TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024160745
公報種別
公開特許公報(A)
公開日
2024-11-15
出願番号
2023076030
出願日
2023-05-02
発明の名称
キャスト編成装置、キャスト編成方法及びキャスト編成プログラム
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B22D
46/00 20060101AFI20241108BHJP(鋳造;粉末冶金)
要約
【課題】より生産性の高いキャスト編成を生成することのできる技術を提供する。
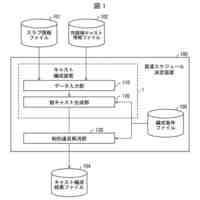
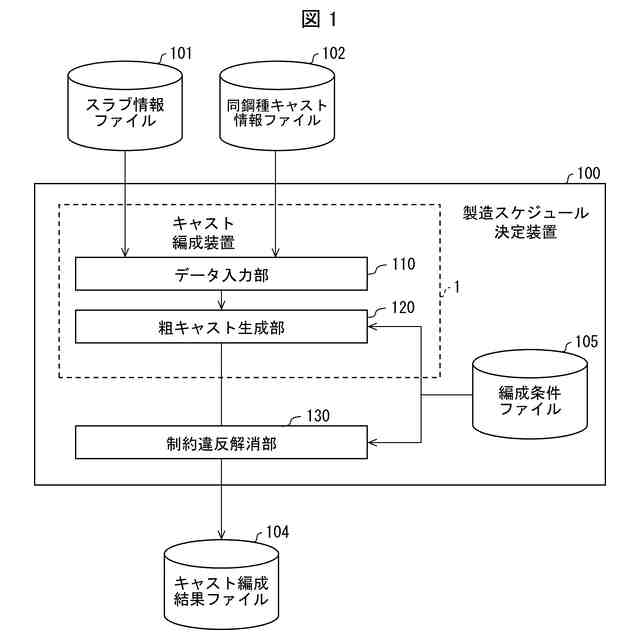
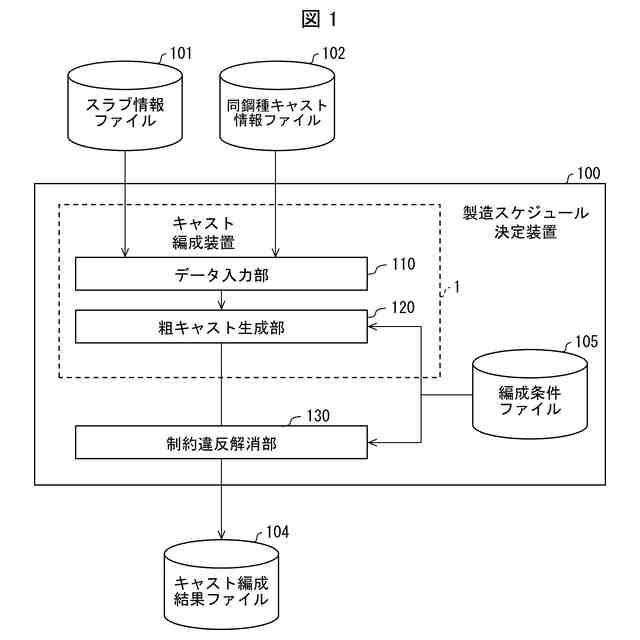
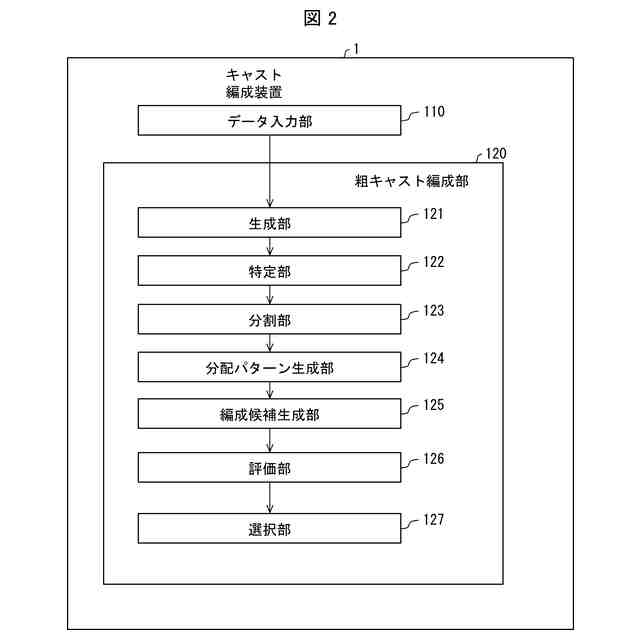
【解決手段】キャスト編成装置(1)は、連続鋳造で製造する複数の中間製品を当該中間製品の巾でソートした中間製品列を生成する生成部(121)と、中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を特定する特定部(122)と、中間製品列を上記位置で分割することにより、当該中間製品列を製造対象列と除外候補列とに分割する分割部(123)と、除外候補列に含まれる中間製品を含まない分配パターンと、除外候補列に含まれる中間製品の少なくとも一部を含む分配パターンとを鋼種毎に生成する分配パターン生成部(124)と、生成した鋼種毎の複数の分配パターンの鋼種間での複数の組み合わせを生成する編成候補生成部(125)と、鋼種毎の分配パターンの鋼種間での組み合わせのそれぞれを評価する評価部(126)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
複数のストランドを用いた連続鋳造で製造する複数の中間製品の製造順を決定するキャスト編成装置であって、
前記複数の中間製品を当該複数の中間製品の巾に関する巾情報に基づいて並べた中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を予め定められた基準に基づいて特定する特定部と、
前記中間製品列を前記位置で分割することにより、当該中間製品列を、前記連続鋳造での製造対象とする製造対象列と当該製造対象から除外する候補とする除外候補列とに分割する分割部と、
鋼種毎に、前記製造対象列に含まれる中間製品を前記複数のストランドに分配するパターンである複数の分配パターンを生成するとともに、
前記鋼種毎に、前記製造対象列に含まれる中間製品、及び前記除外候補列に含まれる中間製品の少なくとも一部、を前記複数のストランドの各々に分配するパターンである複数の分配パターンを生成する分配パターン生成部と、
前記分配パターン生成部が生成した前記鋼種毎の複数の前記分配パターンの鋼種間での複数の組み合わせを生成する編成候補生成部と、
前記複数の組み合わせの各々を予め定められた評価基準に基づいて評価する評価部と、
を備えるキャスト編成装置。
続きを表示(約 1,600 文字)
【請求項2】
前記評価部の評価結果に基づき、前記複数の組み合わせのなかからいずれかを選択する選択部、を更に備える
請求項1に記載のキャスト編成装置。
【請求項3】
前記複数の中間製品は、顧客から受けた注文に対応する中間製品のうち優先度が他の中間製品よりも高い中間製品であり、
前記選択部は、選択した組み合わせにおいて製造順が前後する中間製品同士の巾の差分が大きい箇所を、予め定められた基準に基づいて特定し、
特定した箇所に、顧客から受けた注文に対応する中間製品であって前記複数の中間製品に含まれない中間製品を組み入れる、
請求項2に記載のキャスト編成装置。
【請求項4】
前記評価基準は、前記複数の中間製品のうち前記組み合わせに含まれない中間製品の数が多いほど低い評価とする評価条件を含む、
請求項1又は2に記載のキャスト編成装置。
【請求項5】
前記分配パターン生成部は、前記中間製品の巾の昇順と降順とを考慮した前記分配パターンを生成する、
請求項1又は2に記載のキャスト編成装置。
【請求項6】
前記巾情報を入力するデータ入力部と、
前記巾情報に基づいて、前記複数の中間製品を並べた中間製品列を生成する生成部と、
を更に備える請求項1又は2に記載のキャスト編成装置。
【請求項7】
複数のストランドを用いた連続鋳造で製造する複数の中間製品の製造順を決定するキャスト編成方法であって、
前記複数の中間製品を当該複数の中間製品の巾に関する巾情報に基づいて並べた中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を予め定められた基準に基づいて特定するステップと、
前記中間製品列を前記位置で分割することにより、当該中間製品列を、前記連続鋳造での製造対象とする製造対象列と当該製造対象から除外する候補とする除外候補列とに分割するステップと、
鋼種毎に、前記製造対象列に含まれる中間製品を前記複数のストランドに分配するパターンである複数の分配パターンを生成するとともに、
前記鋼種毎に、前記製造対象列に含まれる中間製品、及び前記除外候補列に含まれる中間製品の少なくとも一部、を前記複数のストランドの各々に分配するパターンである複数の分配パターンを生成するステップと、
前記鋼種毎の複数の前記分配パターンの鋼種間での複数の組み合わせを生成するステップと、
前記複数の組み合わせの各々を予め定められた評価基準に基づいて評価するステップと、
を含むキャスト編成方法。
【請求項8】
複数のストランドを用いた連続鋳造で製造する複数の中間製品の製造順を決定するキャスト編成プログラムであって、
前記複数の中間製品を当該複数の中間製品の巾に関する巾情報に基づいて並べた中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を予め定められた基準に基づいて特定する処理と、
前記中間製品列を前記位置で分割することにより、当該中間製品列を、前記連続鋳造での製造対象とする製造対象列と当該製造対象から除外する候補とする除外候補列とに分割する処理と、
鋼種毎に、前記製造対象列に含まれる中間製品を前記複数のストランドに分配するパターンである複数の分配パターンを生成するとともに、
前記鋼種毎に、前記製造対象列に含まれる中間製品、及び前記除外候補列に含まれる中間製品の少なくとも一部、を前記複数のストランドの各々に分配するパターンである複数の分配パターンを生成する処理と、
前記鋼種毎の複数の前記分配パターンの鋼種間での複数の組み合わせを生成する処理と、
前記複数の組み合わせの各々を予め定められた評価基準に基づいて評価する処理と、
を実行させるためのキャスト編成プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャスト編成装置、キャスト編成方法及びキャスト編成プログラムに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
鉄鋼の製造工程では、高炉で製造された銑鉄を転炉に輸送し、転炉で鍋(チャージ)単位に成分調整がなされた後、タンディッシュに流し込まれた溶鋼を連続的に鋳造および切断し、スラブ、ブルーム、またはビレットなどと称される中間製品を製造する。このとき、上記の連続的に鋳造、切断を行う工程を連続鋳造工程と称し、連続鋳造工程において連続的な溶鋼の鋳造を中断することなく、中間製品を連続的に製造する単位(製造ロット)をキャストと称している。また、各製造ロット内における中間製品の鋳造順序(製造スケジュール)を、中間製品のサイズ、品質および納期などに基づいて決定することをキャスト編成と称している。連続鋳造工程によって製造された中間製品は、次工程である熱間圧延工程に運ばれ、加熱炉にて圧延可能な温度まで加熱された後、薄板、厚板、または形鋼などに圧延される。
【0003】
キャスト編成を行う技術として、例えば特許文献1には、データ読込部がキャスト編成対象のオーダーに対応して製造されスラブとなる予定の仮スラブの情報を読み込み、鋼種選択部が仮スラブの製造の優先度の高い鋼種を選択し、キャスト作成部が選択された鋼種について、制約条件を充足する鋼種別のキャストを作成し、キャスト接続部が選択された製造の優先度が高い鋼種と、該鋼種と接続可能な他の鋼種とについて作成されたキャストを、制約条件を充足しつつ接続する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-37806号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
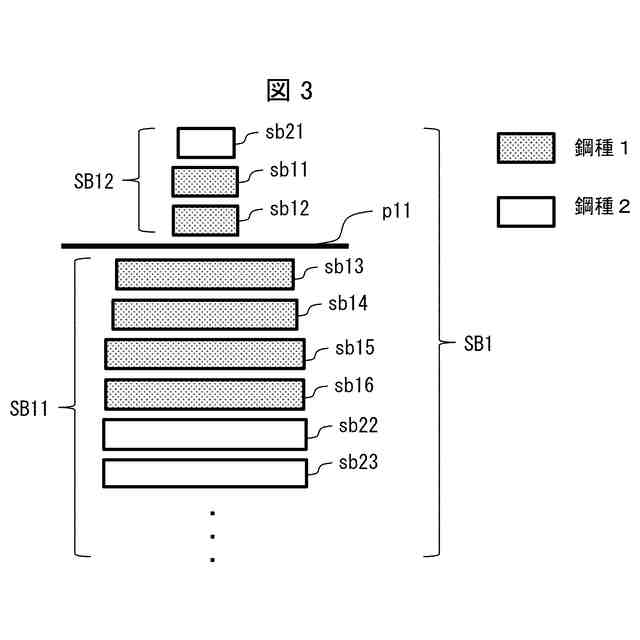
ところで、多数の顧客から要求される様々な大きさの中間製品を連続鋳造により製造する場合、巾の異なる複数の中間製品が含まれるキャストを生成する必要がある。この場合、1つのキャストにおいて製造順が前後する中間製品同士の巾のギャップが大きいと、製造可能なキャストにするために巾帯の繋ぎとして注文されていない中間製品(余材)を配置する必要がある。余材は製造する必要のない中間製品であるため、余材の量が多いほど生産性が低くなってしまうという問題がある。特許文献1に記載の技術においても、より生産性の高いキャスト編成を生成するという観点において改善の余地がある。
【0006】
本発明の一態様は、上記の問題に鑑みてなされたものであり、より生産性の高いキャスト編成を生成することのできる技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様に係るキャスト編成装置は、複数のストランドを用いた連続鋳造で製造する複数の中間製品の製造順を決定するキャスト編成装置であって、前記複数の中間製品を当該複数の中間製品の巾に関する巾情報に基づいて並べた中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を予め定められた基準に基づいて特定する特定部と、前記中間製品列を前記位置で分割することにより、当該中間製品列を、前記連続鋳造での製造対象とする製造対象列と当該製造対象から除外する候補とする除外候補列とに分割する分割部と、鋼種毎に、前記製造対象列に含まれる中間製品を前記複数のストランドの各々に分配するパターンである複数の分配パターンを生成するとともに、前記鋼種毎に、前記製造対象列に含まれる中間製品、及び前記除外候補列に含まれる中間製品の少なくとも一部、を前記複数のストランドに分配するパターンである複数の分配パターンを生成する分配パターン生成部と、前記分配パターン生成部が生成した前記鋼種毎の複数の前記分配パターンの鋼種間での複数の組み合わせを生成する編成候補生成部と、前記複数の組み合わせの各々を予め定められた評価基準に基づいて評価する評価部と、を備える。
【0008】
本発明の一態様に係るキャスト編成方法は、複数のストランドを用いた連続鋳造で製造する複数の中間製品の製造順を決定するキャスト編成方法であって、前記複数の中間製品を当該複数の中間製品の巾に関する巾情報に基づいて並べた中間製品列を生成するステップと、前記中間製品列において隣り合う中間製品同士の巾の差分が大きい位置を予め定められた基準に基づいて特定するステップと、前記中間製品列を前記位置で分割することにより、当該中間製品列を、前記連続鋳造での製造対象とする製造対象列と当該製造対象から除外する候補とする除外候補列とに分割するステップと、鋼種毎に、前記製造対象列に含まれる中間製品を前記複数のストランドに分配するパターンである複数の分配パターンを生成するとともに、前記鋼種毎に、前記製造対象列に含まれる中間製品、及び前記除外候補列に含まれる中間製品の少なくとも一部、を前記複数のストランドの各々に分配するパターンである複数の分配パターンを生成するステップと、前記鋼種毎の複数の前記分配パターンの鋼種間での複数の組み合わせを生成するステップと、前記複数の組み合わせの各々を予め定められた評価基準に基づいて評価するステップと、を含む。
【0009】
本発明の各態様に係るキャスト編成装置は、コンピュータによって実現してもよく、この場合には、コンピュータを前記キャスト編成装置が備える各部(ソフトウェア要素)として動作させることにより前記キャスト編成装置をコンピュータにて実現させるキャスト編成装置のキャスト編成プログラム、およびそれを記録したコンピュータ読み取り可能な記録媒体も、本発明の範疇に入る。
【発明の効果】
【0010】
本発明の一態様によれば、より生産性の高いキャスト編成を生成することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
高炉用冷却構造体
4日前
日本製鉄株式会社
レーザ溶接継手及び自動車用部材
3日前
日本製鉄株式会社
レーザ溶接継手及びレーザ溶接継手の製造方法
3日前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法及びプログラム
10日前
日本製鉄株式会社
塗装金属板
10日前
日本製鉄株式会社
キャスト編成装置、キャスト編成方法及びキャスト編成プログラム
3日前
日本製鉄株式会社
施工計画作成支援システム、施工計画作成システム、施工方法、施工計画作成支援方法、及び、施工計画作成方法
4日前
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
個人
鋼の連続鋳造鋳片の切断装置
24日前
日本鋳造株式会社
鋳造方法
10日前
日本製鉄株式会社
棒状部材
1か月前
三菱マテリアル株式会社
粉末材料
2か月前
日本製鉄株式会社
モールドパウダー
2か月前
芝浦機械株式会社
成形機
2か月前
ノリタケ株式会社
ニッケル粉末
2か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
本田技研工業株式会社
金型装置
3か月前
オークマ株式会社
ワークの加工方法
2か月前
株式会社リコー
焼結体の製造方法
1か月前
旭化成株式会社
焼結体の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
24日前
山陽特殊製鋼株式会社
積層造形用金属粉末
2か月前
ノリタケ株式会社
粉体材料およびその利用
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
日本製鉄株式会社
連続鋳造装置
2か月前
三菱重工業株式会社
金型
2か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
12日前
株式会社荏原製作所
造形ノズル
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
株式会社アイシン
金型
1か月前
株式会社リコー
立体造形方法及び立体造形装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ