TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157335
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071634
出願日
2023-04-25
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
1/276 20220101AFI20241030BHJP(電力の発電,変換,配電)
要約
【課題】ロータの製造装置の構成が複雑になることを抑制できるロータの製造方法を提供する。
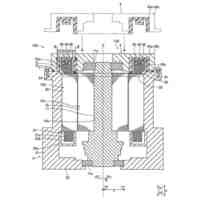
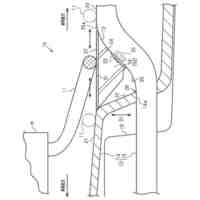
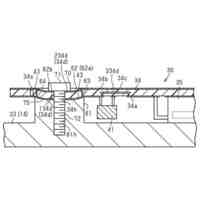
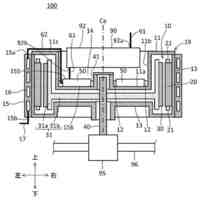
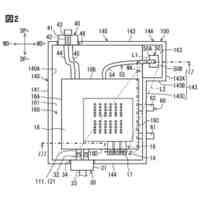
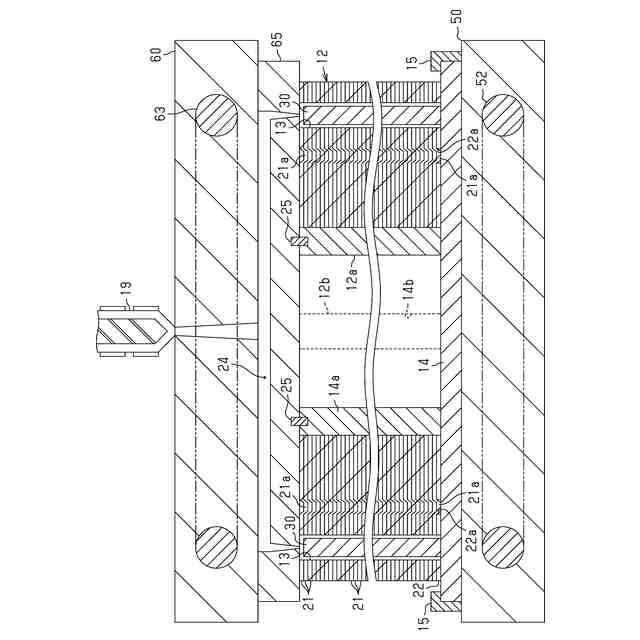
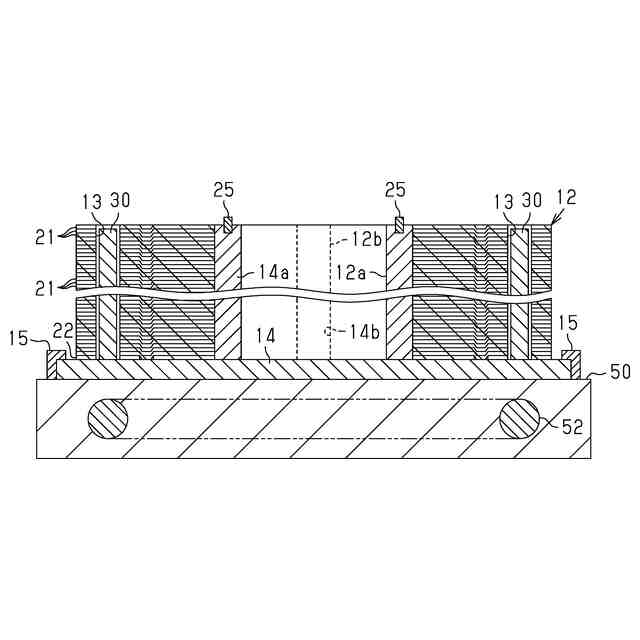
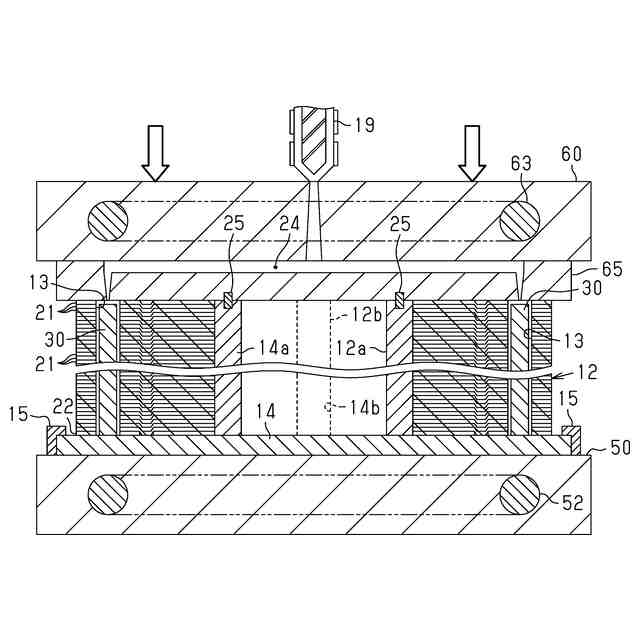
【解決手段】コア12は支持プレート14の厚さ方向の一方の面に接するようにされる。型開きされた第1型50と第2型60との間に、コア12を接触させた支持プレート14における厚さ方向のコア12と反対側の面が第1型50と接するよう支持プレート14が配置されるとともに、コア12と第2型60との間にゲートプレート65が配置される。第1型50と第2型60との型締め時に、ノズル19から第2型60及びゲートプレート65に形成された通路24を介して、磁石30を収容した収容孔13に熱可塑性樹脂を射出する射出工程が行われる。この射出工程で収容孔13内に射出された熱可塑性樹脂により、磁石30がコア12に対し固定される。射出工程では、第1型50を加熱した状態で、熱可塑性樹脂がノズル19から通路24を介して収容孔13に射出される。
【選択図】図3
特許請求の範囲
【請求項1】
磁石を収容することが可能な収容孔を有するコアが支持プレートにおける厚さ方向の一方の面に接しており、
型開きされた第1型と第2型との間に、前記コアを接触させた前記支持プレートにおける厚さ方向の前記コアと反対側の面が前記第1型と接するよう前記支持プレートが配置されるとともに、前記コアと前記第2型との間にゲートプレートが配置され、
前記第1型と前記第2型との型締め時に、ノズルから前記第2型及び前記ゲートプレートに形成された通路を介して、前記磁石を収容した前記収容孔に対し熱可塑性樹脂を射出する射出工程を行い、
前記射出工程で前記収容孔内に射出された前記熱可塑性樹脂により前記磁石を前記コアに固定するロータの製造方法において、
前記射出工程では、前記第1型を加熱した状態で、前記熱可塑性樹脂が前記ノズルから前記通路を介して前記収容孔に対し射出されるロータの製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記射出工程では、前記第2型を加熱した状態で、前記熱可塑性樹脂が前記ノズルから前記通路を介して前記収容孔に対し射出される請求項1に記載のロータの製造方法。
【請求項3】
前記コアは、複数の鉄心片を厚さ方向に積層したものであり、
前記射出工程の前には、前記第2型により前記ゲートプレートを介して前記コアを前記支持プレート側に押圧する押圧工程が行われ、
前記射出工程では、前記第2型により前記ゲートプレートを介して前記コアを前記支持プレート側に押圧した状態で、前記熱可塑性樹脂が前記ノズルから前記通路を介して前記収容孔に対し射出される請求項1又は2に記載のロータの製造方法。
【請求項4】
前記コアにおける前記鉄心片の積層方向についての高さを積層高さとするとき、前記鉄心片の積層方向についての前記磁石の長さが前記コアの前記積層高さよりも短くなり、
前記射出工程では、前記押圧により前記鉄心片同士を密着させて前記コアの前記積層高さを減少させつつ、前記積層方向における前記ゲートプレートと前記磁石との間に空間が生じるように前記押圧を行う請求項3に記載のロータの製造方法。
【請求項5】
前記コアは、複数の鉄心片を厚さ方向に積層したものであり、
前記複数の鉄心片は、第1鉄心片と第2鉄心片とを含み、
前記第1鉄心片は、厚さ方向の一方側に膨出するダボを備え、前記ダボ同士が互いに結合された状態で厚さ方向に積層されるものであり、
前記第2鉄心片は、積層された複数の前記第1鉄心片における積層方向の端にある前記第1鉄心片の隣に位置し、
前記第2鉄心片には、隣に位置する前記第1鉄心片の前記ダボが挿入される貫通孔が形成されており、
前記射出工程の前には、前記貫通孔から突出した前記ダボの突端を押し潰すことによって前記突端を前記貫通孔の内部に位置させる潰し工程が行われる請求項1に記載のロータの製造方法。
【請求項6】
前記コアは、複数の鉄心片を厚さ方向に積層したものであり、
前記複数の鉄心片は、第1鉄心片と第2鉄心片とを含み、
前記第1鉄心片は、厚さ方向の一方側に膨出するダボを備え、前記ダボ同士が互いに結合された状態で厚さ方向に積層されるものであり、
前記第2鉄心片は、積層された複数の前記第1鉄心片における積層方向の端にある前記第1鉄心片の隣に位置し、
前記第2鉄心片には、隣に位置する前記第1鉄心片の前記ダボが挿入される貫通孔が形成されており、
前記射出工程では、前記支持プレートに形成された収容凹部に前記第2鉄心片の前記貫通孔から突出した前記ダボの突端を収容しつつ、前記コアを前記支持プレートに接触させる請求項1に記載のロータの製造方法。
【請求項7】
前記支持プレートは、前記コアを支持した状態で、型開きされた前記第1型と前記第2型との間への移動、及び、型開きされた前記第1型と前記第2型との間からの移動を行うことにより、前記コアを搬送する請求項1又は2に記載のロータの製造方法。
【請求項8】
前記支持プレートには、その厚さ方向の一方の面に接する前記コアを貫通するポストが固定されており、
前記支持プレートは、その厚さ方向の前記コアと反対側の面が前記第1型に接するよう配置されたとき、前記第1型に対し位置決めされるものであり、
前記ポストは、その中心周りについての前記支持プレートに対する前記コアの相対位置を固定するものである請求項1又は2に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
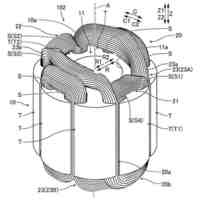
磁石埋め込み型モータのロータは、複数の鉄心片を厚さ方向に積層した構造のコアを備えている。こうしたコアには鉄心片の積層方向に貫通する複数の収容孔が形成されている。複数の収容孔にはそれぞれ磁石が収容されている。これらの磁石は、収容孔に樹脂を充填することによってコアに固定されている。上記コアに対する磁石の固定は、例えば特許文献1に示されるロータの製造装置を用いて行われる。
【0003】
こうした製造装置を用いてロータを製造する際には、同装置における型開きされた第1型と第2型との間に、上記コアが支持プレートと共に配置される。支持プレートは上記コアを支持するためのものである。支持プレートに支持された上記コアは、その支持プレートにおける厚さ方向の一方の面に接している。支持プレートは、厚さ方向の上記コアと反対側の面が第1型と接するよう、第1型と第2型との間に配置される。
【0004】
型開きされた第1型と第2型との間であって、上記コアと第2型との間にはゲートプレートが配置される。このゲートプレートは、コアの収容孔に樹脂を射出するための通路を形成するためのものである。そして、第1型と第2型との型締め時には、ノズルからゲートプレート及び第2型に形成された上記通路を介して、磁石を収容した上記収容孔に対し樹脂が射出される。このように収容孔に射出された樹脂で磁石をコアに対し固定することによってロータが製造される。
【0005】
磁石をコアに固定するための上記樹脂としては、熱硬化性樹脂や熱可塑性樹脂を用いることが考えられる。熱可塑性樹脂は、熱硬化性樹脂よりも溶融時の粘度が高い。このため、磁石をコアに固定するための樹脂として熱可塑性樹脂を用いる場合、熱硬化性樹脂を用いた場合よりも、樹脂の射出圧が高くなりやすい。特許文献1の製造装置では、熱可塑性樹脂を用いることに伴って樹脂の射出圧が高くなっても、その樹脂によってコアが変形しないようにするため、スライドコア型が設けられている。
【0006】
上記スライドコア型は、第1型と第2型との間に複数設けられている。各スライドコア型は、上記コアの周方向に所定の間隔を置いて配置されている。各スライドコア型は、上記コアの径方向に移動することが可能となっている。各スライドコア型は、第1コアと第2コアとの型締め時に上記コアの中心に向けて移動することにより、樹脂の射出時に径が拡大する方向に変形しないよう上記コアを拘束する。また、スライドコア型は、コアの収容孔に射出された樹脂の温度低下を抑制するために加熱される。
【先行技術文献】
【特許文献】
【0007】
特開2015-192575号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
磁石をコアに固定するための樹脂として熱可塑性樹脂を用いる場合、樹脂の射出に伴うコアの変形を抑制するため、特許文献1のロータの製造装置のようにスライドコア型を設けなければならない。その結果、スライドコア型を設ける分、ロータの製造装置の構成が複雑になる。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するための手段及びその作用効果について記載する。
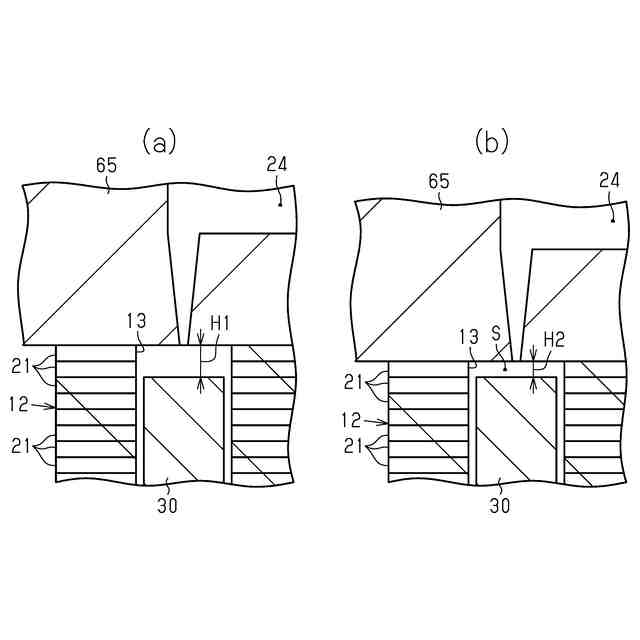
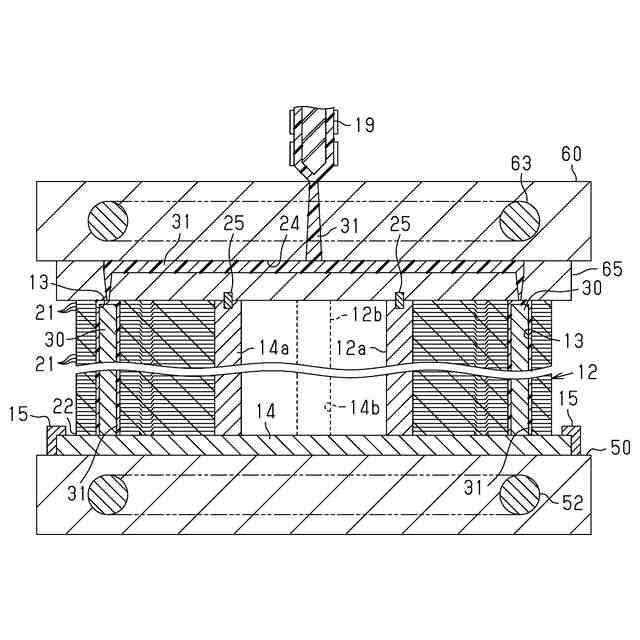
上記課題を解決するロータの製造方法では、磁石を収容することが可能な収容孔を有するコアの上記収容孔に対し熱可塑性樹脂の射出が行われる。詳しくは、上記コアが支持プレートの厚さ方向の一方の面に接するようにされる。そして、型開きされた第1型と第2型との間に、上記コアを接触させた支持プレートにおける厚さ方向の上記コアと反対側の面が第1型と接するよう支持プレートが配置されるとともに、上記コアと第2型との間にゲートプレートが配置される。更に、第1型と第2型との型締め時に、ノズルから第2型及びゲートプレートに形成された通路を介して、磁石を収容した上記収容孔に熱可塑性樹脂を射出する射出工程が行われる。この射出工程で収容孔内に射出された熱可塑性樹脂により、磁石がコアに対し固定される。上記射出工程では、第1型を加熱した状態で、熱可塑性樹脂がノズルから上記通路を介して収容孔に射出される。
【0010】
上記方法によれば、第1型を加熱した状態で、熱可塑性樹脂がノズルからゲートプレート及び第2型に形成された通路を介してコアの収容孔に射出される射出工程が行われる。収容孔に射出された熱可塑性樹脂は、第2型側から第1型側に流れるため、第1型に近づくほど温度低下しやすくなる。しかし、加熱された状態の第1型の熱が、支持プレートを介してコアに伝達され、更に収容孔内の熱可塑性樹脂に伝達される。こうした熱の伝達によって収容孔内の熱可塑性樹脂の温度が低下しにくくなる。これにより、上記熱可塑性樹脂の温度低下に伴って熱可塑性樹脂の粘度が増大することは抑制される。更に、その粘度の増大に伴って熱可塑性樹脂の射出圧が高くなることにより、コアが変形することも抑制される。従って、ロータの製造装置にコアの変形を抑制するためのスライドコア型等の機構を設けなくてもよくなる。その結果、ロータの製造装置の構成が複雑になることを抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
可変磁力式同期機
15日前
株式会社東光高岳
充電器
7日前
株式会社発明屋
光起電システム
23日前
株式会社アイシン
回転電機
13日前
ニデック株式会社
ステータ
23日前
株式会社村田製作所
電源装置
7日前
帝国繊維株式会社
作業用車両
9日前
日置電機株式会社
電流制限回路
7日前
株式会社SUBARU
充電装置
9日前
サンデン株式会社
モータ制御装置
7日前
三菱電機株式会社
駆動回路
20日前
株式会社正興電機製作所
充電表示器
15日前
ローム株式会社
複合電源回路
27日前
株式会社アイドゥス企画
連結ドラムモータ
27日前
住友電装株式会社
ブラケット
22日前
三菱電機モビリティ株式会社
電力変換装置
20日前
日動電工株式会社
鳥害防止器具
15日前
株式会社アイシン
巻線界磁型回転電機
9日前
株式会社豊田自動織機
電子機器
23日前
株式会社東光通商
熱電発電装置
27日前
株式会社豊田自動織機
駆動装置
7日前
オムロン株式会社
電力変換装置
20日前
富士電機株式会社
電力変換装置
今日
株式会社ダイヘン
電力変換装置
21日前
株式会社サタケ
電動機の端子箱
7日前
株式会社ダイヘン
充電システム
1日前
株式会社ダイヘン
電力供給装置
21日前
本田技研工業株式会社
回転電機
8日前
株式会社デンソー
リニアモータ
23日前
株式会社日立製作所
動力装置
今日
株式会社デンソー
電気機器
13日前
ミネベアミツミ株式会社
ステータ組立体
20日前
ミネベアミツミ株式会社
電子機器
13日前
株式会社ダイヘン
双方向コンバータ
23日前
株式会社B&GLOBAL
ポータブル電源
7日前
株式会社プロテリアル
リニアモータ
7日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ