検知システム
16日前
株式会社日立製作所
中継要否決定装置
9日前
株式会社日立製作所
品質管理システム
9日前
株式会社日立製作所
エネルギー管理装置
16日前
株式会社日立製作所
情報処理装置及び方法
11日前
株式会社日立製作所
学習装置、及び学習方法
9日前
株式会社日立製作所
診断装置および診断方法
11日前
株式会社日立製作所
軌条車両用空気調和装置
9日前
株式会社日立製作所
決定システム及び決定方法
9日前
株式会社日立製作所
情報処理装置、及び推定方法
16日前
株式会社日立製作所
行動分析装置及び行動分析方法
16日前
株式会社日立製作所
検査支援装置及び検査支援方法
11日前
株式会社日立製作所
設計支援装置及び設計支援方法
9日前
株式会社日立製作所
作業支援装置および作業支援方法
9日前
株式会社日立製作所
集配管理システムおよび集配管理方法
9日前
株式会社日立製作所
中継地点決定装置及び中継地点決定方法
9日前
株式会社日立製作所
サービス管理装置及びサービス管理方法
9日前
株式会社日立製作所
ケミカルリサイクルルート作成システム
9日前
株式会社日立製作所
ツール比較システム及びツール比較方法
9日前
株式会社日立製作所
遺伝子分析方法および遺伝子分析キット
9日前
株式会社日立製作所
文書の要約を生成するシステムおよび方法
10日前
株式会社日立製作所
中継要否決定装置および中継要否決定方法
9日前
株式会社日立製作所
生成装置、生成方法および生成プログラム
9日前
株式会社日立製作所
乗客コンベア、及び、乗客コンベアの油受
10日前
株式会社日立製作所
推測装置、推測方法、及び推測プログラム
16日前
株式会社日立製作所
電力需給管理システム及び電力需給管理方法
9日前
株式会社日立製作所
中継ポート運用装置及び中継ポート運用方法
9日前
株式会社日立製作所
計算機システム及び推論の不確実性判定方法
9日前
株式会社日立製作所
計算機、寿命予測方法、寿命予測プログラム
9日前
株式会社日立製作所
運転方法提案装置、並びに運転方法提案方法
9日前
株式会社日立製作所
生産計画装置、生産計画方法およびプログラム
9日前
株式会社日立製作所
観測計画立案支援装置、方法、およびプログラム
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ