TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165726
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082153
出願日
2023-05-18
発明の名称
溶接部検査方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
主分類
G01N
33/207 20190101AFI20241121BHJP(測定;試験)
要約
【課題】異材溶接された溶接部材の溶接部におけるバタリング層の有無を確認できる溶接部検査方法を提供する。
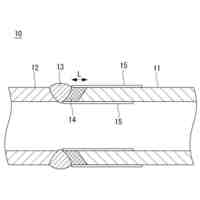
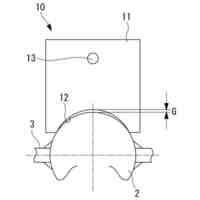
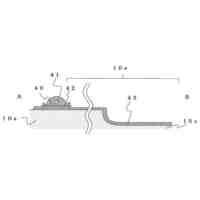
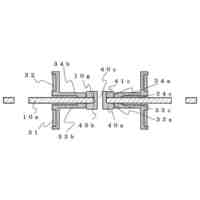
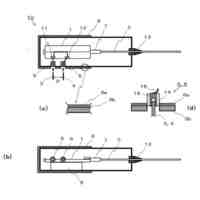
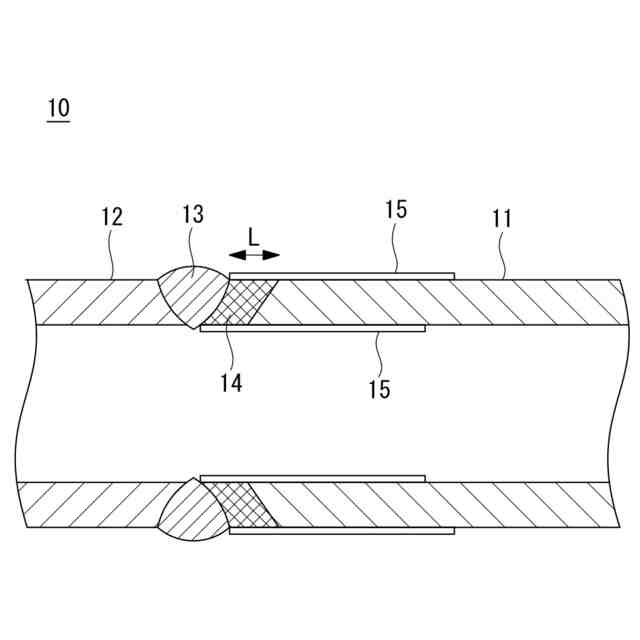
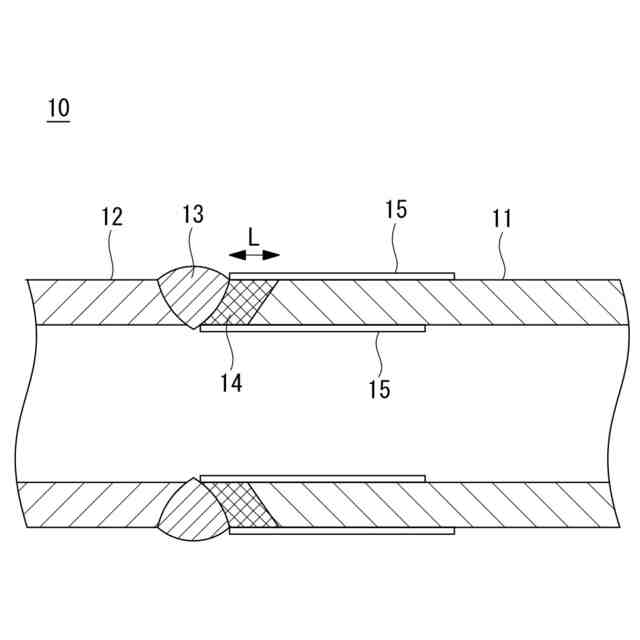
【解決手段】本開示に係る溶接部検査方法は、第1部材11の母材が炭素鋼または低合金鋼であり、第2部材12の母材が耐腐食合金であり、第1部材が、第1部材の母材よりもクロム含有量の高い溶接材料でバタリングされた後、第2部材と本溶接された溶接部材の溶接部検査方法であって、本溶接部13の第1部材側端部から、バタリングによりバタリング層が形成された領域14を超えるまでの範囲を含む溶接部材の表面を被検査領域15とし、被検査領域に硫酸銅水溶液を塗布し、硫酸銅水溶液を塗布した被検査領域における析出銅による着色を確認し、析出銅により最も強く着色された着色領域と、本溶接部との間に、析出銅による着色が現れない領域または着色領域よりも析出銅色が薄い領域が存在するか否かをもって、バタリング層の有無を判定する。
【選択図】図2
特許請求の範囲
【請求項1】
第1部材の母材が炭素鋼または低合金鋼であり、
第2部材の母材が耐腐食合金であり、
前記第1部材が、前記第1部材の母材よりもクロム含有量の高い溶接材料でバタリングされた後、前記第2部材と本溶接された溶接部材の溶接部検査方法であって、
本溶接部の第1部材側端部から、前記バタリングによりバタリング層が形成された領域を超えるまでの範囲を含む前記溶接部材の表面を被検査領域とし、
前記被検査領域に硫酸銅水溶液を塗布し、
前記硫酸銅水溶液を塗布した前記被検査領域における析出銅による着色を確認し、
前記析出銅により最も強く着色された着色領域と、前記本溶接部との間に、前記析出銅による着色が現れない領域または前記着色領域よりも析出銅色が薄い領域が存在するか否かをもって、バタリング層の有無を判定する溶接部検査方法。
続きを表示(約 190 文字)
【請求項2】
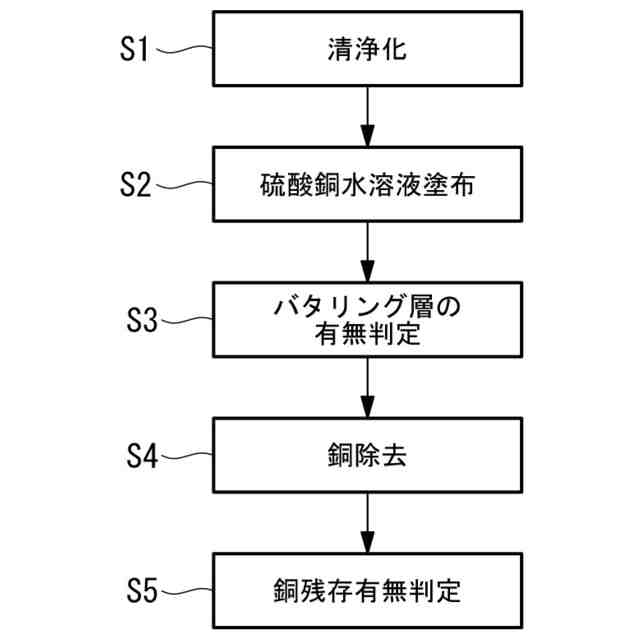
前記硫酸銅水溶液の塗布前に、前記被検査領域を清浄化し、
前記バタリング層の有無を判定した後に、前記被検査領域から銅を除去する請求項1に記載の溶接部検査方法。
【請求項3】
前記析出銅の除去後、前記被検査領域に銅検出試薬を塗布し、前記銅検出試薬による着色を確認することをもって、銅の残存有無を判定する請求項2に記載の溶接部検査方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、異材溶接された溶接部材の溶接部の検査方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
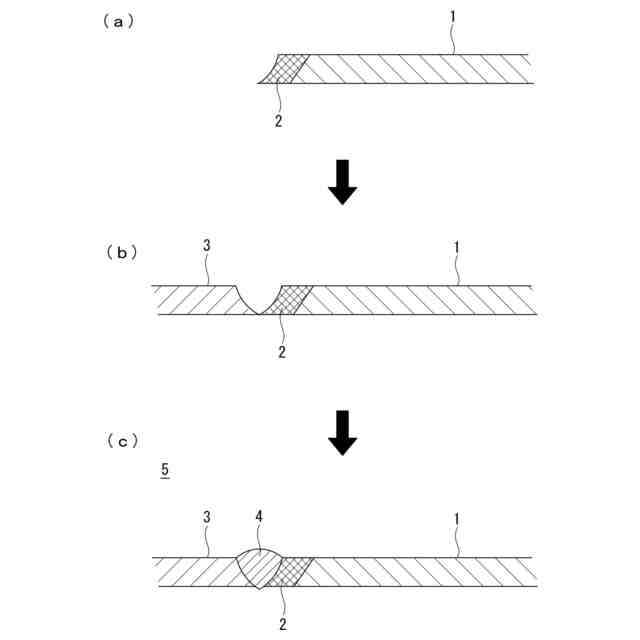
ボイラを構成する伝熱管(ボイラチューブ)、配管などでは、母材の異なる部材が異材溶接されることがある。異材溶接では、母材の希釈防止、溶接割れ、脆化などを防止するため、一方の部材にバタリングしてバタリング層を形成した後、該バタリング層と他方の部材とを本溶接する(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平11-192579号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
バタリングした後に本溶接して得られた溶接部には、通常、バタリング層が残存しているはずである。しかしながら、本発明者らが調査した結果によると、事前のバタリング層の形成が十分でない場合など、本溶接後にバタリング層が残存していない溶接部があることが確認されている。
【0005】
バタリング層が残存していない溶接部は、割れなどの損傷が発生する恐れがある。そのため、バタリングを経て本溶接された溶接部は、使用前に、バタリング層の有無を確認する必要がある。
【0006】
本開示は、このような事情に鑑みてなされたものであって、異材溶接部におけるバタリング層の有無を確認できる溶接部検査方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示の溶接部検査方法は以下の手段を採用する。
本開示の一態様は、第1部材の母材が炭素鋼または低合金鋼であり、第2部材の母材が耐腐食合金であり、前記第1部材が、前記第1部材の母材よりも鉄含有量の低い溶接材料でバタリングされた後、前記第2部材と本溶接された溶接部材の溶接部検査方法であって、本溶接部の第1部材側端部から、前記バタリングによりバタリング層が形成された領域を超えるまでの範囲にある前記溶接部材の表面を被検査領域とし、前記被検査領域に硫酸銅水溶液を塗布し、前記硫酸銅水溶液を塗布した前記被検査領域における析出銅による着色を確認し、前記析出銅により最も強く着色された着色領域と、前記本溶接部との間に、前記析出銅による着色が現れない領域または前記着色領域よりも析出銅色が薄い領域が存在するか否かをもって、前記バタリング層の有無を判定する溶接部検査方法を提供する。
【発明の効果】
【0008】
上記開示によれば、硫酸銅水溶液を用いることで異材溶接された溶接部材の溶接部におけるバタリング層の有無を確認できる。上記開示によれば、バタリング層の存在を目視可能であることから、簡便に素早く確認できる。
【図面の簡単な説明】
【0009】
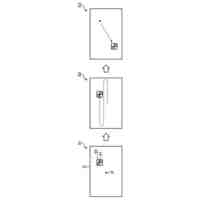
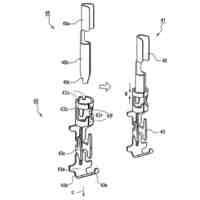
第1実施形態に係る溶接部材の製造手順を示す図である。
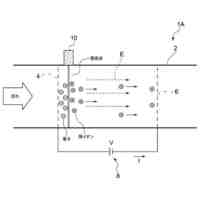
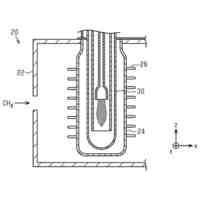
第1実施形態に係る溶接部材の断面模式図である。
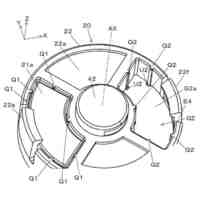
硫酸銅水溶液塗布後の図2の外周面の模式図を示す。
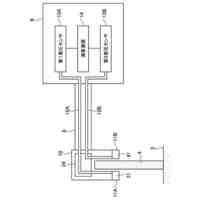
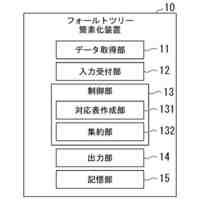
第2実施形態に係る溶接部検査方法の手順を示すフロー図である。
【発明を実施するための形態】
【0010】
(溶接部材)
本開示に係る溶接部検査方法を適用する溶接部材について説明する。溶接部材は、例えば、ボイラを構成する伝熱管(ボイラチューブ)、配管など機器の一部等であってよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
温調システム
1日前
三菱重工業株式会社
植物栽培設備
今日
三菱重工業株式会社
溶接部検査方法
今日
三菱重工業株式会社
検査治具および検査方法
今日
三菱重工業株式会社
翼加振装置および振動試験装置
今日
三菱重工業株式会社
音響減衰装置および音響減衰方法
今日
三菱重工業株式会社
炉心計算方法、炉心計算装置及びプログラム
7日前
三菱重工業株式会社
気流発生装置、気体昇圧装置、及び、推進装置
今日
三菱重工業株式会社
光軸調整装置、レーザ照準装置及び光軸調整方法
今日
三菱重工業株式会社
原料ガスの加熱器、および加熱器の異常診断装置
7日前
三菱重工業株式会社
翼角度測定装置、及びこれを用いた翼角度測定方法
1日前
三菱重工業株式会社
経路作成装置、船舶、経路作成方法、及びプログラム
今日
三菱重工業株式会社
イベントツリー簡素化方法、イベントツリー簡素化装置およびプログラム
今日
三菱重工業株式会社
フォールトツリー簡素化方法、フォールトツリー簡素化装置およびプログラム
今日
三菱重工業株式会社
フォールトツリー簡素化方法、フォールトツリー簡素化装置およびプログラム
今日
個人
地震予測システム
2日前
日本精機株式会社
検出装置
7日前
株式会社高橋型精
採尿具
28日前
株式会社小野測器
測定器
8日前
スガ試験機株式会社
環境試験機
1か月前
中国電力株式会社
短絡防止具
20日前
アルファクス株式会社
積層プローブ
20日前
日本精機株式会社
補助計器システム
22日前
キヤノン電子株式会社
サーボ加速度計
今日
キヤノン電子株式会社
サーボ加速度計
20日前
大成建設株式会社
風力測定装置
7日前
キヤノン電子株式会社
サーボ加速度計
今日
株式会社関電工
内径測定装置。
28日前
リンナイ株式会社
電気機器
7日前
積水樹脂株式会社
建築物用浸水測定装置
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
株式会社精工技研
光電圧プローブ
7日前
Igr技研株式会社
Igr測定装置
7日前
倉敷紡績株式会社
フィルム測定装置
28日前
ミツミ電機株式会社
流体センサ
28日前
個人
純金を作用電極に用いたORP測定装置
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ