TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178901
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2024070932
出願日
2024-04-24
発明の名称
穴加工装置の異常診断装置、異常診断方法及び異常診断プログラム
出願人
三菱重工業株式会社
代理人
SSIP弁理士法人
主分類
B23Q
17/09 20060101AFI20241218BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具の摩耗に伴うライフルマーク発生のような異常を診断する。
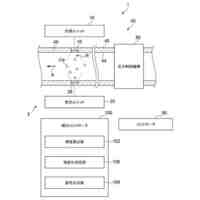
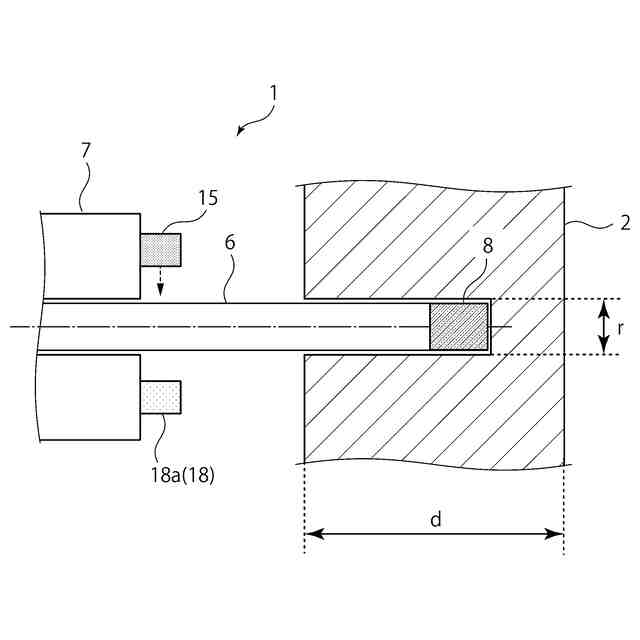
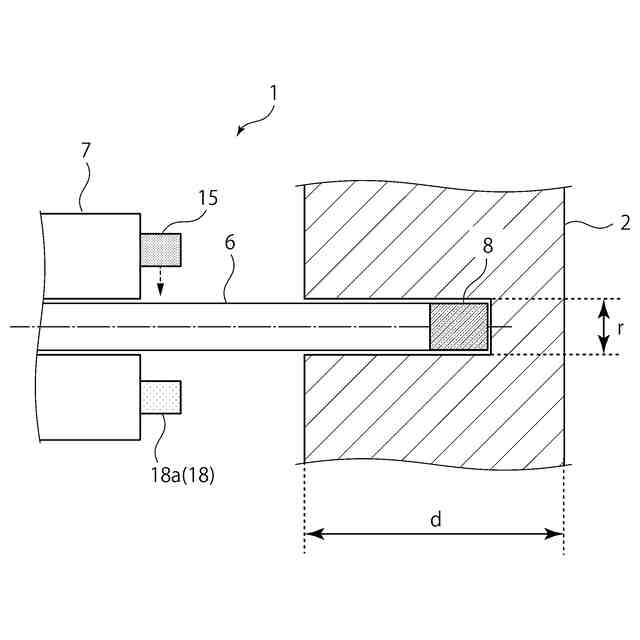
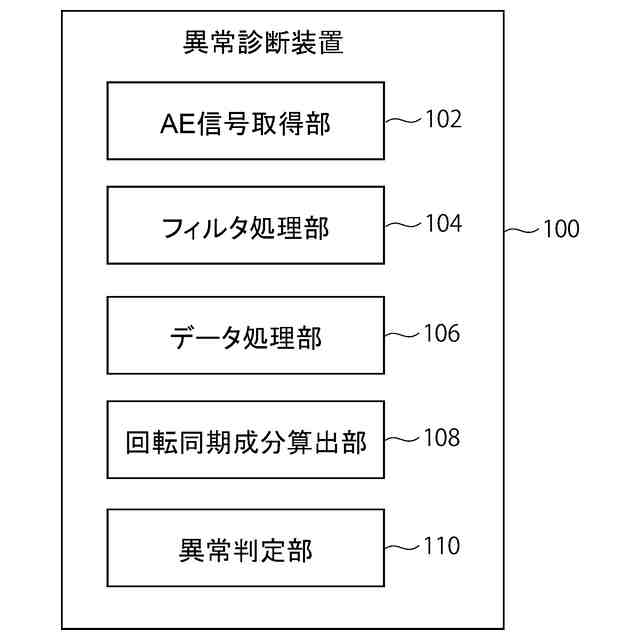
【解決手段】穴加工装置は、加工対象物に穴を形成するために回転可能な少なくとも1つの工具を備える。異常診断装置は、加工対象物又は工具の少なくとも一方に設けられる少なくとも1つのAEセンサからAE信号を取得する。AE信号の位相情報に基づいて、工具の異常が判定される。
【選択図】図1
特許請求の範囲
【請求項1】
加工対象物に穴を形成するために回転可能な少なくとも1つの工具を備える穴加工装置の異常診断装置であって、
前記加工対象物又は前記工具の少なくとも一方に設けられる少なくとも1つのAEセンサからAE信号を取得するためのAE信号取得部と、
前記AE信号の位相情報に基づいて、前記工具の異常を判定するための異常判定部と、
を備える、穴加工装置の異常診断装置。
続きを表示(約 980 文字)
【請求項2】
前記位相情報は、前記AE信号のうち、前記少なくとも1つの工具の回転周波数に対して整数倍の同期周波数を有する少なくとも1つの回転同期成分の位相の時間的変化を含む、請求項1に記載の穴加工装置の異常診断装置。
【請求項3】
前記異常判定部は、異なる前記同期周波数に対応する前記回転同期成分ごとに前記異常を判定する、請求項2に記載の穴加工装置の異常診断装置。
【請求項4】
前記回転同期成分は、前記AE信号に包絡線処理を実施することにより抽出された振動の変動をフーリエ変換することにより求められる、請求項2に記載の穴加工装置の異常診断装置。
【請求項5】
前記包絡線処理は、所定の周波数帯域を通過帯域とするバンドパスフィルタが適用された前記AE信号に対して実施される、請求項4に記載の穴加工装置の異常診断装置。
【請求項6】
前記異常判定部は、前記位相の時間的変化を表示するための表示部を含む、請求項2に記載の穴加工装置の異常診断装置。
【請求項7】
前記異常判定部は、前記位相の時間的変化について求められる近似線に対する前記位相の時間的変化に含まれる各データの乖離度の大きさを示す評価指標が予め設定された閾値以下になった場合に、前記異常が有ると判定する、請求項2に記載の穴加工装置の異常診断装置。
【請求項8】
前記異常判定部は、前記位相の時間的変化に含まれる互いに異なる時刻に対応する第1位相データ及び第2位相データとの位相差を算出し、
前記位相差の所定期間における集中度が、予め設定された閾値以上になった場合に、前記異常が有ると判定する、請求項2に記載の穴加工装置の異常診断装置。
【請求項9】
前記第1位相データは現時刻に対応する位相データであり、
前記第2位相データは前記第1位相データより前の時刻に対応する位相データである、請求項8に記載の穴加工装置の異常診断装置。
【請求項10】
前記集中度は、前記位相差の時間的変化のうち最新データから予め設定された個数のデータに基づいて逐次算出される、請求項8又は9に記載の穴加工装置の異常診断装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、穴加工装置の異常診断装置、異常診断方法及び異常診断プログラムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
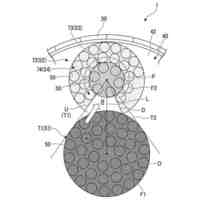
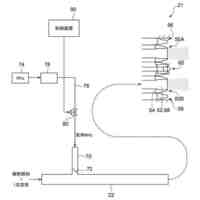
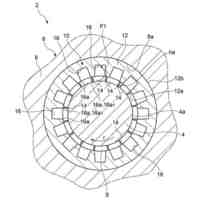
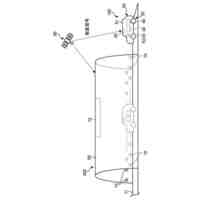
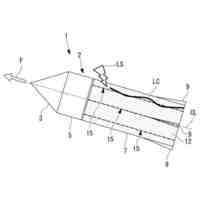
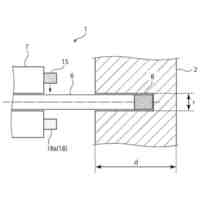
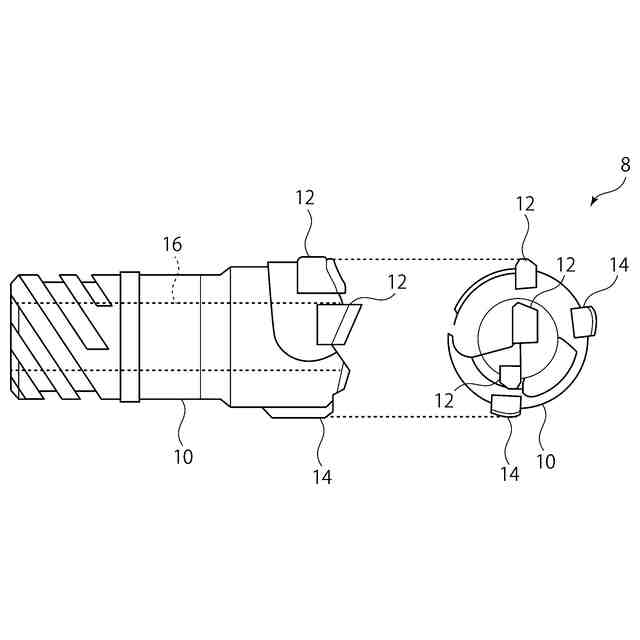
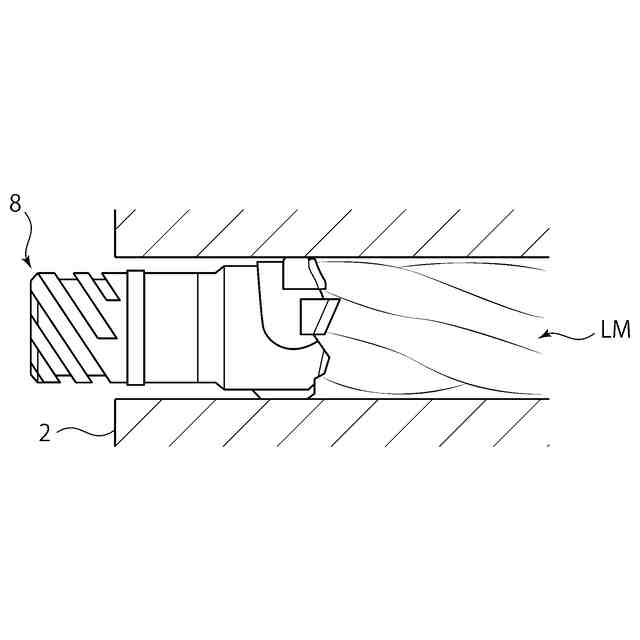
十分な厚さを有する加工対象物に対して、深穴を形成するための深穴切削加工(BTA加工)が知られている。深穴切削加工では、切削するための切り刃や、その周囲をガイドするためのガイドパッドが設けられた工具を回転させながら加工対象物を掘り進めることで、厚さ方向に沿った深穴を形成可能である。
【0003】
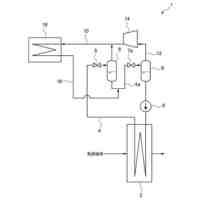
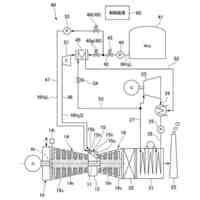
このような深穴切削加工の加工対象物として、例えば、加圧水型原子炉(PWR)に用いられる蒸気発生器に用いられる管板がある。特許文献1には、この種の蒸気発生器の一例が開示されており、その一構成要素として、原子炉によって加熱された一次冷却水の熱交換対象である二次冷却水が流れるU字管を支持するための管板が示されている。管板は、十分な厚さを有する板状部材に対して深穴切削加工によって多数の穴が形成されることで構成されており、これらの穴には、二次冷却水が流れる多数のU字管が貫通するように挿入される。
【先行技術文献】
【特許文献】
【0004】
特開2014-106048号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
深穴切削加工に用いられる工具には、前述のように切り刃やガイドパッドが設けられる。工具が繰り返し使用されると、これらの切り刃やガイドパッドの摩耗が進行することにより、ライフルマークと称される加工痕が発生することがある。加工痕は摩耗が進行するに従って大きくなり、その大きさが許容値を超えると、加工のやり直しや不良品の発生等、生産性の低下の要因になる可能性がある。従来、このようなライフルマークの発生による生産性低下を防止するために、加工実施後に工具を検査し、その検査結果に応じて工具を比較的早いサイクルで交換する運用をとっているが、工具の交換頻度が増えることにより、コスト増を招いている。
【0006】
本開示の少なくとも一実施形態は上述の事情に鑑みなされたものであり、工具の摩耗に伴うライフルマーク発生のような異常を好適に診断可能な穴加工装置の異常診断装置、異常診断方法及び異常診断プログラムを提供することを目的とする。
【課題を解決するための手段】
【0007】
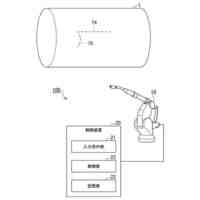
本開示の少なくとも一実施形態に係る穴加工装置の異常診断装置は、上記課題を解決するために、
加工対象物に穴を形成するために回転可能な少なくとも1つの工具を備える穴加工装置の異常診断装置であって、
前記加工対象物又は前記工具の少なくとも一方に設けられる少なくとも1つのAEセンサからAE信号を取得するためのAE信号取得部と、
前記AE信号の位相情報に基づいて、前記工具の異常を判定するための異常判定部と、
を備える。
【0008】
本開示の少なくとも一実施形態に係る穴加工装置の異常診断方法は、上記課題を解決するために、
加工対象物に穴を形成するために回転可能な少なくとも1つの工具を備える穴加工装置の異常診断方法であって、
前記加工対象物又は前記工具の少なくとも一方に設けられる少なくとも1つのAEセンサからAE信号を取得する工程と、
前記AE信号の位相情報に基づいて、前記工具の異常を判定する工程と、
を備える。
【0009】
本開示の少なくとも一実施形態に係る穴加工装置の異常診断プログラムは、上記課題を解決するために、
加工対象物に穴を形成するために回転可能な少なくとも1つの工具を備える穴加工装置の異常診断プログラムであって、
コンピュータ装置に、
前記加工対象物又は前記工具の少なくとも一方に設けられる少なくとも1つのAEセンサからAE信号を取得する工程と、
前記AE信号の位相情報に基づいて、前記工具の異常を判定する工程と、
を実行可能である。
【発明の効果】
【0010】
本開示の少なくとも一実施形態によれば、工具の摩耗に伴うライフルマーク発生のような異常を好適に診断可能な穴加工装置の異常診断装置、異常診断方法及び異常診断プログラムを提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
装甲車
今日
三菱重工業株式会社
真空成形方法
今日
三菱重工業株式会社
複合材の接着方法
14日前
三菱重工業株式会社
攪拌翼及び攪拌装置
今日
三菱重工業株式会社
熱回収利用システム
21日前
三菱重工業株式会社
原子炉格納容器冷却装置
21日前
三菱重工業株式会社
燃焼器及びガスタービン
14日前
三菱重工業株式会社
払出システム及び払出方法
今日
三菱重工業株式会社
バーナ及びボイラ並びに燃焼方法
今日
三菱重工業株式会社
管理方法、管理装置及びプログラム
今日
三菱重工業株式会社
回転機械用シール装置及び回転機械
1日前
三菱重工業株式会社
計測装置、計測方法およびプログラム
21日前
三菱重工業株式会社
制御装置、脱硝装置、および、ボイラ設備
21日前
三菱重工業株式会社
測位システム、車両運転試験装置及び移動体
14日前
三菱重工業株式会社
制御装置、ロボット溶接システム及び溶接方法
今日
三菱重工業株式会社
ロケットの耐雷構造及びこれを備えたロケット
今日
三菱重工業株式会社
異常診断装置、異常診断方法、及びプログラム
21日前
三菱重工業株式会社
ロックホッパの運転方法、および固体移動装置
15日前
三菱重工業株式会社
相変化検出装置、および、液化ガス供給システム
今日
三菱重工業株式会社
鉄損推定装置、鉄損推定方法、及び鉄損特性作成方法
16日前
三菱重工業株式会社
購入支援装置、購入支援方法、及び購入支援プログラム
16日前
三菱重工業株式会社
検出器の案内装置および燃料内装物押え装置並びに原子炉
14日前
三菱重工業株式会社
廃棄物処理システム及びこの廃棄物処理システムの運転方法
今日
三菱重工業株式会社
穴加工装置の異常診断装置、異常診断方法及び異常診断プログラム
15日前
三菱重工業株式会社
ガスタービンシステム
21日前
三菱重工業株式会社
ガスタービンシステム
2日前
三菱重工業株式会社
監視装置、ネットワーク監視システム、船舶、監視方法および監視プログラム
2日前
三菱重工業株式会社
ガスタービンの燃料供給装置、及び、ガスタービンの燃料供給装置の制御方法
21日前
三菱重工業株式会社
クリアランス推定装置、クリアランス推定方法、及びクリアランス特性作成方法
16日前
三菱重工業株式会社
統合監視装置、統合監視システム、船舶、統合監視方法、及び統合監視プログラム
21日前
三菱重工業株式会社
線源推定方法、線量低減対策評価方法、画像再現方法、線源推定装置及びプログラム
今日
三菱重工業株式会社
ロケットの耐雷構造及びこれを備えたロケット並びにロケットの耐雷構造の製造方法
今日
三菱重工業株式会社
ガスの吸収特性測定装置、温度計測装置、濃度比計測装置及びガスの吸収特性測定方法
14日前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ