TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001729
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023101366
出願日
2023-06-21
発明の名称
真空成形方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
51/10 20060101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
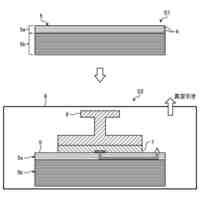
【課題】強度及び破壊靭性の低下を抑制しつつ、成形材料を好適に真空成形することができる真空成形方法を提供する。
【解決手段】熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、曲げ治具を用いて前記成形材料を曲げ加工するステップと、曲げ加工された前記成形材料を前記成形型に配置し、前記成形型に倣った形状に前記成形材料を真空成形するステップと、を実行する。前記成形材料を曲げ加工するステップでは、前記曲げ治具を用いて前記成形材料を一次元方向において変形させ、前記成形材料を真空成形するステップでは、前記成形型を用いて前記成形材料を二次元方向において変形させる。
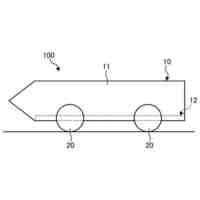
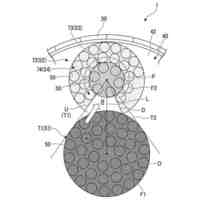
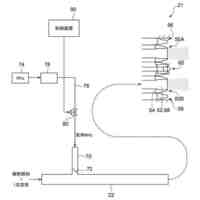
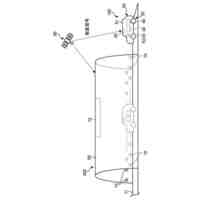
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、
曲げ治具を用いて前記成形材料を曲げ加工するステップと、
曲げ加工された前記成形材料を前記成形型に配置し、前記成形型に倣った形状に前記成形材料を真空成形するステップと、を実行する真空成形方法。
続きを表示(約 990 文字)
【請求項2】
前記成形材料を曲げ加工するステップでは、前記曲げ治具を用いて前記成形材料を一次元方向において変形させ、
前記成形材料を真空成形するステップでは、前記成形型を用いて前記成形材料を二次元方向において変形させる請求項1に記載の真空成形方法。
【請求項3】
前記曲げ治具を用いて曲げ加工された前記成形材料の曲率と、前記成形型を用いて真空成形された前記成形材料の曲率とは、同じ曲率となる請求項1に記載の真空成形方法。
【請求項4】
前記成形材料を真空成形するステップでは、前記成形材料と前記成形型との間に熱媒体を充填し、前記成形材料の縁部に前記熱媒体を流動させて、前記成形材料を真空成形する請求項1に記載の真空成形方法。
【請求項5】
前記成形材料を真空成形するステップでは、前記成形材料の初期の成形温度が、測定周波数1Hzにおける動的粘弾性試験により取得したガラス転移温度以下となっており、前記初期の成形温度から前記成形材料を冷却する冷却速度が、0.4K/min以下となっている請求項1に記載の真空成形方法。
【請求項6】
前記成形材料を真空成形するステップでは、真空成形時において加圧される前記成形材料への圧力が段階的に昇圧される請求項5に記載の真空成形方法。
【請求項7】
熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、
前記成形材料と前記成形型との間に熱媒体を充填して前記成形材料を前記成形型に配置し、前記成形材料の縁部に前記熱媒体を流動させて、前記成形型に倣った形状に前記成形材料を真空成形するステップを実行する真空成形方法。
【請求項8】
熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、
前記成形材料を前記成形型に配置し、前記成形型に倣った形状に前記成形材料を真空成形するステップを実行し、
前記成形材料を真空成形するステップでは、前記成形材料の初期の成形温度が、測定周波数1Hzにおける動的粘弾性試験により取得したガラス転移温度以下となっており、前記初期の成形温度から前記成形材料を冷却する冷却速度が、0.4K/min以下となっている真空成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、真空成形方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、成形面を有する金型に、軟化状態の樹脂シートを負圧で吸引して押し付けることで真空成形する真空成形方法が知られている(例えば、特許文献1参照)。この真空成形方法では、成形面の裏面に形成された空間に冷却媒体を供給して、成形面を冷却する真空成型用金型が用いられている。
【先行技術文献】
【特許文献】
【0003】
特開平10-193449号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のような真空成形方法では、樹脂シート等の成形材料が、成形型を用いて真空成形される。このとき、成形材料は、成形型と離れた部位が過剰に延伸されてしまうことで、過延伸された成形後の部位の強度及び破壊靭性が低下してしまう。
【0005】
そこで、本開示は、強度及び破壊靭性の低下を抑制しつつ、成形材料を好適に真空成形することができる真空成形方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
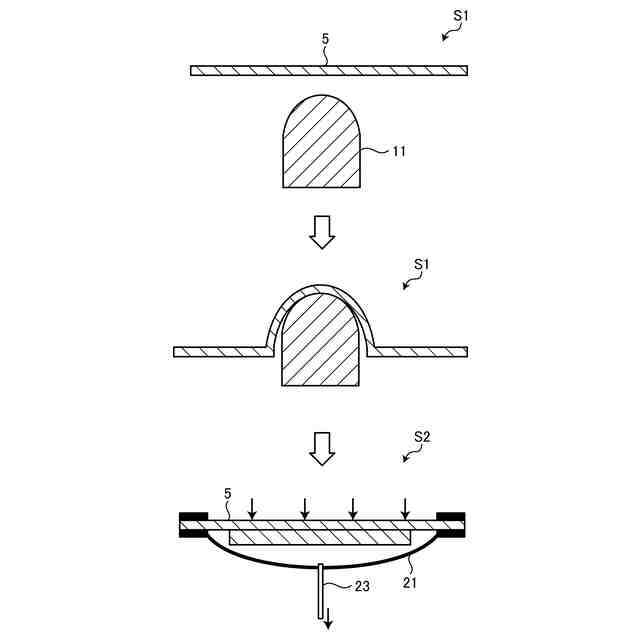
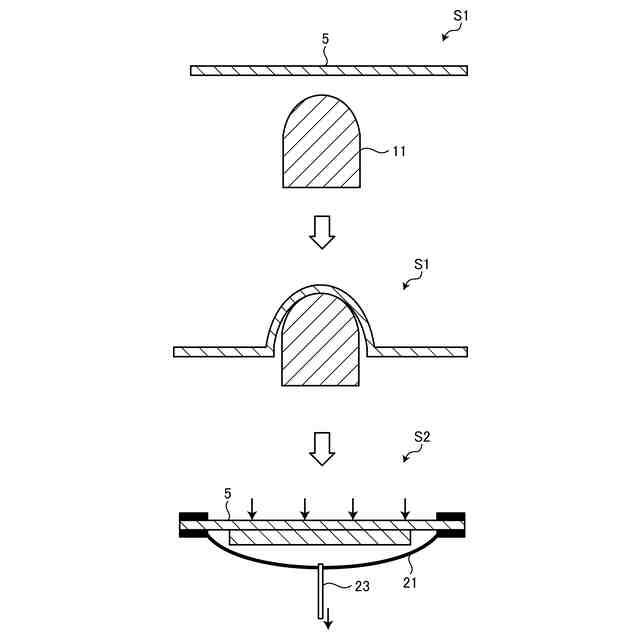
本開示の真空成形方法は、熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、曲げ治具を用いて前記成形材料を曲げ加工するステップと、曲げ加工された前記成形材料を前記成形型に配置し、前記成形型に倣った形状に前記成形材料を真空成形するステップと、を実行する。
【0007】
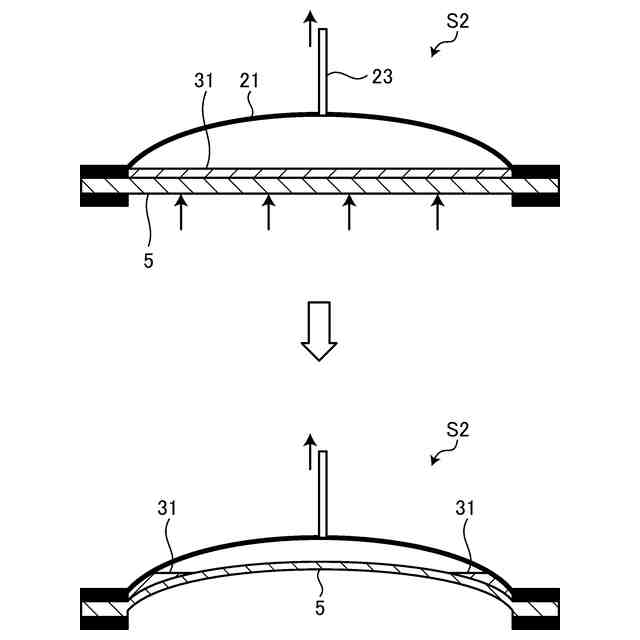
本開示の他の真空成形方法は、熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、前記成形材料と前記成形型との間に熱媒体を充填して前記成形材料を前記成形型に配置し、前記成形材料の縁部に前記熱媒体を流動させて、前記成形型に倣った形状に前記成形材料を真空成形するステップを実行する。
【0008】
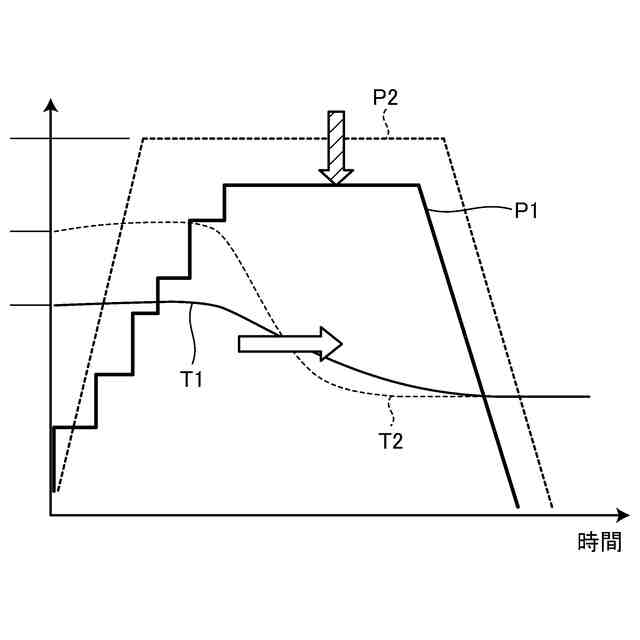
本開示の他の真空成形方法は、熱可塑性樹脂を含む成形材料を加熱し、成形型を用いて真空成形する真空成形方法において、前記成形材料を前記成形型に配置し、前記成形型に倣った形状に前記成形材料を真空成形するステップを実行し、前記成形材料を真空成形するステップでは、前記成形材料の初期の成形温度が、測定周波数1Hzにおける動的粘弾性試験により取得したガラス転移温度以下となっており、前記初期の成形温度から前記成形材料を冷却する冷却速度が、0.4K/min以下となっている。
【発明の効果】
【0009】
本開示によれば、強度及び破壊靭性の低下を抑制しつつ、成形材料を好適に真空成形することができる。
【図面の簡単な説明】
【0010】
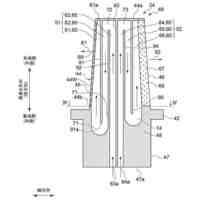
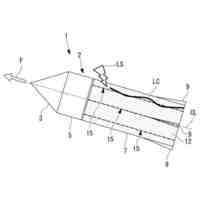
図1は、第一実施形態に係る真空成形方法に関する説明図である。
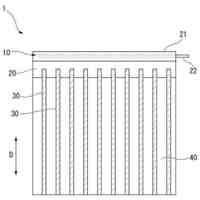
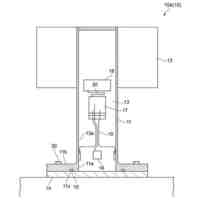
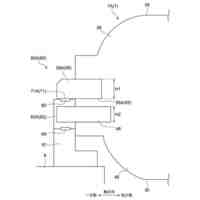
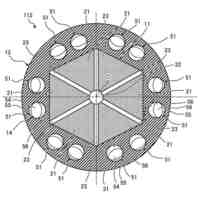
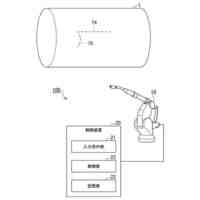
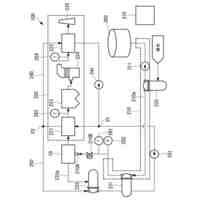
図2は、第二実施形態に係る真空成形方法に関する説明図である。
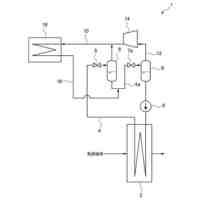
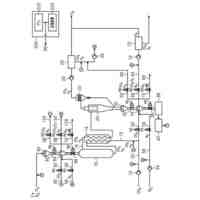
図3は、第三実施形態に係る真空成形方法において温度変化する成形材料のグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
装甲車
1日前
三菱重工業株式会社
蓄熱装置
29日前
三菱重工業株式会社
真空成形方法
1日前
三菱重工業株式会社
自重補償装置
29日前
三菱重工業株式会社
複合材の接着方法
15日前
三菱重工業株式会社
攪拌翼及び攪拌装置
1日前
三菱重工業株式会社
タービンケーシング
23日前
三菱重工業株式会社
熱回収利用システム
22日前
三菱重工業株式会社
原子炉格納容器冷却装置
22日前
三菱重工業株式会社
燃焼器及びガスタービン
15日前
三菱重工業株式会社
払出システム及び払出方法
1日前
三菱重工業株式会社
タービンケーシングユニット
23日前
三菱重工業株式会社
パネルの製造方法およびパネル
23日前
三菱重工業株式会社
タービン動翼及びガスタービン
24日前
三菱重工業株式会社
原子炉および原子炉の制御方法
23日前
三菱重工業株式会社
原子炉および原子炉の制御方法
23日前
三菱重工業株式会社
原子炉および原子炉の制御方法
23日前
三菱重工業株式会社
バーナ及びボイラ並びに燃焼方法
1日前
三菱重工業株式会社
回転機械用シール装置及び回転機械
2日前
三菱重工業株式会社
管理方法、管理装置及びプログラム
1日前
三菱重工業株式会社
計測装置、計測方法およびプログラム
22日前
三菱重工業株式会社
校正装置、校正方法、及びプログラム
29日前
三菱重工業株式会社
冷却システム、冷却方法、及びプログラム
29日前
三菱重工業株式会社
情報提供装置、情報提供方法、プログラム
29日前
三菱重工業株式会社
制御装置、脱硝装置、および、ボイラ設備
22日前
三菱重工業株式会社
測位システム、車両運転試験装置及び移動体
15日前
三菱重工業株式会社
炉心解析方法、炉心解析装置及びプログラム
29日前
三菱重工業株式会社
制御装置、ロボット溶接システム及び溶接方法
1日前
三菱重工業株式会社
異常診断装置、異常診断方法、及びプログラム
22日前
三菱重工業株式会社
ロックホッパの運転方法、および固体移動装置
16日前
三菱重工業株式会社
ロケットの耐雷構造及びこれを備えたロケット
1日前
三菱重工業株式会社
ボイラシステムおよびボイラシステムの運転方法
23日前
三菱重工業株式会社
相変化検出装置、および、液化ガス供給システム
1日前
三菱重工業株式会社
光学系の駆動装置及びビームプロファイル測定装置
29日前
三菱重工業株式会社
鉄損推定装置、鉄損推定方法、及び鉄損特性作成方法
17日前
三菱重工業株式会社
購入支援装置、購入支援方法、及び購入支援プログラム
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ